锅炉燃烧控制方案的设计和应用
2012-12-01 10:08:08赵震
自动化仪表 2012年3期
赵 震
(上海宝信软件股份有限公司,上海 201900)
0 引言
随着社会经济的发展、工艺条件的约束和设备运行的需要,自动化技术的应用日趋广泛。自动化工程中广泛存在着比值控制,锅炉燃烧控制中常用的交叉限幅就是由比值控制发展而来的。通过分析以下控制策略,可以看出各种控制方案之间的发展脉络。
1 燃烧控制的主要策略
1.1 比值控制回路
一般的比例控制系统是将风量和煤量按照输入的空燃比投入锅炉燃烧。锅炉燃烧需要将空气(二次风)和煤粉按比例投入炉膛,比例控制系统如图1所示。

图1 比例控制系统Fig.1 Ratio control system
图1中,在实际应用时,还可在主控输入后面增加烟气含氧量的信号测点,串入与氧量相关的修正函数以改变空燃比设定。在许多工艺过程、化工反应过程中也经常出现这样的情况,需要按比例投入两种反应物料,如合成氨的N2和H2。比例控制系统可以保证两个PID回路的设定值SP成比例,在系统稳定后PV也相应成比例,但调节过程中也有可能出现PV不成比例。如果瞬时煤量大于风量,就可能造成燃烧不充分,从而浪费燃料,污染环境。
1.2 单交叉控制回路
在实际工程应用中,由于两个回路的特性不一致,一个快、一个慢,所以在调节的过渡过程中可能存在两种物料没有严格按比例投入的情况。当燃料超过风量时,就会引起燃烧不充分,这时就需引入交叉限幅的方法。单交叉控制系统如图2所示。
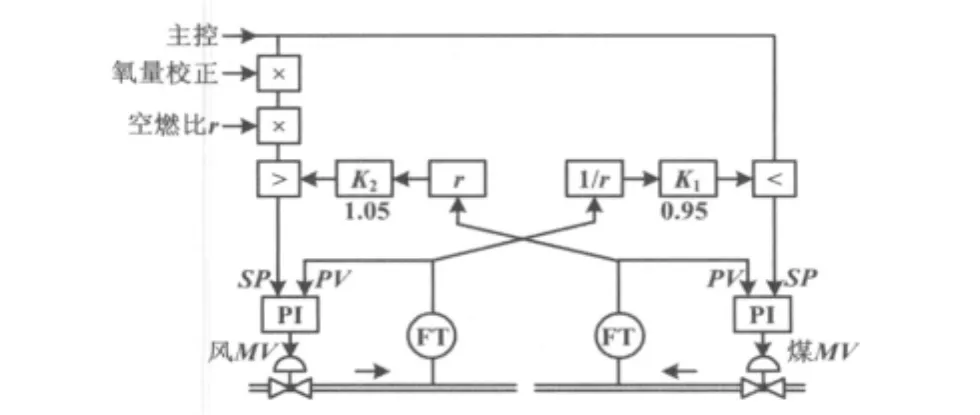
图2 单交叉控制系统Fig.2 Single-cross control system
图2中,r为输入的空燃比,主控是燃料量指令(百分比),经计算得到理论煤量;由实测风量除以空燃比r得到实际需要的煤量,理论煤量和实际需要煤量两者取小,得到煤量设定值SP,以保证燃料量始终小于风量。
同样地,由实测燃料量乘以r得到实际需要的风量,设定风量和实际需要风量两者取大,得到风量设定值SP,以保证风量始终大于燃料量。需要注意的是,这里总是燃料取小、风量取大,反之则限制风量。
在此类系统中,即使实际测量过程中存在波动,风量也始终大于燃料量。这类系统被称为单交叉限幅控制系统,即总是单方向限制一种物料量不超过另一种物料量,以确保充分反应、充分燃烧。例如燃烧过程中的煤粉、煤气等不超过空气的量。钢铁厂节能减排应用的燃用煤气锅炉特别强调充分燃烧,转换能源。因此,钢铁厂广泛使用这类控制系统。
为加强风煤互相限制的效果,在风量的基础上乘以一个大于1的系数K2,在燃料量上乘以一个小于1的系数K1,反之则防止过度限幅。在正常情况下,系统不起限幅作用,只有在风量或煤量超过5%的幅度的情况下才起作用。通过调整K1、K2,可以达到适合的限幅效果,如 K1=0.95、K2=1.05;也可以根据实际需要,设定 K1=0.98、K2=1.05。
需要注意的是,SV、PV都要除以最大工程值后得到百分比信号(无工程单位),实际上采用百分比信号后空燃比应为1。空燃比实际是由锅炉燃料设计确定的,例如燃料设计确定某热值下1 Nm3焦炉煤气燃烧需要4 Nm3空气,那么空燃比就等于4[Nm3空气/Nm3COG],两个Nm3代表的介质不同不能相约。在燃气锅炉里应特别注意这种情况。
1.3 双交叉控制回路
在某些情况下,如冶金工业中常用的加热炉[1],既要保证充分燃烧,又要防止风量大于燃料量过多引起加热温度下降,这就需要用到双交叉限幅[2]。加热炉控制要求不光是充分燃烧,还要符合一定的升温曲线。因此,主控设定值不是负荷而是温度。这也是电站锅炉和加热炉控制方案的不同之处[3-4]。
双交叉控制系统如图3所示。

图3 双交叉控制系统Fig.3 Double-cross control system
图3中,K1、K2的含义与上述单交叉方案相同,K3、K4分别代表与K1、K2反方向的限幅,这就构成了双交叉限幅的控制方案。K3、K4的选取值也分别与K1、K2相反,即 K1必须大于1,K2必须小于1,而 K3则必须小于1,K4则必须大于1。K1~K4与各自的高选、低选模块搭配,才可能产生双向限幅、交叉限幅的效果。
这种双交叉控制系统有若干引申形式,如叠加上述氧量的系统。同时也可以统一设一个常数K,使K1=1-K、K2=1+K、K3=1+K、K4=1-K。当 K=0.05时,就相当于双交叉控制方案。K值可以根据实际情况调整,以达到最优的效果[5]。一般而言,0 <K <0.1,K 太大意味着限幅的幅度过大。
1.4 偏差增益的交叉控制
上述交叉限幅都是通过乘以固定的K值来实现的,如果K设计成根据负荷(温度)或者负荷的变化率(温度变化率)相关的函数,则可以构成变幅度限幅的复杂系统。如变化率大时,K变大,限幅严格;变化率小时,K变小,限幅放宽。这种变幅度限幅系统能保证负荷(或温度)更加严格符合负荷(或温度)设定曲线,但也由于非线性限幅的环节,牺牲了系统的变动(调节)速度[6-7]。
此外,还有一种限幅程度和偏差相关的交叉系统,其示意图如图4所示。

图4 偏差增益单交叉控制系统Fig.4 Deviation gain single-cross control system
图4中,主控设定值乘以空燃比后分两路,得到风量SV(%)和煤量SV(%)。假设煤量SV>风量SV,相减得到偏差Δ,Δ>0,分别经过加减运算后的煤量PVΔ经过高选模块(>)去放大风量;风量PV+Δ经过低选模块(<)去减小(限制)煤量。这样的趋势正好使得原来“煤量SV>风量SV”变为“煤量SV<风量SV”,实现了交叉限幅的作用。这种方法实际上是单交叉限幅。
如果Δ<0,以上增减正负均相反。增加反方向的高低选模块,则可以构成反向限幅的作用。
偏差增益双交叉控制系统如图5所示。
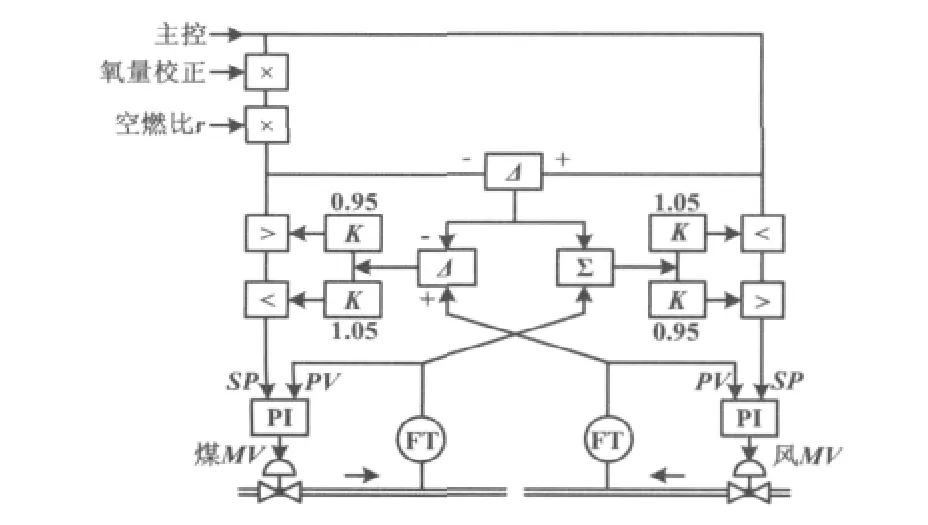
图5 偏差增益双交叉控制系统Fig.5 Deviation gain double-cross control system
2 氧量修正回路
在低负荷运行时,可适当放宽排烟含氧量要求。这样就可以设计一个与负荷相关的氧量设定曲线。氧量修正的方法有很多种,其中,氧量校正函数示意图如图6所示。

图6 氧量校正函数示意图Fig.6 Oxygen correction function
氧量校正函数把氧量仪输出值与上述氧量曲线设定值做偏差运算(PI调节器),得出输出值需要转换为1 附近的数值,如0.7 ~1.3,并乘以空燃比[8-9]。如前所述,空燃比是1附近的数值。这个乘法相当于间接改变空燃比。氧量修正算法正是通过改变空燃比,最终达到修正氧量的效果。
3 应用情况
在钢铁厂节能减排的实践中,回收的煤气用于发电,燃用煤气的锅炉得到了广泛应用。在风煤系统中依次应用比例、单交叉、双交叉等控制策略,由于限幅的非线性作用,负荷变动的速度会有所下降,但变量超调的程度受到约束。实践过程中,可以根据实际情况选用以上控制策略。
4 结束语
从简单的比值控制到单交叉限幅,再到双交叉限幅,继而加入偏差的交叉限幅,本文介绍的控制策略逐步复杂,功能也得到了进一步加强,能够适应多种场合的不同需要。通过在钢铁厂煤气锅炉的实践,充分证明了以上控制策略的可行性。
[1]李泽光,郝莉.DCS在高线加热炉燃烧控制系统中的应用[J].工业控制计算机,2006(2):42-45.
[2]胡祖宝.偏差比例双交叉限幅控制在生产中应用[J].控制工程,2004,11(5):392 -393,473.
[3]张玉铎,王满稼.热工自动控制系统[M].北京:水利电力出版社,1985:148-149.
[4]李遵基.热工自动控制系统[M].北京:中国电力出版社,1997:98-99.
[5]王锦标,方崇智.过程计算机控制[M].北京:清华大学出版社,1992:223-230.
[6]李来春,邓彩霞,杨明极.变偏置双交叉限幅燃烧控制系统设计及应用研究[J].热能动力工程,2003,18(104):183 -186.
[7]王常力,廖道文.集散型控制系统的设计及应用[M].北京:清华大学出版社,1993:32-34.
[8]何克忠,李伟.计算机控制系统[M].北京:清华大学出版社,1998:132-135.
[9]Curtis D J.Process control instrument technology[M].Indianapolis:John Wiley& Sons INC,1987:37-41.
猜你喜欢
矿山安全信息(2022年12期)2022-11-25 01:52:50
矿山安全信息(2022年7期)2022-11-24 12:57:30
矿山安全信息(2022年24期)2022-11-24 11:04:23
汽车实用技术(2022年7期)2022-04-20 11:45:06
矿山安全信息(2021年20期)2021-11-30 05:32:42
系统工程与电子技术(2021年8期)2021-07-27 08:39:18
物理化学学报(2015年7期)2015-12-30 12:13:18
河南科技(2015年3期)2015-02-27 14:20:52
河南科技(2014年10期)2014-02-27 14:09:16
电子测试(2013年19期)2013-09-13 12:29:54