
基于CASS工艺的炼油污水生化处理研究
2012-11-06 04:33:58刘彦婷齐永红杨宏远韩兴连
当代化工 2012年1期
刘彦婷,齐永红,杨宏远,韩兴连
(1. 陕西省石油化工规划设计院,陕西 西安 710054; 2. 重庆市水务集团,重庆 400013)
水处理技术
基于CASS工艺的炼油污水生化处理研究
刘彦婷1,齐永红1,杨宏远1,韩兴连2
(1. 陕西省石油化工规划设计院,陕西 西安 710054; 2. 重庆市水务集团,重庆 400013)
介绍了炼油厂炼油污水的生化处理工艺。具体阐述了污水处理中CASS工艺的特点、结构。以四川某炼油厂为例介绍了CASS工艺在炼油厂污水处理中的运用。运行结果表明,CASS生化处理系统具有较好的硝化与反硝化功能,对炼油厂的污水处理完全能够达到国家一级排放标准。
炼油污水;CASS;生化处理
在原油的炼制、加工及油品水洗过程中,会产生大量的炼油污水。这种炼油污水是一种集悬浮油、乳化油、溶解性有机物及盐于一体的多相体系,污水中含有的污染物种类很多,主要的污染物包括石油类、挥发酚、悬浮物、COD、硫化物、BOD以及氨氮等[1,2]。裂化和重整装置的含油污水中含硫量较高,催化裂化废水中含有酚和氰,电脱盐工艺产生悬浮物及盐,酸碱精制废水中含有酸和碱。油及溶解于污水中的硫化物、酚、氰化物等与原油加工工艺有关[3]。
目前,国内的炼油厂对炼油污水的处理,一般都是采用“隔油、浮选、生化”的工艺[4],绝大多数炼油企业可以实现达标排放外排水。按处理程度来划分炼油污水处理技术,一般可以划分为一级处理、二级处理和三级处理。在一级处理中采用的方法包括浮选法、重力沉降法等;二级处理中使用的方法主要有生化法、凝聚法等;三级处理则包括膜分离法、吸附法等[5]。炼油厂污水的二级处理工艺中,可以把生化处理工艺分为两类,即利用厌氧微生物作用的厌氧法与利用好氧微生物作用的好氧法。厌氧与好氧处理工艺各有不同的优缺点,仅仅单纯依靠一种工艺很难取得满意的处理效果。在实际工程运用中,较为普遍的是将两种工艺结合起来,按照“分级处理、厌氧先行、好氧把关”的原则确定合理的工艺流程。本文以四川某炼油厂的污水处理为例,介绍了CASS工艺在炼油厂污水处理中的应用情况。
1 CASS工艺介绍
CASS (Cyclic Activated Sludge System)工艺即循环式活性污泥法,是一种改进型SBR工艺。
CASS池的组成包括三部分:生物选择区、厌氧区(也称预反应区)、主反应区[6]。CASS工艺利用一个池子将泥水分离过程和生物反应过程结合在一起,在生化反应池中,活性污泥法的处理过程是由进水曝气、沉淀、滗水、闲置这四个过程不断重复实现的。CASS池的主反应区前端是生物选择区,该区一直保持厌氧环境。在这个区,污水与从主反应区回流过来的污泥混合液进行充分的接触、混合。由于回流污泥在主反应区经过了充分的曝气,加上进水中含有浓度较高的有机物,从而使污泥能够始终保持在高活性的状态。在这么高的底物浓度下,会使菌胶团细菌增殖速度变的更快,成为环境中的优势菌群,抑制了丝状菌的活性,能够有效的防止污泥膨胀现象[7],同时在厌氧条件下还可使污泥中的磷得到有效的释放。处于高活性状态下的污泥能够较快吸收部分容易降解的溶解性有机物,基质积累和再生过程就是在这个过程中产生的。活性污泥先在生物选择区中经历一个高负荷的吸附阶段,又称基质积累,然后在主反应区又会经历一个低负荷的基质降解阶段,从而完成了整个基质降解的全过程及污泥的再生。主反应区的污泥回流带入了硝化态氮,在生物选择区可发生比较明显的反硝化作用。预反应区处于缺氧的环境,这种环境可以在进水水质水量发生变化时减少对生物选择区的冲击,同时对磷的进一步释放具有较大促进作用,还能够强化氮的反硝化作用。最后,有机底物在CASS工艺的主反应区能够最终去除。运行过程中,主反应区被控制在好氧状态,但是在活性污泥结构内部则保持缺氧的状态。在这种情况下,一方面极大地限制了溶解氧向污泥絮体内进行的传递。另一方面,由污泥内向主体溶液传递较高硝酸盐的过程则能比较好地进行,从而有效地进行了反硝化反应[8]。最终使有机污染物的降解过程与硝化反硝化反应过程能够同步地在主反应区中进行。系统如图1所示。
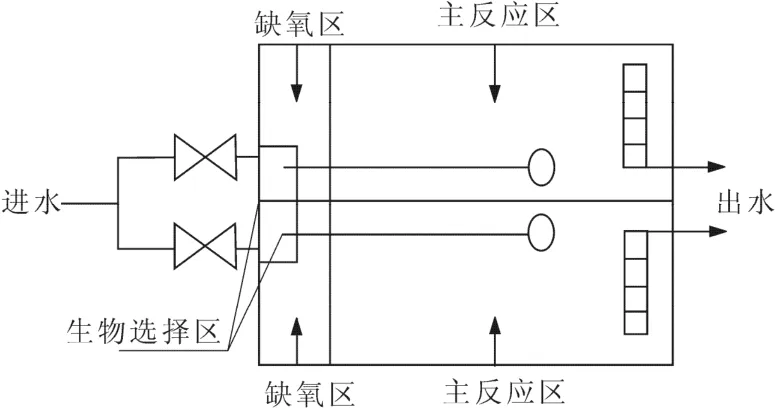
图1 CASS系统工艺图Fig.1 CASS system process chart
2 工艺实现
2.1 工艺设计
该炼油厂具有常减压装置、催化裂化装置、重油催化裂化装置、气分装置、重交沥青等炼油装置,以及加氢改质装置、焦化裂化装置、硫磺回收等装置。该炼油厂污水设计流量为300 m3/h。进水水质如表1。
污水处理的工艺采用了“调节除油罐+平流斜板隔油+1级涡凹气浮+2级溶气气浮”等多种手段来去除水中浮油、乳化油及非溶解性的有机颗粒。将物化段出水中的油分控制在10~20 mg/L,从而大大减轻后续生化段对有机物的去除负荷。
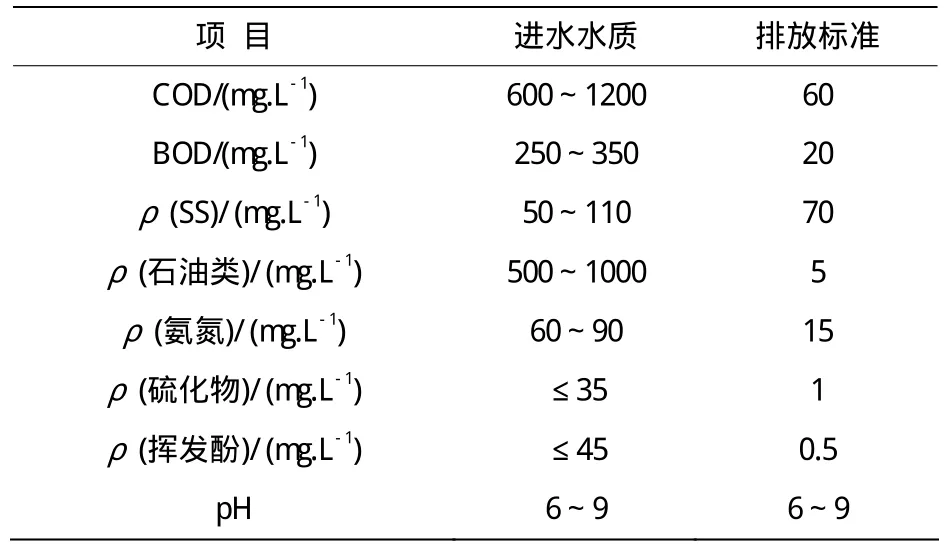
表1 进水水质及排放标准Table 1 Water quality and emission standards
CASS工艺曝气池运行时,主反应区的活性污泥在回流泵的作用下回流至选择区中,整个生化反应系统是以推流方式运行[9],但各个反应区则是以完全混合的方式运行,最终实现碳化硝化与反硝化过程同步进行。CASS工艺运行操作按照周期重复进行,每一个周期包括四个阶段:进水/曝气、进水/沉淀、排水和闲置。运行中可以根据实际灵活调整工艺方式。比如,在进水的时候可以同时曝气或者选择不曝气。各阶段的运行时间还可以根据进水的水质及水量进行任意调节。在一个周期结束之后,下一周期紧接着重复上一周期继续运行。具体运行过程如下[10]:
(1)进水/曝气阶段。该阶段,进水与曝气同时进行,活性污泥从主反应区回流至生物选择区,回流量根据现场实际确定为污水量的20~30%。液位从设计的最低液位慢慢上升至设计的最高液位,有效容积将逐渐增加,即为变容积运行。
(2)进水/沉淀阶段。在该阶段停止鼓风机曝气,但不停止进水。主要目的是澄清上清液及浓缩污泥。
(3)排水(即表面滗水)阶段。项目中的排水设施采用的是移动式自动排水装置—滗水器,该设备是整个CASS工艺处理中的关键设备之一。在沉淀阶段结束时,滗水器根据指令开始工作,首先以较高的速度沿设定的轨道降到水面,当与水面接触后,滗水器内部控制程序使滗水装置的下降速度转换至正常滗水下降速度。当滗水装置下降到最低水位(表明滗水阶段结束),滗水器又迅速返回到初始状态,等待下一周期运行。为了避免将水面可能存在的浮渣(混)随出水一起排出,在滗水器的前部安装有一块挡渣板。工程中滗水器设在CASS池末端,设备由电机驱动,按照系统内置的程序计算,采用变频来调节上升或下降速度。在这个阶段,污泥回流同时进行。
(4)闲置阶段。在本周期结束转向下个周期前,反应池内的微生物需要反应时间来完成整个周期,因此最后设置了闲置阶段。在闲置阶段,通过内源呼吸的作用可以使微生物恢复其活性,为下个周期准备良好的初始条件。活性污泥经过闲置期处理后处于一种营养物的饥饿状态,这使得单位重量的活性污泥具有了很大的吸附表面积。这样,在下个周期的进水阶段,CASS池内的活性污泥具有的较强吸附能力就能充分发挥,达到有效去除污染物的目的。在闲置阶段,污泥持续回流。由于微生物细胞是由多种化学成分所组成的,因此在生化池活性污泥系统中,微生物生长繁殖是需要一定比例营养物质的。这些营养物质中,除以BOD所代表的含碳有机物外,还需要一定比例的磷、氮及其他微量元素[11]。由于炼油污水中本身就含有较丰富的氮元素,较为缺乏磷元素。因此,本次设计中在生化池增设了磷溶液的投加设施,为微生物补充所需营养物,以保证能更好地去除污染物。在生物除氮过程中,由于硝化作用,消耗了污水中的碱度,为了保证硝化时pH值维持稳定,设计中在生化池增设了碱溶液投加设施,用于维持碱度平衡。
2.2 运行结果
2.2.1 COD与BOD去除率分析
炼油污水处理厂的进水 BOD浓度为 250~350 mg/L ,COD浓度为600~1 200 mg/L,正常运行时,进水水质的变动并不大。经过CASS工艺生化处理后的出水BOD浓度保持在15 mg/L以下,COD浓度保持在 80~100 mg/L,其去除率分别达到 95%,93% 。这样的出水水质完全达到了设计出水排放指标及设计去除率。
2.2.2 NH3-N去除率分析
NH3-N的去除率是一项重要指标,用于考查CASS工艺运行效果是否达到了设计目标。由图 2可知,该炼油污水厂的CASS进水水质NH3-N浓度保持在60~90 mg/L,与前期设计值基本一致;经过CASS工艺处理后的出水NH3-N浓度≤15 mg/L,其去除率达到了90%,优于排放标准。由此表明CASS工艺具有较好的硝化与反硝化功能,出水能够达到污水综合排放国家标准(GB 8978-1996)二类污染物的一级标准。
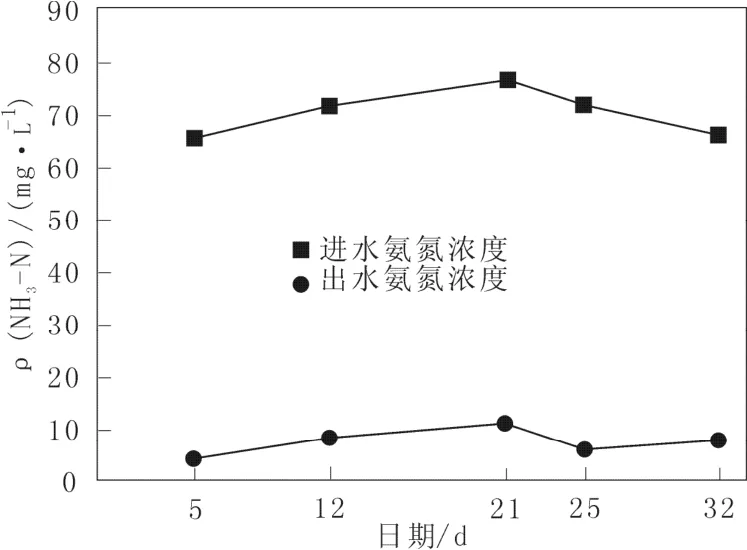
图2 CASS工艺进出水NH3-N比较Fig.2 Comparison of NH3-N content before and after treatment with CASS process
3 结束语
CASS生化处理系统是一个具有多参量(如液位、水质、压力、流量等)、多任务(如进水、曝气、反应、沉淀、排水等)、多设备(如滗水器、回流泵、鼓风机、进出水阀等)特点的复杂系统,在污水的整个生化处理系统中具有极其重要的作用。CASS工艺的发展已经较为成熟,在国内外都有成功经验,对炼油厂的污水处理完全能够达到国家一级排放标准。
[1] 李翔美, 刘宏伟, 瞿德业. MBR在炼油污水深度处理中的应用[J].甘肃联合大学学报(自然科学版),2010,24(2):64-66.
[2] 付朝臣, 廖日红, 王培京. CASS工艺生物脱氮除磷效果分析[J]. 北京水务,2010(3):21-23.
[3] 李绍钢. 含油污水的生化处理工艺[J].价值工程, 2011(2):54.
[4] 张莉红,王慧欣,王海霞. 炼油污水处理技术进展[J].安全、健康和环境, 2008(1):30-32.
[5] 王俊艳. 炼油污水处理方法探讨[J].化工中间体, 2009(10):24-28.
[6] 张铁刚, 隋许英, 苏升坚. CASS+BAF工艺在炼油污水处理中的应用[J]. 水处理技术,2010,36(2):126-128.
[7] 花勇刚. CASS工艺污水处理厂生产性试验研究[D]. 重庆:重庆大学, 2008.
[8] 常江. 朔州市污水厂 CAST工艺调试和运行[D]. 山西:太原理工大学, 2008.
[9] 梁水明. CASS生物脱氮原理及其在城市污水处理厂的应用研究[J].中国高新技术企业, 2010(16):87-88.
[10]任保伸. 中水处理技术[J]. 河北化工,2008(3):64-66.
[11]李洪涛,邢希运. 污水生化处理CASS工艺的自动控制[J]. 工业用水与废水,2007,38(4):77-79.
Study on Biochemical Treatment of Refinery Sewage Based on CASS Technology
LIU Yan-ting1,QI Yong-hong1,YANG Hong-yuan1,HAN Xing-lian2
(1. Shaanxi Petroleum and Chemical Planning and Design Institute, Shaanxi Xi’an 710054,China;2. Chongqing Water Group, Chongqing 400013,China)
The biochemical treatment technology of refinery sewage was introduced. Characteristics and structure of CASS technology in sewage treatment were discussed in detail. Taking an oil refinery in Sichuan as an example,application of the CASS technology in treatment of refinery sewage was introduced. The operation results show that the CASS biochemical treatment system has better nitrification and denitrification, refinery sewage treated by the CASS biochemical treatment system can fully meet the national emission standard.
Refinery sewage; CASS; Biochemical treatment
X 742
B
1671-0460(2012)01-0063-03
2011-11-05
刘彦婷(1983-),女,陕西西安人,助理工程师,硕士,2009年毕业于北京化工大学,研究方向:化工企业节能环保研究与设计,
E-mail:lyt8363@163.com,电话:029-85542627。
猜你喜欢
商品与质量(2021年43期)2022-01-18 05:28:38
石油沥青(2020年1期)2020-05-25 06:53:56
中国石油石化(2018年21期)2018-11-29 05:34:44
中央民族大学学报(自然科学版)(2018年3期)2018-11-09 01:16:42
石油炼制与化工(2018年6期)2018-03-27 03:18:40
中央民族大学学报(自然科学版)(2018年3期)2018-01-12 06:03:03
电子测试(2017年15期)2017-12-18 07:19:00
中国石油石化(2017年18期)2017-11-01 13:06:27
计算机测量与控制(2017年6期)2017-07-01 16:24:28
石油化工建设(2016年4期)2016-02-27 15:03:14
