PLC在沼气发电工程中的运用
2012-11-16 03:10:54陈剑峰
中国新技术新产品 2012年8期
陈剑峰
(浙江拓峰科技有限公司,浙江 杭州 310018)
1.PLC在沼气发电中的应用
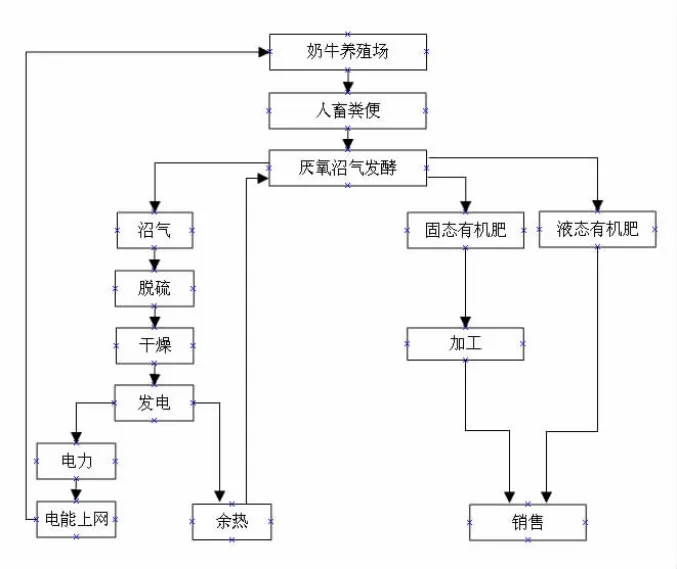
1.1 工艺流程的介绍
根据工程工艺流程总体要求,上海某牛奶场牛粪发酵沼气发电项目系统包括匀浆池搅拌、厌氧罐发酵、脱硫除湿、沼气储存、沼气发电、沼渣分离等部分。
简述如下:
匀浆调节池的回水和车辆运来的牛粪在匀浆池内进行混合,搅拌后通过切割机和进料泵进入匀浆池。经搅拌沉淀后,上层料液经溢流管和中层的料液经管道进入匀浆调节池进行升温处理,底层的料液则通过除沙器的底部管道释放出去。上层的清液溢流到匀浆池进行再利用。在匀浆调节池的料液基本达到厌氧发酵的条件后,由进料泵向2个厌氧发酵罐输送料液,每天按一定的次数送料。厌氧罐的进料时进行溢流,发酵过的陈料溢流至固液分离机。经分离机分离后液体流入到后发酵罐,沼渣则进行固态有机肥加工销售。收集的沼液可直接进入大田,有机肥可进入销售渠道。厌氧罐的沼气经过脱硫和水汽分离后进入储气罐储存。气满后经过加压进入沼气发电机,进行并网发电。(详见工艺流程图)
2 需要实现的控制功能
2.1 进料系统
包括对匀浆池液位的控制,在液位达到预定液位是启动进料泵进行抽料的处理,超过报警液位后报警并启动两台进料泵进行抽料,保证匀浆池的液位不能超过警戒水位。
2.2 厌氧罐的发酵系统
通过锅炉房和发电机的回水对厌氧罐内料液进行加热,通过调节热水管道上的电动执行器的开度控制热水的流量,从而恒定厌氧罐保持最佳的发酵温度。提高系统的产气量。
2.3 泥水分离单元系统
根据泥水匀浆池内陈料的多少来确定启动的泥水分离机的台数,以50%为一梯次,增加50%启动1台,直至2台泵全部启动;液位由最高水位每下降一个梯次减少一台直至全部关闭。
2.4 锅炉房及净化室的沼气浓度报警系统
根据房间内的浓度进行浓度测量,保证锅炉房内的浓度在一定范围内。如果浓度过高将开启增压风机对房间内的沼气进行抽排,按照浓度不同,开的增压风机数量也不同。
3.控制系统
3.1 控制系统的组成
S7-200系列PLC具有性价比高,可靠性好,及更多的功能块组合的特点;SIMATIC WinCC具有界面友好,操作简便,与S7-200的兼容稳定的特点。故本控制系统的构成基于西门子 S7-200系列 PLC,以 SIMATIC WinCC为人机界面,并结合现场操作箱进行紧急情况的操作。其系统结构为集散系统结构,以集中管理,分散控制为原则,为每一个具体的工艺段提供一个可靠的解决方案。其优点是分工明确,当主操作界面失效后,重要的工艺段可独立工作,同时远程及就地控制联合协作,从而保证了整个系统的能高效运行,使系统的可靠性大大提高。详见控制系统的组成图

3.2 S7-200系列PLC和SIMATIC WINCC的互联通讯
西门子S7-200系列PLC以PPI方式构成的网络控制系统,上位机与下位机的通讯问题极为重要,处理不当时容易出错。采用普通的MPI连接方式会产生数据无法传输的故障。其最主要原因在于S7-200系列PLC的通讯方式是RS485,而下位机则是RS232。虽然他们的硬件接口是一样的,但协议不一样,最后在下位机接口上接一个RS485转RS232的转换器。

3.3 控制方式
上海某牛奶场沼气发电控制系统采用现场手动,本地和中控室三种控制方式:
(1)现场手动方式:在厌氧罐顶搅拌机这种距离控制箱有一定距离的设备旁边设置手动操作箱,具备本地/远程转换开关,启停按钮和运行指示灯,可以在手动状态下对设备进行现场操作,用于现场维护和检修或者应急处理。
(2)本地控制方式:在所有需要启动的设备旁放一个控制箱完成设备的手动操作,状态显示和自动运行。控制箱按照工艺流程进行区域划分,各个区域独立控制,互不干扰,保证安全生产。
(3)中控室控制方式:这是指在工控机的屏幕上完成设备的手动操作、状态显示、参数读取设定和自动控制。控制系统设备运行完全由PLC进行控制,不需人工的干预。
应用总结
S7-200 PLC价格经济实用,体积轻巧,扩展模块齐全。同等规模系统,与用中型系列PLC相比,价格低1/3左右。功能强大,性价比高。因此更适合目前困难企业占多数的国情。同时它通讯能力超强、形式简单、并有多种扩展方式、联网能力强,可使多台小型PLC组网,足以完成中型项目。本项目即一种具体应用。
[1]沈剑山.生物质能源沼气发电[M].北京:中国轻工业出版社.2008,10.
[2]中国农业部/美国能源部项目专家组.中国生物质能技术商业化策略设计[M].北京:中国环境科学出版社.
[3]王平洋.电力系统自动化与智能技术[J].电力系统自动化.
[4]方承远.工厂电器控制技术[M].机械工业出版社,2012.
[5]顾战松.可编程控制器原理与应用[M].北京:国防工业出版社,1996.
猜你喜欢
植物研究(2018年4期)2018-07-24 00:52:26
录井工程(2017年3期)2018-01-22 08:40:07
小学生导刊(2017年17期)2017-05-17 05:44:16
西南石油大学学报(自然科学版)(2016年2期)2016-12-01 06:01:48
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
癌变·畸变·突变(2016年5期)2016-08-22 05:55:20
西南石油大学学报(自然科学版)(2015年5期)2015-04-16 05:12:28
中医研究(2014年11期)2014-03-11 20:29:54