激光熔覆WC-Ni基金属陶瓷涂层的几何形貌特征
2012-11-18 13:29:44徐艳龙
中国重型装备 2012年1期
徐艳龙 洪 蕾
(上海海事大学物流工程学院,上海 201306)
激光熔覆技术是一种新型的材料加工与表面改性技术,在为零件提供耐磨层和耐腐蚀层,修正和矫正昂贵易磨损部分,处理易变形部件及三维金属零件直接制造等方面得到广泛的应用。它是以不同的添料方式在被涂覆基体表面上放置选择的涂层材料,经高能量密度(104~106W/cm2)的激光束辐照后使之和基体表面一薄层同时融化,并快速凝固后形成稀释度极低,与基体材料成冶金结合的表面涂层[1]。WC 因为具有高硬度、高熔点的特性,是比较常见的碳化物陶瓷涂层添加相,能提高激光熔覆层的硬度和耐磨性能,由于WC 与Ni 相互润湿,结合强度较好,Ni 基WC 涂层硬度较高,因而能在耐磨要求较苛刻的场合得到满意的效果,成为目前激光熔覆的研究热点之一[2、3]。
本文利用激光熔覆的方法制备Ni 基WC 复合涂层,将WC-Ni 基金属陶瓷粉末熔覆到45 钢和铸铁基体上,观察并分析了造成激光熔覆层缺陷的原因,同时将多元线性回归分析方法应用于激光熔覆层高度的预测,为实际应用提供了参考。
1 实验步骤及研究方法
本实验采用SLC-20×30 D 型3 kW 连续矩形波CO2激光器和送粉系统进行激光熔覆实验,图1 所示为激光熔覆技术的示意图。激光工艺参数:激光功率800 W~3 000 W,扫描速率1 mm/s~3 mm/s,光斑尺寸6 mm×1.5 mm,离焦量25 mm。

图1 激光熔覆示意图Figure 1 Schematic sketch of laser fuse cladding process
实验采用单向送粉双向扫描激光熔覆工艺,熔覆材料选用Ni 和WC 混合粉末,粒度为250目,其粉末成分如表1 所示,其中WC 粉末含量为40%。基体材料选用45 钢和铸铁,实验前先用砂纸打磨除锈,然后再用丙酮清洗除油。
2 实验结果与讨论
2.1 熔覆层的几何形貌与缺陷分析

表1 WC-Ni 粉末成分(质量分数,%)Table 1 WC-Ni powder composition(mass fraction,%)
图2 是在45 钢基体上激光熔覆WC-Ni 的复合涂层的几何形貌图,由图可以看出,激光熔覆层表面比较光滑,有少许鱼鳞状的凸起是由于激光熔覆过程中送粉不稳定以及气流的吹拂扰动造成的。在熔覆层末端有比较明显的凸起是因为在单道熔覆结束时,激光加工头停止移动,而送粉没有及时断开的原因造成粉末堆积。熔覆层表面几何形貌特征良好。
采用与45 钢基体相同的激光工艺参数将WC-Ni 的复合粉末熔覆到铸铁基体上,其表面几何形貌如图3 所示。从熔覆层表面可以看到很多凹坑,这是由于铸铁组织相对疏松,当高能量密度的激光束扫过基体表面时,基体表面形成塌陷。组织中的气体随之排出,穿过熔覆层形成气孔。

图2 不同激光工艺参数下45 钢基体上的激光熔覆层Figure 2 Laser fuse claddings on 45 steel matrix at various laser process parameters

图3 不同激光工艺参数下铸铁基体上的激光熔覆层Figure 3 Laser fuse claddings on iron casting matrix at various laser process parameters
2.2 熔覆层对比分析
由以上两图对比分析可以看出,熔覆层高度随激光功率的增大而增大,熔覆层宽度也随激光功率的增大而增大,但不如高度变化明显。即使以相同的激光工艺参数进行激光熔覆,在不同的基体材料上得到的熔覆层组织形貌是不同的。由图2 知,在激光功率变化很大的范围内,45 钢基体表面的熔覆层几何形貌特征良好;而从图3 中可以看出铸铁的熔覆层几何形貌缺陷明显。出现此类情况的原因是由于45 钢和铸铁的组织构造不同,45 钢表面组织致密、表面平滑,而铸铁表面组织相对疏松、组织内部有杂质和空洞等缺陷。当高能量密度的激光束扫过基体表面时,表面组织急速融化再凝固,与熔覆材料形成冶金结合。相对疏松的组织易造成表面塌陷,组织中的气体穿过熔覆层,形成气孔。
3 应用多元线性回归模型分析熔覆层高度
3.1 多元线性回归模型建立
设有一个响应变量y 和m 个解释变量x1,x2,…,xp的n 组观测数据,则它们之间的线性回归模型为:

式中,b0,b1,b2,…bp为常数,称为回归系数;ε 为随机干扰或误差。文中的解释变量x1,x2,x3,x4分别表示激光功率P,激光束扫描速度V,送粉气压p 和转盘转速v。送粉率β 与送粉气压p 和转盘转速v 存在一定关系。如表2 和表3 分别给出了送粉率β 与送粉气压p 和送粉率β 与转盘转速v 之间的对比关系。

表2 送粉率β 与送粉气压p 之间的关系Table 2 Relationship between powder flow rate β and powder flow air pressure p

表3 送粉率β 与转盘转速v 之间的关系Table 3 Relationship between powder flow rate β and rotating speed v of rotary table
响应变量y 代表激光熔覆层高度H,应用SPSS 统计分析软件对45 钢和铸铁基体上的熔覆层高度H 分别进行多元线性回归分析。参与统计分析的数据如表4 和表5 所示,N 为工件序号,P 为激光功率,V 为扫描速度,p 为送粉气压,v 为转盘转速。经过回归分析,可分别得出计算45 钢和铸铁基体上熔覆层高度H 的表达式:

式中,H1和H2分别表示45 钢和铸铁基体上的熔覆层高度预测值[4、5]。
3.2 模型验证及误差分析
由式(2)和式(3)可分别计算出45 钢和铸铁基体上熔覆层的高度H1和H2,相对误差θ 可用下式表示:

式中,M 为预测值,Mexp为实验检测值。预测值和实验检测值的比较见表3 和表4,N 为工件序号,P 为激光功率,V 为扫描速度,p 为送粉气压,v 为转盘转速,H1和H2分别表示45 钢和铸铁基体上熔覆层高度的预测值,h1和h2分别表示45 钢和铸铁的熔高实验检测值,θ1和θ2分别表示45 钢和铸铁的熔高相对误差。
由表4 可以看出,45 钢基体上熔高最大相对误差为7.0%,最小相对误差为1.1%,平均相对误差为3.95%;由表5 可以看出,铸铁基体上熔高的最大相对误差为9.4%,最小相对误差为0.3%,平均相对误差为4.0%。

表4 45 钢多元线性回归预测值与实测值比较Table 4 Comparison between predicted value by multielement linear regression and measured value by test of 45 steel
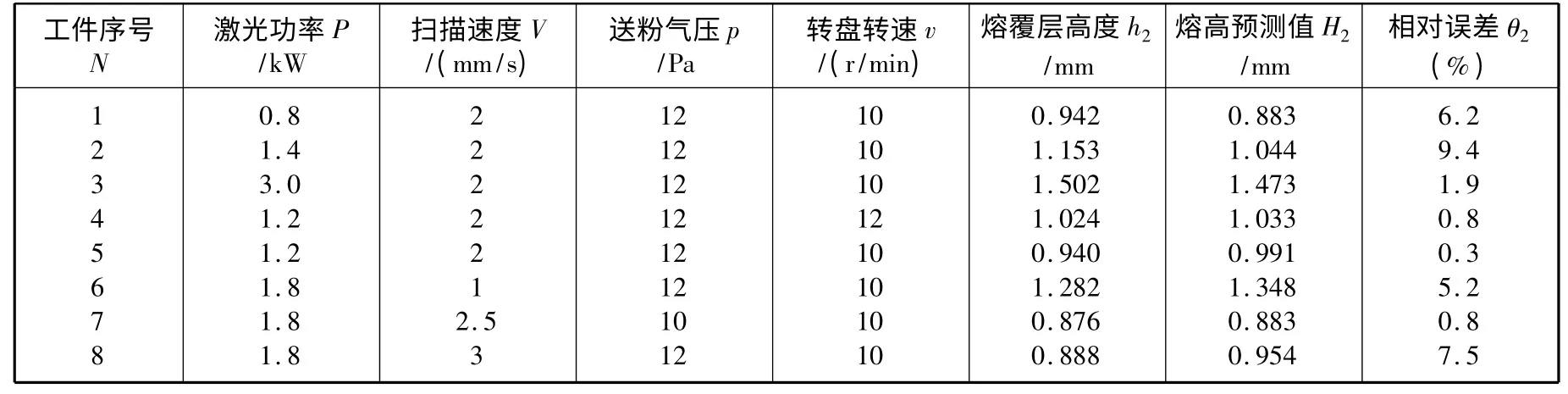
表5 铸铁多元线性回归预测值与实测值比较Table 5 Comparison between predicted value by multielement linear regression and measured value by test of iron casting
4 结论
通过上述实验和分析可以得出以下结论:
(1)激光熔覆过程中,基体的选择对于熔覆层的几何形貌特征影响很大。在组织致密、表面平滑的基体上进行激光熔覆可以得到比较好的熔覆层;反之,在组织疏松的基体上进行激光熔覆易造成气孔和裂纹等缺陷。
(2)将多元线性回归分析应用于激光熔覆层高度的预测,只要将设定的激光工艺参数代入熔覆层高度表达式即可算出熔覆层的高度,其误差均在允许的范围内。
[1]洪蕾,吴刚.激光制造技术基础[M].第1 版.北京:人民交通出版社,2007:259-300.
[2]斯松华,袁晓敏,等.激光功率对激光熔覆WCp/Ni 基金属陶瓷涂层的组织与磨损性能的影响[J].中国腐蚀与防护学报.2004,24(3),183-187.
[3]Si S H,He Y Z,Yuan X M,eta1.Research on microstructures and properties of laser clad Ni-based metal-ceramics layers[J],Chinese J.Lasers,2002,A29(8):759.
[4]赵洪运,杨贤群,等.激光熔覆层形貌预测对比分析[J].焊接学报.2009,30(1),51-54.
[5]董佳奇.CO2激光焊接光致等离子体信号的实验研究[D].湖北:华中科技大学.
猜你喜欢
建筑与预算(2023年12期)2024-01-18 06:46:04
金属热处理(2023年10期)2023-10-23 01:24:04
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
石材(2020年11期)2021-01-08 09:21:48
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
桂林电子科技大学学报(2019年3期)2019-09-11 05:58:14
电镀与环保(2018年4期)2018-08-20 03:08:02
传媒评论(2017年10期)2017-03-01 07:43:25
光学精密工程(2016年1期)2016-11-07 09:01:08