
如何规范地进行眼镜加工
2012-12-15 07:45:00宿颖李丽华
中国眼镜科技杂志 2012年5期
宿颖 李丽华/文
如何规范地进行眼镜加工
宿颖 李丽华/文
1 手工磨边
手工磨边主要分为制作样板、划边、钳边、磨边、倒角5道工序。
1.1 制作样板 ☆
用硬纸板或薄塑料板按需加工的镜架形状剪切好,样板的形状、大小以可装嵌在镜框内为准,不得有缝隙。然后在样板上画出几何中心点。找几何中心的方法是沿做好的样板四周做切线,对角线的交点即为几何中心点。然后以几何中心点为基点画水平线和垂直线成“十”字线,并根据处方加工的需要找出加工的光学中心点。
1.2 划边 ☆
划边时将定好光学中心的样板贴在镜片的凹面,且将样板上定好的光学中心点对准镜片的中心点(光心),水平线与镜片的3个加工点,同时也是散光镜片轴线保持平行的位置,然后用记号笔在镜片上按照样板的形状画出待加工的形状。用嵌有单颗粒天然金刚石的玻璃刀沿着画好的样子紧靠画线位置进行裁割。裁割时首先要找出玻璃刀的刀口,手持压力不宜过大或过轻(需自行练习),金刚石在镜片上划动时应声音清脆,道细。不能有较宽的白道,道上不能有爆裂现象。侧视时刀口透明光亮,且有通透的裂痕。使用玻璃刀时不能重复在一个刀口上划刀(如图1)。
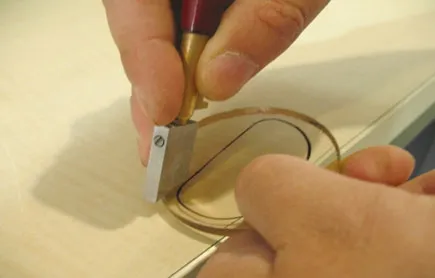
图1
1.3 钳边 ☆
玻璃刀划完镜片后,用平口掰片的铣钳垫上布,沿着玻璃刀划后的印迹将多余的玻璃片掰掉,掰掉后的镜片边缘很锋利,要用钳片的铣钳将接口部位钳齐,划透的镜片很容易整块掰掉。若掰不下来,证明使用玻璃刀时没有找到刀口,而且没有划透。这时不要强掰,应再在旁边划上一刀,以免镜片破碎。钳边时一般左手持镜片,右手持钳(反之亦可),右手中指顶住钳子,用铁钳的尖部按顺序钳边,每次不能夹太多,以免镜片破碎。钳边别以油笔画的线为准,大小、形状应与镜架的镜圈一致,不能有过大的崩边,以免在磨片时造成镜片过小。钳边时最好戴上防护眼镜,以免玻璃渣溅入眼内(如图2)。

图2
1.4 磨边 ☆☆
磨边时双手持镜片,右手背或左手背放在磨边机的垫板上,以求平稳。镜片与砂轮成45°角。左手或右手沿着45°角向斜前上方推动镜片,同时将镜片与砂轮靠实,持镜片的手开始时持住镜片的后边,两面的倾角争取一致,并保证尖棱取中,并在同一直线上。屈光度较大的镜片尖棱的位置为外1/3处、里2/3处,尖棱不能有接口,应保持平整。在磨边过程中,要经常将镜片和镜架比较,保持和镜圈的形状一致。将里外的钳痕磨掉后,首先磨镜片口上半部分,将上半部分的两个角磨合适,然后磨两边,最后磨下半部分。这样可以保持形状不会改变。磨另外一只镜片时应与磨好的镜片作对比,以免造成两个镜片形状的不一致(如图3)。
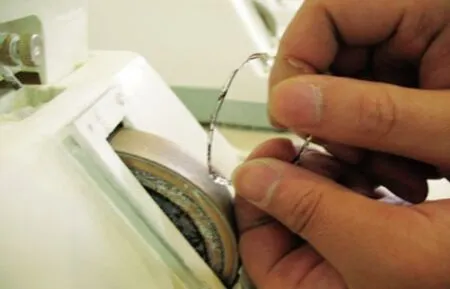
图3
1.5 倒角 ☆☆
眼镜片倒角属于保护性的,凹凸均应倒角。角度不宜太宽,且均匀一致。倒角时要保持镜片角度不变,正常应是倒4次手为一圈,里外一样。手持镜片时应保持稳定,不能有接口,倒角后在灯光下检验,不允许有崩边(如图4)。

图4
2 半自动磨边机磨边
2.1 制作磨板 ☆☆
在样片上画水平线,取下镜架上的样片。将模板的水平线与样片上的水平线平行,并使样片与模板几何中心重合,使用剪刀或刀片对模板进行切割。取下磨板,用锉刀将磨板边缘锉平,同时与镜圈比对修整一致(如图5)。
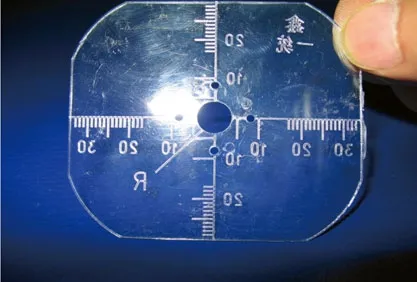
图5
2.2 加工标记 ☆
根据处方使用焦度计点出光学中心和散光轴向。分别标记左右眼,并用记号笔描一下已经点好的标记,以便加工使用。
2.3 确定加工中心 ☆☆
根据处方计算移心量。调整定中心仪(中心板)的刻度到所需的移心位置。安装吸盘和双面胶纸,注意安装方向。将镜片的加工标记对准移心位置,三点水平,轻轻压下使镜片和吸盘粘合(如图6)。

6-1
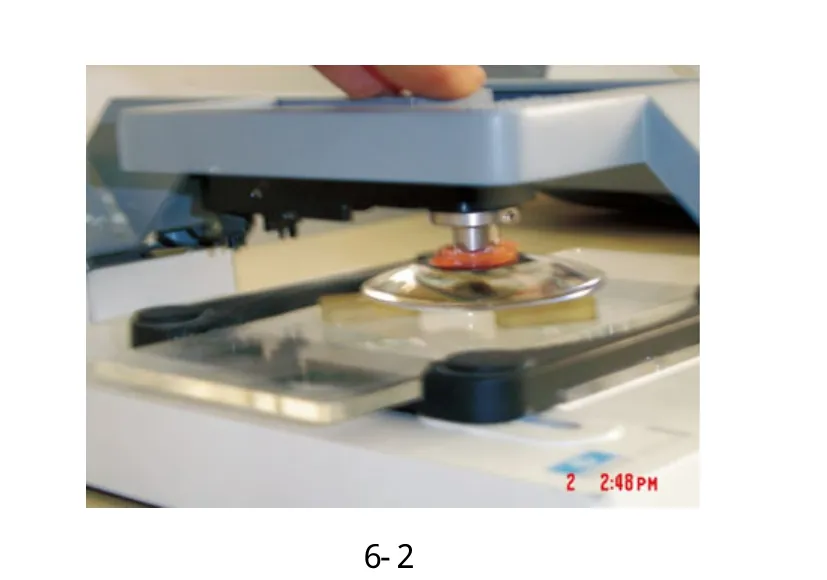
图6
2.4 加工镜片 ☆☆
在机器上安装磨板,主要指针的方向,分清左右眼,旋紧使磨板固定。安装镜片时应注意吸盘方向。调整操作面板,轻按操作板上的按钮(不要连续按键),选择尖边类型、镜片材料、循环方式、加工尺寸大小等。按开始键,启动机器,在砂轮组移动、出水口出水后,放下摆臂,机器开始切割镜片。粗磨后自动开始细磨,细磨完成后机器会发出嘟嘟的警示声,推起摆臂后,取下镜片。比较镜片大小,若不合适可将镜片上机器重新细磨,直至合适为止,合适后取下吸盘。再用同样方法加工左眼(如图7)。

图7
2.5 装配整形 ☆☆
将镜片在手工磨边机上进行倒安全角。检查镜架形状的对称性,必要时可进行调整。调整镜架的弯度,使之与镜片外弯相符。将镜架螺丝松几扣后将镜片装入镜架,调整水平后将螺丝拧紧以固定镜片。调整镜架使之符合整形要求。
(注:本栏目用☆、☆☆、☆☆☆标出难度,分别对应初、中、高级要求掌握的内容及对应难度,便于读者对照阅读及学习。)
特别鸣谢:天津万里路视光职业培训学校 天津市眼科医院验光配镜中心
猜你喜欢
皮革制作与环保科技(2022年24期)2022-02-12 08:48:34
小资CHIC!ELEGANCE(2021年18期)2021-07-28 07:31:21
中国眼镜科技杂志(2020年11期)2020-11-20 12:23:12
建材发展导向(2019年20期)2019-12-09 15:36:34
天津诗人(2019年3期)2019-11-13 19:29:53
传奇故事(破茧成蝶)(2018年4期)2018-11-14 23:03:15
中国眼镜科技杂志(2017年14期)2017-07-24 14:34:09
重庆文理学院学报(社会科学版)(2016年5期)2016-10-10 05:16:04
锻压装备与制造技术(2015年3期)2015-07-01 09:31:52
建筑与预算(2014年1期)2014-11-18 13:05:18
