
1780 mm热连轧700 MPa级汽车用钢研制开发*
2012-12-07 05:28:30毛尽华
河南冶金 2012年1期
毛尽华
(安阳钢铁股份有限公司)
1780 mm热连轧700 MPa级汽车用钢研制开发*
毛尽华
(安阳钢铁股份有限公司)
介绍了安钢1780 mm热连轧机组开发700 MPa级别高Ti汽车用钢的开发,及生产工艺和质量情况。通过试验证明,安钢1780 mm热连轧生产的700 MPa级的高Ti钢具有良好的强韧性配合,优良的成型性能,经用户使用后,完全满足汽车生产工艺的要求。
700 MPa级 汽车用钢 热连轧
随着能源的日趋紧张和汽车工业的发展,为延长汽车的使用寿命和节能、节材以及安全等要求,用低合金高强度和超高强度钢板生产汽车大梁,汽车轻量化已成为当今汽车行业发展趋势。汽车大梁板主要用于汽车车厢箱体、汽车纵梁、汽车横梁等,要求钢板在具有较高强度的同时,还要具有良好的冷冲压成型性能、焊接性能和耐疲劳性能。本文对700 MPa级汽车用钢成分体系设计及产品生产全过程控制进行了介绍,确保了我厂生产的700 MPa级汽车用钢各项力学性能完全满足用户使用要求。
1 成分设计与力学性能要求
1.1 成分设计
安钢700 MPa级汽车用钢采用低碳Si-Mn钢,同时加入微量元素Nb、Ti进行强化。在成分设计上将成品的碳含量控制在0.10%~0.11%,使其具有包晶钢良好的成型性、焊接性能和机械性能。钢中加入微量合金元素Nb,达到细化奥氏体晶粒的目的,获得高强度、高韧性及良好的冷弯性能材料。Ti可以改善热影响区的韧性和冷弯性能,通过TiC的析出可以大幅度的提高强度[1]。由于该钢种主要靠TiC的析出强化效果,而影响TiC析出的因素有变形量、变形速率、终轧温度、卷曲温度及冷却速率[2],其中终轧温度和卷曲温度的影响更为突出,一般钢种终轧温度越低,屈服强度越高,但对于钛微合金钢却是相反的,这是因为终轧温度较低,会诱发TiC在高温区析出,高温析出,粒子尺寸大降低强化效果。安钢700 MPa级汽车用钢化学成分见表1。

表1 安钢700 MPa级汽车用钢化学成分 %
1.2 力学性能要求
700 MPa级汽车用钢力学性能要求见表2。屈服强度要求大于650 MPa,抗拉强度大于750 MPa,-20℃冲击功大于等于40 J,延伸性能大于等于15%,冷弯性能d=a不出现裂纹,除了要求强度和成型外,还具有良好的焊接性能和冲击性能。

表2 安钢700 MPa级汽车用钢性能要求
2 工艺路线
采用的工艺路线为:铁水预处理→150 t复吹转炉→LF→RH→常规双流板坯连铸机→1780 mm热连轧机组。
2.1 炼钢
为满足成品的硫含量,入炉铁水必须经过脱硫预处理。采用自产洁净废钢,优质冶金石灰、轻烧白云石。出钢采用挡渣棒,控制下渣量,在出钢过程中采用软搅拌状态,促进夹杂物上浮。
LF精炼是脱氧、脱硫、合金化和减少夹杂物的关键,因此钢水到LF精炼后,尽快造渣,白渣保持时间要保持在10 min以上。钛是极易氧化的元素,并且在浇注过程中含钛钢水易在水口堵塞,因此,在合金化时避免钢液过氧化,控制合理的加钛量和加入时机。RH真空处理时,确保真空处理时间,破空后严禁补喂铝线,软搅拌时间大于5 min,以保证钢水成分稳定,促进夹杂物上浮。
2.2 连铸
钢水过热度控制在15℃~30℃之间,采用大包下渣检测。连铸做好全程保护浇注,将增氮量控制在3×10-6之内。使用包晶钢专用保护渣,及用结晶器液面自动控制系统,确保生产过程中液面稳定,防止结晶器卷渣。为保证铸坯表面质量,结晶器冷却和二次冷却均采用弱冷。
2.3 热连轧
为保证板坯加热时间和均热时间,一加热段温度:1020℃~1200℃,二加热段温度:1200℃~1280℃,均热段温度:1200℃~1280℃,精轧终轧温度在900℃,卷取温度在580℃。卷取温度过高或过低都将会造成析出强化效果减弱,这是热力学和动力学综合起作用的结果。在600℃左右沉淀析出的粒子尺寸最细,可起到最大的析出强化效果。
3 试验结果分析
3.1 力学性能
10 mm厚度700 MPa级汽车用钢屈服强度、抗拉强度、伸长率实际性能图1、图2、图3所示。
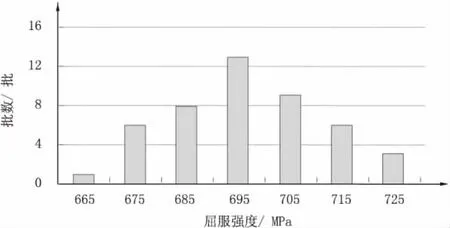
图1 10 mm厚度700 MPa级汽车用钢屈服强度直方图

图2 10 mm厚度700 MPa级汽车用钢抗拉强度直方图
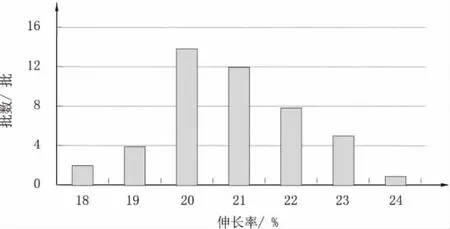
图3 10 mm厚度700 MPa级汽车用钢伸长率直方图
由图1、图2、图3中可以看出,其屈服强度在665 MPa~745 MPa之间,平均屈服强度在693 MPa,抗拉强度在750 MPa~805 MPa,平均抗拉强度在770 MPa,伸长率在18%~23.5%之间,平均伸长率在23.3%,完全满足用户对性能要求,且有充分的富余量。
3.2 冲击及冷弯性能
700 MPa级汽车用钢-20°冲击检验验,冲击试样尺寸5 mm×10 mm×10 mm,冲击最小为50 Akv/J,最大为 88.3 Akv/J,平均值 67.91 Akv/J,700 MPa级汽车用钢冲击性能如图4所示。同时还进行了180°的横向宽冷弯试验,结果全部合格,表明试验钢板除具有较高的强度外,还具有优良的冷成型性能。
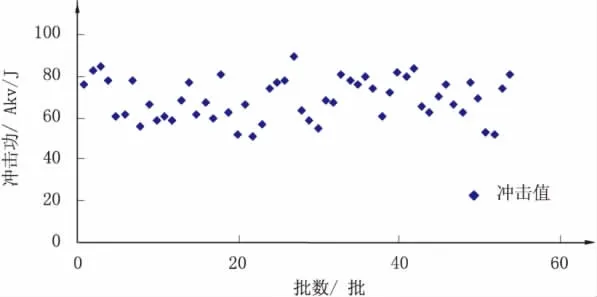
图4 10 mm厚700 MPa级汽车用钢冲击性能图
3.3 金相组织
对工业试验的700 MPa级汽车用钢进行了金相组织和夹杂物分析,试样经4%的硝酸酒精溶液侵蚀,其组织为铁素体+珠光体和部分贝氏体,铁素体晶粒度为12~14级,A、B、C、D类夹杂物为均为小于2级,夹杂物细小且弥散分布。700 MPa汽车用钢典型金相组织如图5所示。
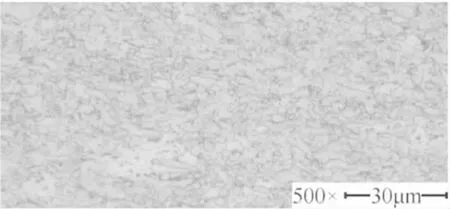
图5 700 MPa汽车用钢金相组织
4 结论
1)安钢研制的700 MPa级汽车用钢,采用Nb、Ti元素微合金化处理,其力学性能完全满足要求。
2)通过炼钢控制钢水质量,优化连铸结晶器及二冷冷却效果,优化结晶器保护渣,采用控轧控冷轧制工艺等措施,确保了安钢700 MPa级汽车用钢表面质量及力学性能良好,完全满足批量生产要求。
3)经湖北十堰、河南三门峡、山东梁山等用户使用后,轻量化效果明显,采用此钢种的部件可减重15%~25%,经济效益明显,同时钢材加工性能、焊接使用性能良好,能够很好地满足用户使用要求。
[1]刘忠,闵洪刚.本钢连铸连轧600 MPa级冷成型用高强度钢板的开发[J].钢铁研究,2007(6):22-25.
[2]毛新平.薄板坯连铸连轧微合金化技术,北京:冶金工业出版社,2008:
RESEARCH AND DEVELOPMENE ON 700 MPa AUTOMOBILE STEEL IN 1780 mm HOT STRIP MILL
Mao Jinghua
(Anyang Iron and Steel Stock Co.,Ltd)
This paper introduces development,processing technique and product quality of 700 MPa automobile steel with high Titanium produced in Angang 1780 mm hot strip mill.Experiments show that this kind of steel has good strength and toughness and excellent formability,it can completely meet the requirements for automobile customers.
700 MPa steelautomobile steelhot continuous rolling
*联系人:毛尽华,厂长,高级工程师,河南.安阳(455004),安阳钢铁股份有限公司第二炼轧厂;
2012—1—12
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:18
山东冶金(2022年2期)2022-08-08 01:51:30
山东冶金(2019年6期)2020-01-06 07:45:56
山东冶金(2019年5期)2019-11-16 09:09:32
重型机械(2019年3期)2019-08-27 00:58:50
山东冶金(2019年2期)2019-05-11 09:12:18
经济师(2017年9期)2017-10-30 17:51:16
上海金属(2016年2期)2016-11-23 05:34:38
人力资源管理(2016年5期)2016-08-11 10:06:40
天津科技大学学报(2015年4期)2015-04-16 04:55:09
