
六西格玛管理在提高铝合金镀银质量中的应用
2012-11-30 09:54沈晓路亚娟王永陈晓丽
电镀与涂饰 2012年3期
沈晓,路亚娟,王永,陈晓丽
(河南平高电气股份有限公司,河南 平顶山 467000)
六西格玛管理在提高铝合金镀银质量中的应用
沈晓*,路亚娟,王永,陈晓丽
(河南平高电气股份有限公司,河南 平顶山 467000)
应用六西格玛管理工具对高压开关铝及铝合金导体镀银的工艺过程进行研究,通过柏拉图、趋势图和二项过程能力分析对一次终检合格率进行分析,用因果图、因子矩阵分析、假设检验、失效模式分析对影响外观和结合力的因子进行区分,并对确定的关键因子采取改进措施,制定管理计划,修订工艺文件并标准化。经过10个月的持续改进,铝及铝合金镀银一次终检合格率稳定在95%以上,大大节约了制造成本。
铝合金;镀银;外观;结合力;六西格玛;过程能力分析;失效模式分析;一次终检合格率
1 前言
在输变电及高压开关制造行业,铝合金作为导体材料得到了大量的应用,为了使开关设备回路电阻减小,减少因接触电阻增大而引起的设备发热等缺陷,需要在导体的连接部位进行镀银处理[1]。
铝合金由于化学性质活泼,其表面在自然条件下很容易生成一层致密的氧化膜,因此铝合金镀银工序复杂,控制要点多。而不同材料的铝合金由于合金组织中其他元素分布差异很大,造成铝合金镀银合格率不高,返工量大。在银价日益飞涨的今天,提高铝合金镀银的一次终检合格率,降低银料的消耗,是降低高压开关行业电镀制造成本的首要选择。
2 铝及铝合金镀银质量现状分析、缺陷定义及目标确定
2. 1 铝及铝合金镀银质量的现状
电镀厂共有3条铝件镀银线,铝合金镀银的一次终检合格率(按照工件镀银后下挂的合格率统计)一直在80% ~ 95%之间波动。高压开关行业所用铝合金的牌号纷杂,不同材质的铝合金镀银的一次终检合格率差异很大。另外,铝合金镀银一次终检合格率与工件的结构也有很大的关系,个别种类工件的一次终检合格率甚至低至 30%。合格率低不但影响了工件成套,造成生产进度拖期,而且因多次返工,造成镀银成本升高,增大了经营压力。
2. 2 缺陷定义
通过对铝及铝合金镀银的不合格率数据统计分析,发现在铝及铝合金镀银一次终检合格率的镀银层附着力、镀银层厚度和镀银层外观3个质量指标中,镀银层附着力和镀银层外观为关键质量指标,其不合格率占总的一次终检不合格率的 99%以上,因此确定镀银层附着力和镀银层外观为本次提高铝及铝合金镀银质量的关键指标。
对关键指标的缺陷进行定义:镀银层的起泡、起皮脱落为镀银层附着力不合格;镀银层的腐蚀、砂眼、露底、粗糙、色泽不均匀、花斑、流痕统称为镀银层外观不合格。
2. 3 确定项目范围和完成目标
根据工件在公司内流转路线,按照SIPOC(即供应商─输入─镀银过程─输出─顾客)确定了改进项目的研究范围。依据某些铝件镀银的合格率为100%确定本次研究改善率要大于70%以上,即本次提高铝及铝合金镀银质量的目标为:铝镀银一次终检合格率大于95%。
3 铝及铝合金镀银合格率的测量系统分析
首先对铝及铝合金一次终检合格率的测量过程和测量系统进行描述,确定了镀银工件不合格数据的收集流程,然后对检验测量系统进行描述和分析评价。通过数据计算,测量系统的有效性大于 90%,错误拒绝概率和错误接收概率都小于 5%,证明测量系统良好,可以进行铝及铝合金镀银不合格率的检验测量。
用MINITAB软件根据2009年12月至2010年5月铝合金镀银一次终检合格率的趋势变化(见图 1)对其过程能力进行分析(见图2),发现期间铝件镀银一次终检合格率仅为 83.12%,铝件镀银的西格玛水平为2.4589。
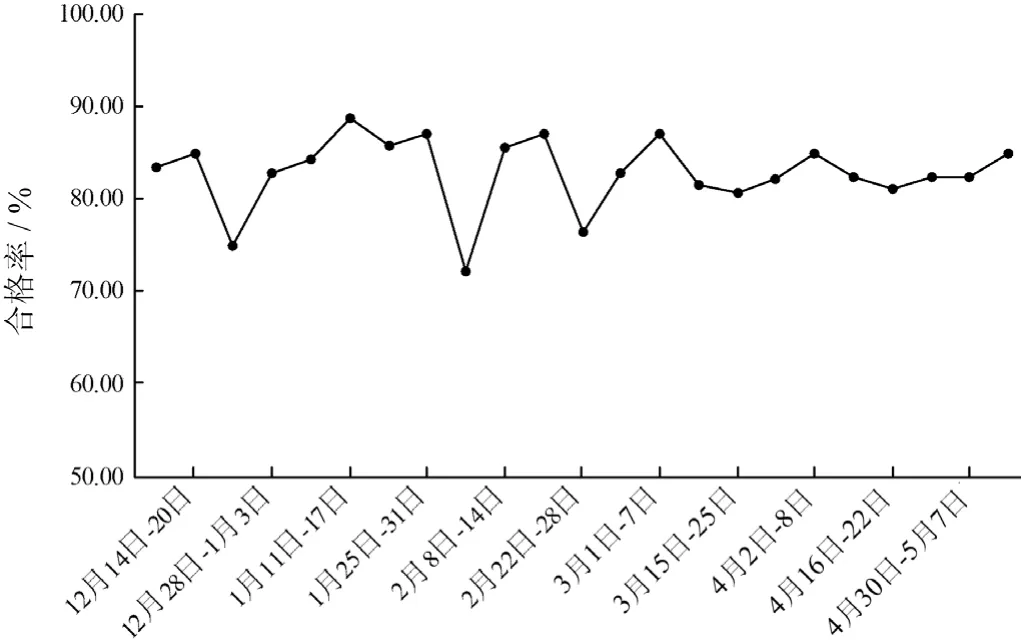
图1 2009年12月至2010年5月铝件镀银一次终检合格率的趋势图Figure 1 Trend plot of final inspection pass rate for silver plating on aluminum workpiece from December, 2009 to May, 2010
4 初步查找影响铝及铝合金镀银一次终检合格率的关键因子及部分改进
4. 1 初步查找影响铝及铝合金镀银一次终检合格率的因子
画出铝及铝合金镀银的详细微观流程图,按照工序和外观缺陷类别分别制作出铝镀银附着力不合格和铝镀银外观不合格的因果图(分别见图3和图4),对因果图上列出的因子进行 Camp;E(原因及效果)矩阵的分析,即对各因子的重要度和相关度打分,然后相乘,按照得分高低进行排序,从而初步筛选出 62个影响铝及铝合金镀银一次终检合格率的重要因子。
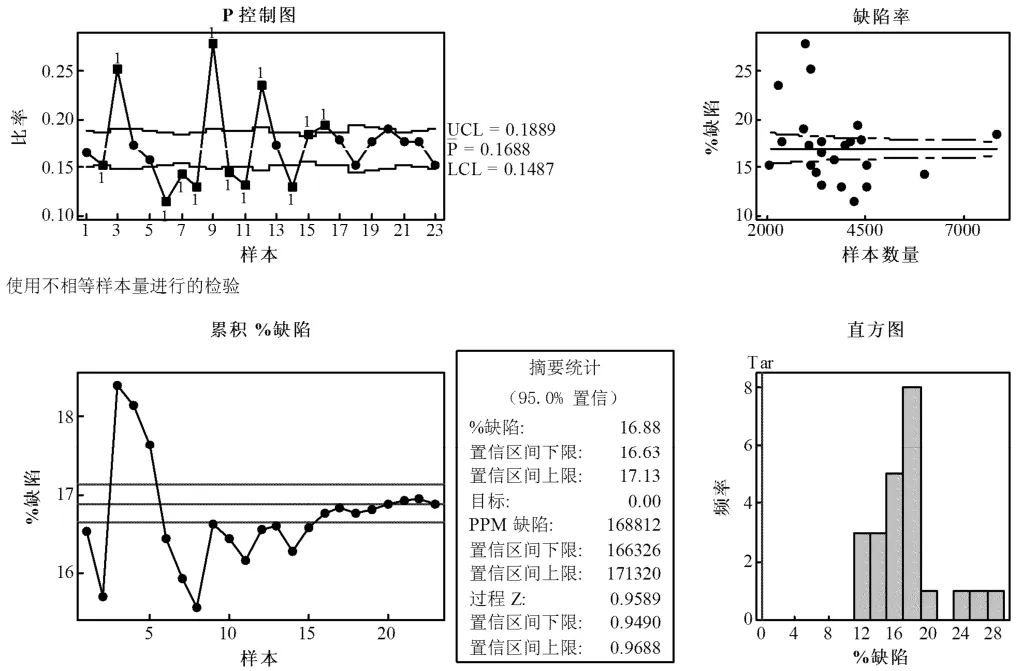
图2 2009年12月至2010年5月铝件镀银一次终检合格率的过程能力分析Figure 2 Process capacity analysis on final inspection pass rate of silver plating on aluminum workpiece from December, 2009 to May, 2010
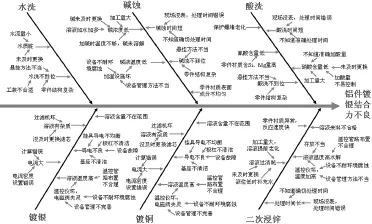
图3 铝件镀银结合力不良因果图分析Figure 3 Cause-and-effect diagram for poor adhesion of silver coating on aluminum workpiece
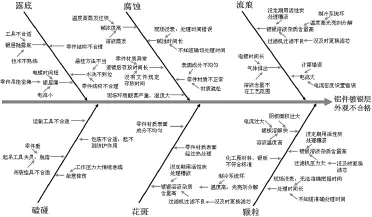
图4 铝件镀银层外观不合格因果图分析Figure 4 Cause-and-effect diagram for poor appearance of silver coating on aluminum workpiece
4. 2 重要因子的失效模式分析
对初步筛选出的62个重要因子用FMEA(失效模式与效果分析)进行打分评价,共筛选出28个影响铝及铝合金镀银一次终检合格率的关键因子,其中21个因子可以采取措施进行先期改进,另外 7个关键因子需要进一步的分析,以采取有效措施改进。
4. 3 先期改善措施
对 21个可以先期改善的因子制定改善措施(经同类合并后有9项),见表1。
4. 4 先期改善后的效果
部分改善措施实施后,铝及铝合金镀银的一次终检合格率有了很大提高,收集了2010年5月14日至7月29日共计11周的数据进行二项过程能力分析,一次终检合格率为94.19%,较改善前提高了11.07个百分点,见图5;西格玛水平为3.0707,较之前提高了0.6118,见图6。
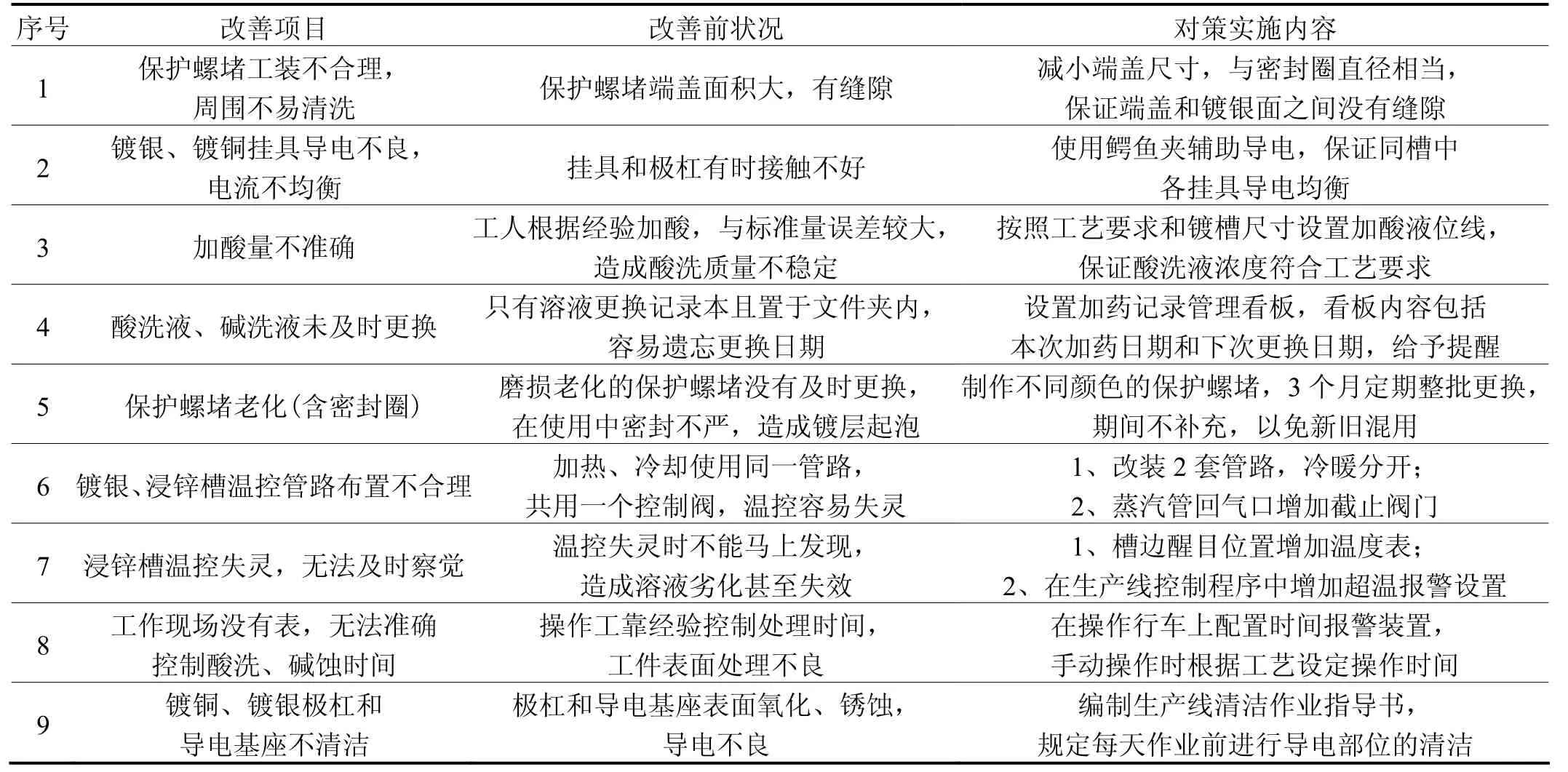
表1 先期改善措施Table 1 Measures for improvement at initial stage
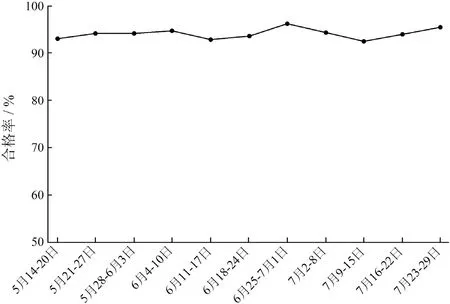
图5 先期改善后铝件镀银一次终检合格率趋势图Figure 5 Trend plot of final inspection pass rate for silver plating on aluminum workpiece after early-stage improvement
5 其余关键因子的分析与改进
经过先期部分改善,铝及铝合金镀银的一次终检合格率有了较大的改善,已经达到 94%以上,但是还有7个关键因子需要进一步分析以确定改进办法。这7个关键因子分别是:(1)工件结构复杂导致清洗不干净;(2)工件加工量大,酸洗液提前老化;(3)工件加工量大,碱洗液提前老化;(4)碱洗液的温度控制;(5)6063铝合金棒材的材质异常;(6)工件结构设计不合理;(7)铸造铝合金工件材质疏松。
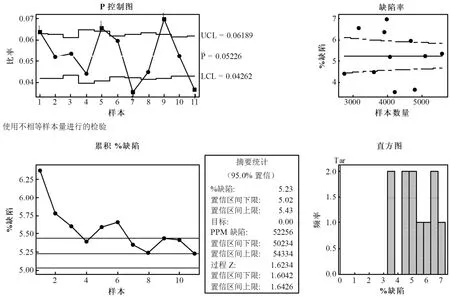
图6 先期改善后铝件镀银一次终检合格率过程能力分析Figure 6 Process capacity analysis of final inspection pass rate for silver plating on aluminum workpiece after early-stage improvement
5. 1 7个关键因子的项目数据分析
通过不合格数据的柏拉图分析,合格率变化和溶液更换日期关联分析,假设检验分析等方法分析验证,证明 7个关键因子确实对铝及铝合金镀银一次终检合格率有重大影响。
5. 2 7个关键因子的改进措施
对 7个关键因子(同类因子进行合并)制定改进措施,改进前后对比见表2。
5. 3 改善效果
先期改善后,对7个关键因子持续改进。2010年 7月30日至10月7日二次改善后,铝及铝合金镀银一次终检合格率提高到 96.3%,比先期改善后提高了2.11个百分点,比先期改善前提高了 13.18个百分点(见图7)。铝及铝合金镀银一次终检合格率的西格玛水平为3.2872,较先期改善前提高了0.8283(见图8)。
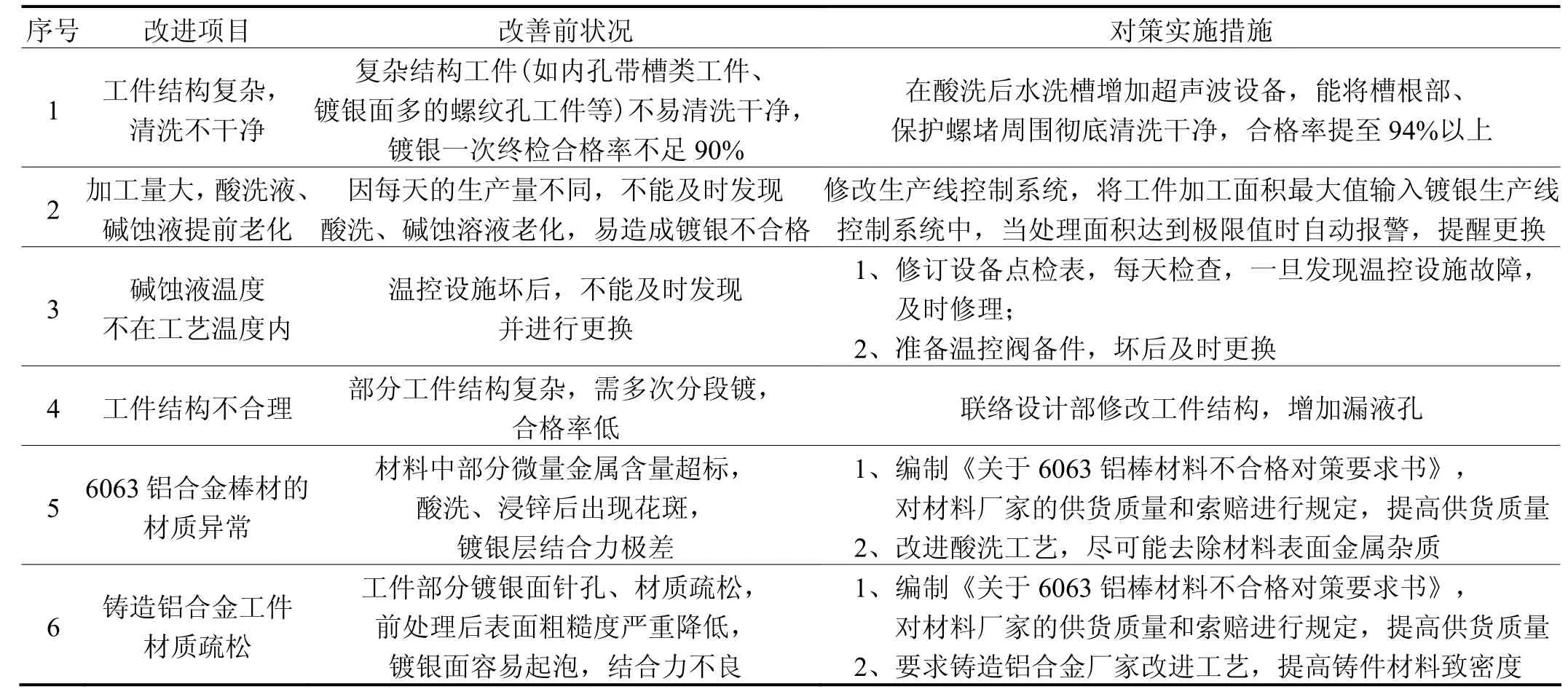
表2 7个关键因子的改进措施Table 2 Improvement measures for seven key factors
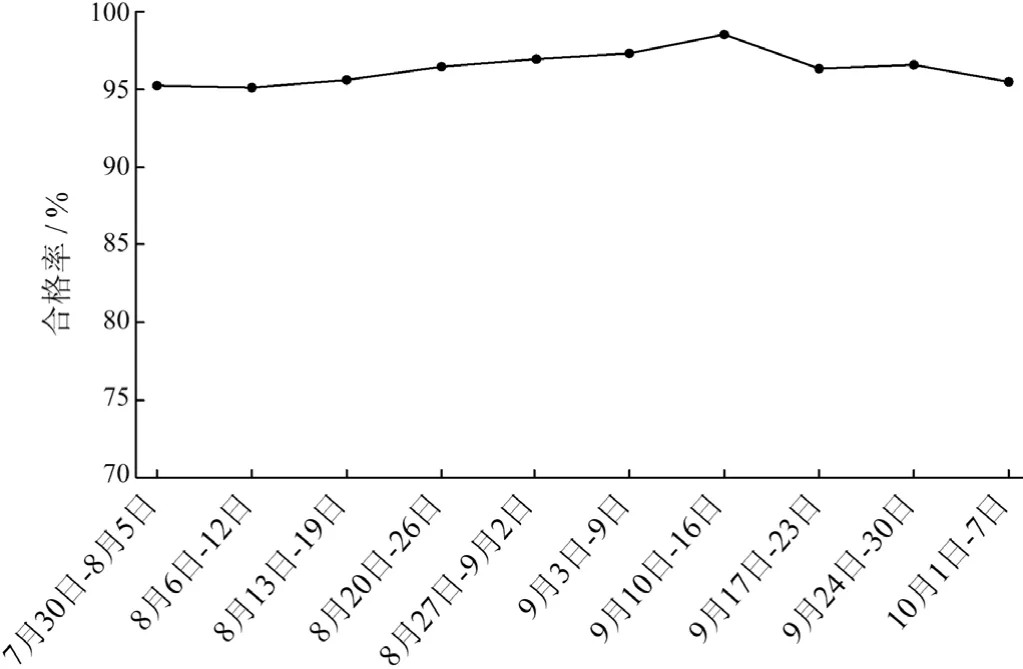
图7 二次改善后铝件镀银一次终检合格率趋势图Figure 7 Trend plot of final inspection pass rate for silver plating on aluminum workpiece after second-stage improvement
6 制定关键因子的控制计划
为了保持关键因子的改善成果,制定控制措施和控制计划,将项目的因子改善措施进行固化,转化为公司内13个工艺文件。经过4个月的持续改进和保持,铝及铝合金镀银的一次终检合格率连续 5个月稳定在96%以上,改善措施固化后的铝及铝合金镀银一次终检合格率趋势见图9,过程能力分析见图10。
7 结论
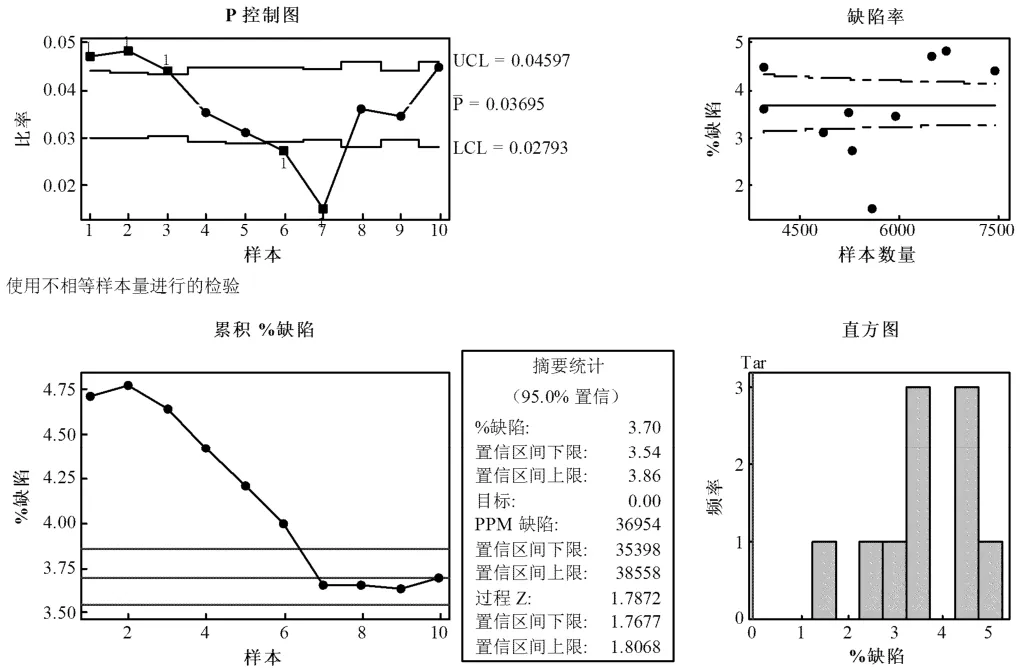
图8 二次改善后铝件镀银一次终检合格率的过程能力分析Figure 8 Process capacity analysis on final inspection pass rate for silver plating on aluminum workpiece after second-stage improvement
应用六西格玛管理方法对铝及铝合金镀银的一次终检合格率低而进行项目定义、测量系统分析、关键因子分析、持续改进并加以管理控制,系统、全面地解决了高压开关用铝合金镀银质量不稳定的问题,铝及铝合金镀银的一次终检合格率稳定在 95%以上,达到了96.94%,西格玛水平提高到3.3725。每年可为公司创造效益132万元,在行业内处于领先地位。
[1] 沈晓. 铝合金电镀厚银工艺的研究[J]. 电镀与环保, 2004, 24 (6): 17-19.
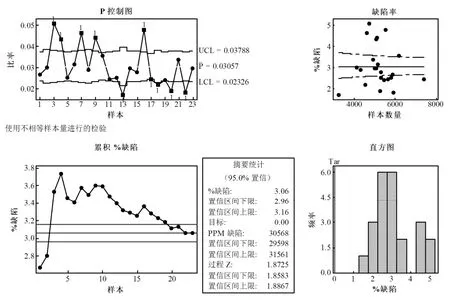
图10 改善措施固化后铝件镀银一次终检合格率过程能力分析Figure 10 Process capacity analysis on final inspection pass rate of silver plating on aluminum workpiece when all improvement measures were settled
[ 编辑:温靖邦 ]
Improvement of silver plating quality on aluminum alloy by six sigma management //
SHEN Xiao*, LU Ya-juan, WANG Yong, CHEN Xiao-li
The process of silver plating on aluminum and aluminum alloy conductors used for high-voltage switchgears was studied by application of six sigma management kit. The final inspection pass rate was analyzed by Pareto chart, trend plot, and binomial process capability analysis. The factors affecting the appearance and adhesion were discriminated by cause-and-effect diagram, factor analysis matrix, hypothesis testing, and failure mode analysis. The measures for improvement of key factors were determined. The management plan was developed and the process documents were revised and standardized. The final inspection pass rate is maintained at least 95% and the manufacturing cost greatly reduced after a 10-month continuous improvement.
aluminum alloy; silver plating; appearance; adhesion; six sigma; process capability analysis; failure mode analysis; final inspection pass rate
Henan Pinggao Electric Co., Ltd., Pingdingshan 467001, China
TQ153.16
A
1004 – 227X (2012) 03 – 0018 – 05
2011–09–05
2011–11–19
沈晓(1972–),男,河南叶县人,硕士,高级工程师,公司工艺部副部长,负责表面处理、电镀与涂装的研究与应用。
作者联系方式:(E-mail) alan-shen@163.com。
猜你喜欢
北京航空航天大学学报(2022年8期)2022-08-31
阅读(快乐英语高年级)(2022年6期)2022-06-17
家庭影院技术(2021年10期)2021-11-20
现代畜牧科技(2021年9期)2021-10-13
装备制造技术(2018年11期)2018-02-18
紫禁城(2017年6期)2017-08-07
电镀与环保(2016年4期)2017-01-20
电镀与环保(2016年3期)2017-01-20
中国卫生质量管理(2015年2期)2015-12-01
中国塑料(2015年11期)2015-10-14
