
草酸钠对镀锌层三价铬蓝白钝化的影响
2012-11-30 09:54高志强卫英慧
电镀与涂饰 2012年3期
高志强,卫英慧
(太原理工大学,山西 太原 030024)
草酸钠对镀锌层三价铬蓝白钝化的影响
高志强*,卫英慧
(太原理工大学,山西 太原 030024)
研究了不同浓度的草酸钠对镀锌层三价铬蓝白钝化膜的外观,电化学阻抗,耐乙酸铅点滴与中性盐雾腐蚀性能,以及钝化液使用寿命的影响。研究发现,以CrCl3·6H2O为主要成膜物,当CrCl3·6H2O和草酸钠的质量浓度分别为110 g/L与89.0 g/L时,可获得外观均匀光亮的蓝白色钝化膜,钝化膜在 5%(质量分数)NaCl溶液中的低频阻抗值最大,耐乙酸铅点滴时间和耐中性盐雾腐蚀时间最长,钝化液的使用寿命也最长。
镀锌层;蓝白钝化;三价铬;草酸钠;耐蚀性
1 前言
电镀锌是应用最广泛的防护性镀层,通常要进行钝化处理,以提高其耐腐蚀性能。由于传统的六价铬钝化工艺含有对人体有害的元素,因此开发利于生态环境和人类健康的环保型表面处理工艺受到各国政府的高度重视[1]。目前,前景明朗的环保型三价铬蓝白钝化在电镀领域已经得到应用,但是该钝化膜的耐蚀性还有待提高,外观色彩有待改善,批量生产工艺方面还有待进一步简化[2]。
三价铬蓝白钝化过程首先是锌层溶解形成锌离子(锌层溶解造成表面溶液的pH上升),然后三价铬离子直接与锌离子、氢氧根离子等发生反应,形成不溶性化合物沉淀在锌表面,从而形成钝化膜。其技术关键为主要成膜物、氧化剂、配位剂等主要成分的筛选[3]。配位剂与三价铬离子必须要形成稳定的配合物。但是若配位能力太强,则成膜速度慢,甚至不能形成膜层;若配位能力太弱,则钝化液稳定性差,膜层无光泽,耐蚀性也较差[4]。
由于三价铬离子的配合物种类较多,且化学性质差异较大[5],因此本研究选择氯化铬(CrCl3·6H2O)为主要成膜物,以草酸钠(Na2C2O4)为配体,研究草酸钠用量对三价铬蓝白钝化工艺的影响[6]。
2 实验
2. 1 试剂与仪器
氯化铬、氟化铵、氯化钠、硝酸和盐酸,天津市大茂化学试剂厂;草酸钠,国药集团化学试剂有限公司;硝酸钠,天津市科盟化工工贸有限公司。以上试剂均为分析纯。
PHS-3C 精密pH计,上海雷磁仪器厂;YWX/Q-1.50型盐雾试验箱,金坛市西城金鹰环境试验设备有限公司;273A型电化学测量系统,Princeton公司。
镀锌层采用安美特化学有限公司的酸性光亮锌HT-MB添加剂。电镀完成后,镀锌层水洗烘干备用(厚度≥8 μm,保证表面清洁)。
2. 2 钝化液基础配方及钝化工艺条件
钝化液的基本配方如下:


其中,金属促进剂中的金属元素可以选择 Mn、Ti、Mo、Co、Ni、Ce和镧系稀土元素等;表面活性剂选择聚氧乙烯型非离子表面活性剂。实验中,草酸钠的加入量分别为18.4、36.8、55.3、73.7、92.0、110.6和129.0 g/L,其余条件按表1进行。
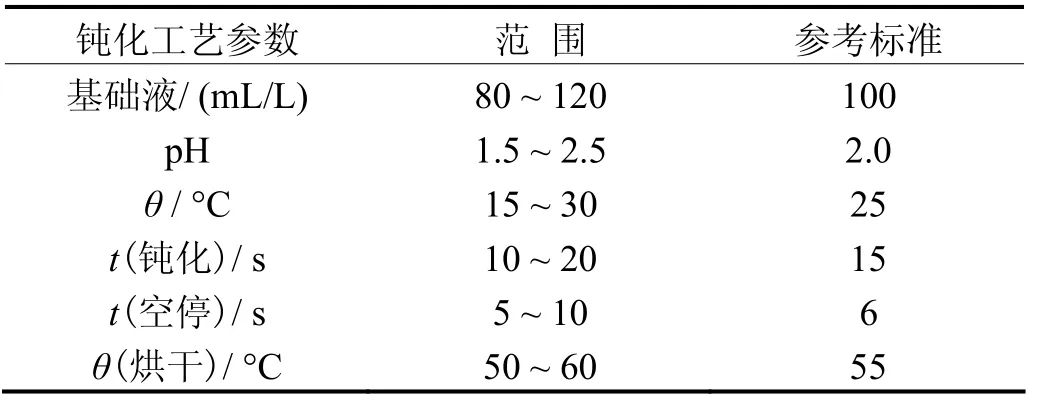
表1 钝化工艺条件Table 1 Passivation process conditions
配制钝化液时,应在强烈搅拌下加入所需的CrCl3和Na2C2O4,使其充分反应至没有气泡逸出。反应完全后,加入氟化铵、金属促进剂和表面活性剂,搅拌均匀,最后以硝酸钠调节溶液的波美度,然后用中性滤纸过滤得到基础液。实验发现,要保证钝化液的稳定性,基础液的波美度要保持在20 ~ 25 °Bé范围内。为此,实验时保持三氯化铬的含量为110 g/L。三价铬离子浓度可通过二苯碳酰二肼显色分光光度法进行测定。
钝化时,将基础液用蒸馏水稀释至体积分数为10%,并用硝酸或氢氧化钠溶液调整钝化液pH在1.5 ~2.5范围内,充分搅拌后,老化12 h即可使用。
2. 3 钝化工艺流程及其技术要求
除油─水洗─酸洗─水洗─活化─水洗─电镀─水洗(三级逆流漂洗)─出光[w(HNO3)= 0.5%,5 ~ 8 s]─水洗(三级逆流漂洗)─三价铬钝化(15 ~ 30 °C,10 ~20 s,pH 1.5 ~ 2.5)─水洗(三级逆流漂洗)─烘干─老化(50 ~ 60 °C,15 min)。
2. 4 性能测试
钝化膜的外观通过目测来判断,要求钝化膜均匀,颜色一致,色泽清亮,在此前提下进一步观察色彩的深浅。
钝化液使用寿命通过钝化液在最佳状态下可生产出产品的总表面积来评价。在钝化过程中,目测产品外观,当其外观不能达到要求时,测试结束。累积消耗10 L基础液可钝化产品的表面积,按照每升钝化液可以钝化产品的总表面积来衡量钝化液的使用寿命。累积的表面积越大,说明钝化液的使用寿命越长。其计算公式如下:
式中,A为每升钝化液可以处理产品的表面积,dm2;m为10 L钝化液处理产品的质量,g;m0为单片产品的质量,g;A0为单片产品的表面积,dm2。
以乙酸铅点滴试验、中性盐雾试验、电化学阻抗谱测量来评价钝化膜的耐蚀性:
(1) 乙酸铅点滴法快速检测。此实验需要在钝化膜形成至少 24 h 后进行,每片试样重复 3 次,记录镀锌层表面开始出现腐蚀的时间,取其平均值作为该样片最终的点滴腐蚀时间。
(2) 中性盐雾试验。参照GB/T 10125–1997《盐雾腐蚀试验方法》进行中性盐雾(NSS)试验,以样品表面开始出现腐蚀产物的时间来评价钝化膜的耐蚀性。
(3) 电化学阻抗谱测量。采用 Princeton公司的273A型电化学测量系统,试验溶液为5% (质量分数,下同)的NaCl溶液,参比电极为饱和甘汞电极(SCE),辅助电极为Pt电极。试验前将试样浸泡于质量浓度为5%的NaCl溶液中,50 ~ 55 min后再进行扫描,试验温度为(25 ± 1) °C,正弦波扰动电压幅值为10 mV,频率范围为105~ 10-2Hz。
3 结果与讨论
3. 1 草酸用量对钝化膜外观的影响
固定其他工艺条件,改变草酸钠的质量浓度,其对钝化膜外观的影响见表2。
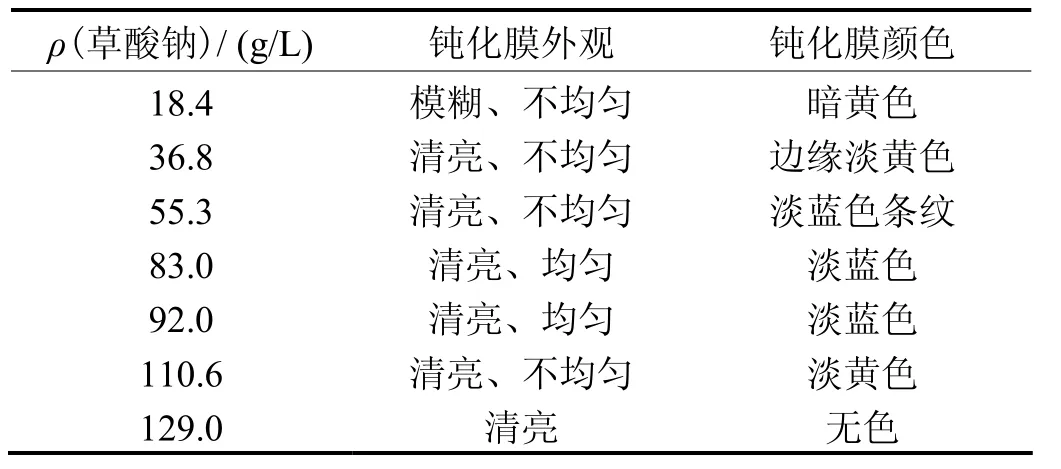
表2 草酸钠质量浓度对钝化膜外观的影响Table 2 Effect of mass concentration of sodium oxalate on appearance of passivation film
由表 2可以看出,草酸钠质量浓度可以影响钝化膜的色泽外观。当草酸钠质量浓度在 83.0 ~ 92.0 g/L时,钝化膜呈现均匀、清亮的淡蓝色。当草酸钠质量浓度≥110.6 g/L时,钝化膜色泽逐渐变淡,直至无色;当其质量浓度≤55.3 g/L时,钝化膜发黄、粗糙,色泽不均匀,且大多有条纹。
根据钝化膜的形成机理,膜层厚度逐渐增加时,钝化膜颜色呈现无色、淡黄色、淡蓝色、彩虹色、暗黄色等变化趋势。在钝化膜厚度逐渐增加的过程中,膜层生长由点到线再到面,因此钝化膜外观的变化由模糊到不均匀的线条,最后逐渐形成完整、均匀、清亮的膜层。从表 2所示的结果可以推断,随着草酸钠浓度的增加,膜层的形成速度逐渐降低,厚度逐渐变薄。
3. 2 草酸钠用量对钝化膜电化学阻抗的影响
选取质量浓度分别为83.0、86.0、89.0和92.0 g/L的草酸钠进行试验,得到4种钝化膜,并对这4种钝化膜做电化学阻抗Nyquist图,结果见图1。其中,曲线A、B、C、D分别代表草酸钠质量浓度为83.0、86.0、89.0和92.0 g/L时得到的钝化膜的电化学阻抗Nyquist图。拟合的等效电路图见图2。
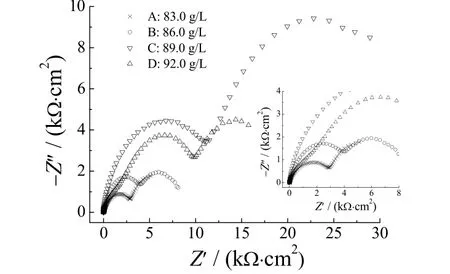
图1 4种钝化膜的Nyquist图Figure 1 Nyquist plots of four types of passivation films

图2 电化学阻抗等效电路图Figure 2 Equivalent circuit diagram of electrochemical impedance spectrum
通过 ZSimpWin软件拟合出钝化膜低频阻抗值见表3。可以看出,4种钝化膜的阻抗值从大到小依次为C > D > B > A。钝化膜的电化学阻抗值越大,说明腐蚀介质穿越钝化膜的阻力越大,即钝化膜越致密,耐腐蚀性越好。从表3可知,草酸钠质量浓度为89.0 g/L时得到的钝化膜的电化学阻抗值最大,为 25.684 × 103Ω·cm2,说明在该浓度下得到的钝化膜耐蚀性最好。当草酸钠浓度较大时,钝化液的黏度较大,溶液带出损耗大,钝化液的成分变化较快,不能保证批量生产中钝化膜的一致性;但浓度过低时,钝化液的成分和参数不稳定,钝化膜的耐蚀性也不良。

表3 4种钝化膜拟合后的低频阻抗值Table 3 Fitted values of low frequency impedance for four types of passivation films
3. 3 草酸钠用量对三价铬蓝白钝化膜耐蚀性的影响
通过乙酸铅点滴试验和中性盐雾试验来研究草酸钠浓度对钝化膜耐蚀性的影响。钝化膜出现黑点的时间越长,说明其耐蚀性越好。根据表 1的工艺条件,试验不同浓度草酸钠对钝化膜耐蚀性的影响,结果见表4。

表4 草酸钠质量浓度对钝化膜耐蚀性的影响Table 4 Effect of mass fraction of sodium oxalate on corrosion resistance of passivation film
由表 4可以看出,草酸钠质量浓度对三价铬钝化膜耐蚀性有相当大的影响,并且乙酸铅点滴试验和中性盐雾试验结果较为相近。当草酸钠质量浓度为 83.0 ~89.0 g/L时,钝化膜的乙酸铅点滴和中性盐雾试验出现黑点的时间随其增大而明显延长,说明在此范围内,形成的钝化膜的耐蚀性随草酸钠质量浓度的增大而明显改善。当草酸钠质量浓度为89.0 ~ 92.0 g/L时,钝化膜在乙酸铅点滴和中性盐雾试验中出现黑点的时间随其增大而缩短,说明在此范围内钝化膜的耐蚀性随草酸钠质量浓度的增大反而变差。当草酸钠的质量浓度为89.0 g/L时,钝化膜在乙酸铅点滴和中性盐雾试验中出现黑点的时间最长,说明此时钝化膜的耐蚀性最好。
在钝化时,参与钝化反应的是三价铬离子 Cr3+,而不是其配离子。Cr3+浓度直接影响成膜速度。在工艺范围内,随着草酸钠浓度的增高,离解出的三价铬离子浓度逐渐降低,成膜速度减慢,膜层比较致密,有利于膜层耐蚀性的提高;但是当草酸钠浓度过高时,所形成的钝化膜较薄,耐蚀性逐渐变差。当草酸钠浓度过低时,三价铬离子浓度过高,钝化反应速率过快,特别是在边或角等尖锐的地方,膜层生长更快,不能由点到面有规则地进行,膜层致密性和结合力较差,从而失去其应有的防腐蚀功能和装饰性外观。因此,当草酸钠质量浓度高于89.0 g/L时,钝化膜较薄,其耐蚀性大大降低;当低于该浓度时,膜层的致密性降低,也导致其耐蚀性变差。因此,较佳的草酸钠用量为89.0 g/L。
3. 4 草酸钠用量对三价铬蓝白钝化液寿命的影响
其他条件不变,在草酸钠质量浓度为73.7 ~ 92.0 g/L的范围内,选择7个点测试钝化液的使用寿命,结果见表5。由表5可以看出,随着草酸钠质量浓度的增大,钝化液可以钝化出的产品总表面积逐渐增大,但质量浓度大于86.0 g/L后,可钝化的表面积增加不大。

表5 草酸钠质量浓度对三价铬蓝白钝化液使用寿命的影响Table 5 Effect of mass concentration of sodium oxalate on service life of passivation solution
以三价铬离子和配合物所形成的稳定配离子为主要成膜物的钝化液,大大提高了溶液中三价铬离子的浓度。在钝化时,离解出的三价铬离子使钝化液中的三价铬离子不断得到补充。随着草酸钠浓度的提高,三价铬离子被缓慢释放出来,在钝化时,三价铬离子浓度可以长时间维持在工艺范围内,使钝化液的使用寿命随着草酸钠浓度的增大而不断延长。但当草酸钠质量浓度从89.0 g/L增加到92.0 g/L时,可形成的钝化膜的表面积仅增大0.07 dm2。另外,当草酸钠质量浓度高于92.0 g/L时,钝化液的黏度明显增大,钝化时残留在产品表面的钝化液较多,带出损耗较高,使随后的逆流漂洗难度增大,漂洗时间较长,同时给污水处理带来不利的影响。因此,草酸钠的质量浓度不宜高于92.0 g/L,较佳质量浓度应选择89.0 g/L。
4 结论
(1) 当草酸钠质量浓度为89.0 g/L时,钝化液所获得的钝化膜外观为淡蓝色,中性盐雾试验可超过48 h,电化学阻抗值最大,各项性能较佳。
(2) 在工艺范围之内,随着草酸钠浓度的提高,钝化液的使用寿命延长。但当浓度过高时,带出损耗较大,不利于成本控制。
[1] 卢进, 吴育忠, 马冲. 镀锌三价铬钝化膜的X射线光电子能谱研究[J].电镀与涂饰, 2009, 28 (4): 26-28.
[2] 王雷, 安成强, 王晓晓, 等. 镀锌层三价铬彩色钝化工艺研究[J]. 电镀与精饰, 2008, 30 (9): 35-38.
[3] 张景双, 沈水云, 杨国强, 等. 镀锌层三价铬彩色钝化工艺的研究[J].电镀与环保, 2007, 27 (2): 28-31.
[4] 张晓明, 徐金来, 胡耀红, 等. 三价铬钝化工艺及其维护[J]. 电镀与涂饰, 2008, 27 (11): 32-33, 40.
[5] 陈果. 镀锌层三价铬蓝白色钝化工艺的研究[J]. 电镀与精饰, 2009, 31 (10): 9-11.
[6] 刘立炳, 郝其勋, 许岩. 镀锌三价铬钝化在生产中的应用[J]. 电镀与精饰, 2008, 30 (11): 32-33, 40.
[ 编辑:韦凤仙 ]
Influence of sodium oxalate on trivalent chromium bright blue passivation of zinc-plated coating //
GAO Zhi-qiang*, WEI Ying-hui
The influence of sodium oxalate with different concentrations on the appearance, electrochemical impedance, lead acetate dropping corrosion resistance, and neutral salt spray corrosion resistance of trivalent chromium bright blue passivation film on zinc-plated coating as well as the service life of passivation solution was studied. The passivation film obtained from a bath containing 110 g/L CrCl3·6H2O as main film-forming material and 89.0 g/L sodium oxalate is uniform, bright, and blue, has the highest low frequency impedance in 5wt% NaCl solution, and lasts the longest time in lead acetate dropping corrosion test and neutral salt spray test. The said passivation bath has the longest service life.
zinc-plated coating; bright blue passivation; trivalent chromium; sodium oxalate; corrosion resistance
Taiyuan University of Technology, Taiyuan 030024, China
TG178; TQ153.15
A
1004 – 227X (2012) 03 – 0023 – 04
2011–08–25
2011–10–07
高志强(1977–),男,山西左权县人,硕士,工程师,主要从事金属表面处理研究。
作者联系方式:(E-mail) gq770130@126.com。
猜你喜欢
山东冶金(2022年3期)2022-07-19
汽车实用技术(2022年9期)2022-05-20
汽车工艺与材料(2022年5期)2022-05-19
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
焊接(2016年9期)2016-02-27
物理化学学报(2015年7期)2015-12-30
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
现代冶金(2015年4期)2015-02-06
电镀与环保(2013年2期)2013-03-24
