
挤压机供锭器的研究进展
2012-11-13 06:40石如磐李其秀
锻压装备与制造技术 2012年2期
石如磐,李其秀
(太原重工股份有限公司技术中心,山西太原 030024)
挤压机供锭器的研究进展
石如磐,李其秀
(太原重工股份有限公司技术中心,山西太原 030024)
供锭器是一种挤压机上料机构。本文简述了几种供锭器的结构特点和应用现状。重点介绍了新型的伸缩式供锭器,具有速度快、运行平稳、适应性强等特点,技术居国内领先水平。对于同类设备的设计与制造具有一定参考价值。
机械制造;供锭器;挤压机;伸缩式
1 引言
随着挤压机技术的不断发展,各种金属和非金属挤压机不断更新换代。伴随着这一进步,配套的机械化设备之一供锭器技术也有了长足进展。供锭器是挤压机的上料机构,在挤压机上所起的作用不可或缺。供锭器按照供锭方式可以分为摆臂式、平移双层式、伸缩平移式、斜推式[1]等等。无论采用何种结构,都应严格遵循下列原则:
(1)接锭准确。准确地受锭是供锭器的首要功能。
(2)抓锭牢靠。不管是托举、抓取还是夹紧,钳口要牢靠地抓紧锭子。
(3)运锭平稳。运锭时供锭器运行要平稳。
(4)供锭准确。进入机内后,锭子能从钳口上准确地供入挤压筒。
此外,供锭器供锭动作应简单,运行速度要快,便于操作和维护。本文对几种典型供锭器结构及特点进行分析,希望为供锭器设计提供一定参考。
2 摆臂式供锭器
摆臂式供锭器由油缸驱动,安装于机架外侧的地面上。接锭位置在机架外侧,供锭位置在挤压筒后部,其结构如图1所示。
锭子处于供锭器夹钳内,小臂2收紧,摆臂3处于挤压机机外,供锭器处于托举状态,然后摆臂油缸4推动摆臂3由机外旋转至挤压中心,挤压杆前进,锭子进入挤压筒超过锭长1/2后,小臂2落下,同时摆臂3旋出。此供锭器动作简单,占地面积小;缺点是摆臂旋转,供锭中心调节困难。摆臂式供锭器一般用于长行程后上料挤压机。
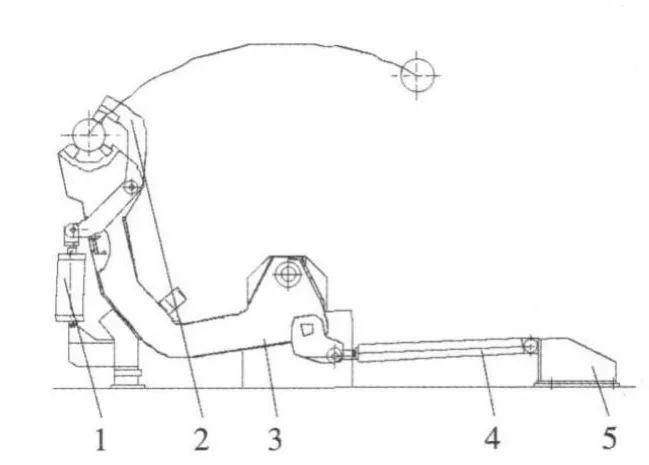
图1 摆臂旋转式供锭器
3 平移双层式供锭器
平移双层式供锭器安装于机架外侧,供锭位置在模具端面,结构如图2所示。
这种供锭器夹紧部分采用上下夹钳三爪定位[4],运动部分采用上下双层活动架,上层活动架2安装在下层活动架4上。当油缸2驱动下层活动架4前进时,上层活动架2随之一同运动;下层活动架4前进距离S下后,上层活动架2在油缸1驱动下继续前进距离S上,上层活动架2钳口内的锭子实际行程S由两部分组成,即S=S下+S上。每个驱动油缸行程都小于锭子的行程,供锭器长度较小。缺点是活动架的位置控制比较困难,稳定性差。
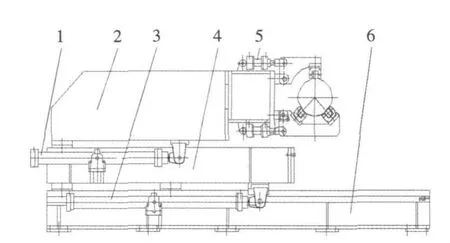
图2 平移双层式供锭器
4 平移伸缩式供锭器
我公司通过对多种形式的供锭器进行分析,结合国内外先进经验,设计制造出了一种新型的平移伸缩式供锭器。该供锭器设置于挤压机中心线外侧、且紧靠模具端面的外延线,可将坯锭水平送至压机的中心。
4.1 机械结构
平移伸缩式供锭器的机械结构如图3所示。

图3 平移伸缩式供锭器
供锭器钳口由活动钳口7和固定钳口8组成,活动钳口7可根据坯锭长度向固定钳口8自动靠拢,甚至相互完全重合。
工作流程如下:托举油缸6将供锭器钳口托起,由推锭装置将锭子推入供锭器活动钳口,并测出锭子的长度。伺服电机10启动,与滚珠丝杠传动系统11共同作用,使供锭器的活动钳口7根据锭长自动伸缩,保证锭子的一个端面保持在活动钳口外侧一定距离。这样供锭器进入挤压机中心后,挤压杆既可以将锭子顶压在模具端面上,又不会与钳口干涉。安装于底座1上的驱动油缸3驱动齿轮齿条装置5,使活动架4在底座1的导轨上水平直线进入挤压中心。液压缓冲器9可以缓冲减震,防尘罩2可以防止粉尘等污染导轨。
该供锭器除了结构新颖、动作简单、占地小、加工工艺好之外,还具有如下特点[2]:
(1)供锭器钳口可以伸缩适应不同长度的锭子;
(2)供锭器钳口托举锭子而非夹紧,锭子定位准确;
(3)导向装置采用的是Rexroth滚珠导轨导向系统,精度高,抗偏载能力强,运行平稳;
(4)利用齿轮齿条啮合传动,油缸行程不加长,但供锭器可以前进双倍于油缸行程的距离,运行速度快;
(5)液压缓冲器减震降噪;防尘罩减轻粉尘污染,更加人性化。
4.2 液压系统
供锭器的液压系统包括油缸、比例电磁阀、液控单向阀、平衡阀等,集成于一个阀块上。由一个恒压泵提供压力油,工作压力10MPa可调。比例电磁阀可以实现供锭器的速度柔性调节,减小冲击和噪声;平衡阀可以实现保压功能。
4.3 工艺适用性
平移伸缩式供锭器工艺适用性很强,可供锭子直径从 ø178mm到 ø510mm,长度从 380mm到1900mm,已成功应用于 20MN、25MN、36MN、55MN、75MN、95MN、100MN、110MN 等系列短行程前上料挤压机。自投入使用以来,设备运行状态一直良好。
5 结论与展望
性能优越的新型供锭器,能够大大提高挤压机生产效率,节约生产成本,提高经济效益。我们有必要结合国内外先进挤压机结构和生产工艺,消化吸收,不断探讨供锭器的结构形式、供锭方法、控制方式、加工工艺等,使供锭器更高效、可靠,从而使我国挤压机整机水平得到进一步提升。
[1] 魏 军.金属挤压机[M].北京:化学工业出版社,2005,7.
[2]太原重工股份有限公司.一种用于铝合金挤压机的自适应机械手[P].2010-07-07.
[3] 哈尔滨工业大学理论力学教研组.理论力学[M].北京:高等教育出版社,1997.
[4] 郭玉玺,李景莉,赵国栋.短行程铝挤压机前上料系统及夹钳式自适应供锭机械手[J].有色金属加工,2005,(3):34-36.
[5] 刘振堂.我国锻压机械行业现状概况[J].锻压装备与制造技术,2011,(4):9-15.
The research development of billet loader for extrusion press
SHI Rupan,LI Qixiu
(Technology Center of Taiyuan Heavy Industry Co.,Ltd.,Taiyuan 030024,Shanxi China)
The structure and application of different billet loaders have been briefly introduced in the text.The new telescopic billet loader,with fast&stable movement and strong adaption,has been described emphasized.The new process is a leader in China,which provides reference for design and manufacture of similar device.
Billet loader;Extrusion press;Telescopic
TG315.4
A
1672-0121(2012)02-0053-02
2011-11-29
石如磐(1978-),男,工程师,从事锻压设备设计研发
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
重庆理工大学学报(自然科学)(2022年11期)2022-12-25
电工材料(2022年2期)2022-04-26
一重技术(2021年5期)2022-01-18
一重技术(2021年5期)2022-01-18
重型机械(2020年3期)2020-08-24
重型机械(2020年4期)2020-06-29
现代冶金(2018年1期)2018-04-08
装备机械(2016年2期)2016-10-27
大型铸锻件(2015年4期)2016-01-12
