
涡旋式真空泵现状和发展趋势分析*
2012-11-02 00:32:54张贤明王立存卢浩闻
重庆工商大学学报(自然科学版) 2012年3期
杨 旭,张贤明,**,王立存,2,李 萍,周 亮,卢浩闻,陈 彬
(1.重庆工商大学废油资源化技术与装备教育部工程研究中心,重庆400067;2.西安交通大学流体机械及压缩机国家工程研究中心,西安710049)
1 涡旋式真空泵的发展历程
20世纪80年代初,Coffin DO将涡旋真空泵应用在高真空系统中[1]。涡旋真空泵的研究始于20世纪80年代末期。1988年,日本东京大学的Morishita E[2]研制了抽速为200 L/min的立式自转型油润滑涡旋真空泵,与公转型涡旋真空泵相比,该泵的径向间隙具有易于密封和控制的优点。而涡旋泵与旋片泵相比,具有更高的容积效率,泵内的振动和噪声水平都有所降低。此外,由于其结构更紧凑,整机重量和体积分别减少了12%和40%。Morishita E的研究表明了涡旋真空泵的高效性,并对如何消除余隙容积、控制间隙等提出了有效方法。
随着涡旋真空泵在半导体行业中应用的不断扩大,人们开始致力于干式涡旋真空泵的研究。干式涡旋真空泵与油润滑涡旋真空泵的区别在于泵腔内不含任何的油类和液体。因此解决泵内的密封和冷却问题,是干式涡旋真空泵研究的关键。1990年,Kushiro T[3]研制了抽速为600 L/min的卧式干式涡旋真空泵,该泵可以达到的极限压力为5×10-3T。它采用水冷的方式解决泵内各部件的润滑和冷却等问题。Kushiro T的研究表明了干式涡旋真空泵的可行性,还有效地解决了动静盘热力变形造成的相互接触及离心力造成的动盘振动等问题。虽然采用水冷方式可以有效地解决干式涡旋真空泵的冷却问题,但冷却水回路的设置使其结构更加复杂。为简化整机的结构,1998年,Sawada T[4]研制了采用风冷方式进行冷却的干式涡旋真空泵,涡盘采用双侧涡圈结构,主轴上装有两个冷却风扇,分别位于两个静盘的端部,主轴转动时带动风扇一起转动,达到对涡盘的冷却效果。同时它采用了半封闭式结构,解决了电动机的冷却问题。
2001年,我国东北大学与中国科学院沈阳科学仪器研制中心联合研制了该类型的干式涡旋真空泵,并于2003年初通过了国家真空设备质量检测中心的鉴定[5]。此外,BOC公司也推出了一种采用风冷方式进行冷却的干式涡旋真空泵,该泵采用全封闭式结构,涡盘为单侧涡圈结构,冷却风扇安装在静盘的端部。它最大的特点在于动盘与机架之间通过金属波纹管进行连接,波纹管结构提供了密封作用以及防止动盘自转的作用。在涡旋真空泵中,波纹管工作时则处于运动的状态,它必须具有较好的柔性。但目前市场上的金属波纹管大多柔性不足。为此,研制出合适的金属波纹管是这一结构有效应用于干式涡旋真空泵的重要前提[6]。
世界上涡旋真空泵的核心技术和主要生产厂家集中在美国、日本以及欧洲少数发达国家。干式涡旋真空泵在国内的发展尚处于起步阶段,产品主要依赖进口。这一状况主要是由于技术、产品价格等原因造成[7]。为了改变产品依赖进口的现状,必须研究易于加工且高效可靠的干式涡旋真空泵。
2 涡旋泵的原理、结构特点、类型及应用领域
2.1 工作原理
涡旋真空泵的工作腔是由一对型线共轭的涡旋盘副啮合安装组成。涡旋盘就是在盘面开有一个或几个渐开线螺旋槽的涡旋型盘状结构体。一个静涡旋盘与一个动涡旋盘相互交错组装在一起,动、静盘之间由防自转机构保证180°相位差,这样组成的一对涡旋盘副构成了无油涡旋真空泵的抽气机构。静涡旋盘与动涡旋盘彼此之间在几条直线(在横截面上是几个点)上接触形成几对月牙形封闭腔,动涡旋盘在曲轴的驱动下绕静涡旋盘的涡旋体中心运动,接触点沿涡旋曲面移动实现吸气、压缩与排气。在电机的带动下,曲轴每转一圈,就有一组新的月牙封闭腔形成,从而实现涡旋真空泵的吸气、压缩、排气循环,对被抽气体形成包容和强制输送[8]。
2.2 结构类型
2.2.1 公转型
公转型是一个涡旋固定不动(称为静涡旋),另一个绕着它公转平动(称为动涡盘),动涡盘由曲柄轴驱动,密封点位置随主轴同步转动。它整体结构简单、零件少、涡旋回转线速度小、机械磨损少,但需进行平衡设计。涡旋真空泵利用最外侧涡圈包容气体形成封闭吸气腔。为了减少涡盘末端和进气口之间的流导,常将进气口设在涡旋盘外圈末端附近。同时为了保证中心压缩腔中的气体在排气过程中尽量排走,一般将排气孔设在静涡盘中心附近。因为涡旋泵内压缩比不是很大,常设置排气阀以消除压缩不足,但应使排气阀与涡圈顶部之间的容积尽可能小。为了提高抽速或减少涡盘尺寸,常设计采用双侧涡旋。
2.2.2 回转型
回转型是由两个涡旋盘心轴分别装在两侧轴承上,其中一个由电机直接驱动,另一个由十字滑环机构带动,沿相同角度旋转。其密封位置形成一条线,方向始终不变,泵采用立式结构。驱动电机在机壳内上部,涡盘在下部。因其密封方向不变,回转径向密封既便于人为控制,又能避免涡圈侧面接触而需进行的卸载运转,但其整体结构复杂、零件多、机械磨损高。
2.2.3 公转型和回转型的区别
海岛电力通信光缆运维技术,应以增强抗灾防灾能力为主要目的,立足于电网发展建设,既吸收陆地光缆巡视检修的有益经验,又要熟悉沿线海洋水文气象条件,掌握海缆登陆点和周边海域地质地貌特点、路由区经济开发保护进展以及运维队伍人员装备状况,多措并举,实现电力通信资源的优化配置和高效利用。
(1)转动形式不同。公转型是一个涡旋固定不动为静涡旋,另一个为动涡旋,动涡旋绕着静涡旋作公转平动。而自转型的两个涡旋盘各自绕其自身转轴实现两者同步同方向转动。
(2)密封位置和方向不同。回转型的两个涡旋盘齿的径向密封位置形成一条线,密封线方位始终固定不变。公转型涡旋机械径向密封的位置和方向却随着主轴同步转动。即主轴旋转一周,径向密封线的方位变化 360°。
(3)涡旋盘所受的气体径向力和切向力的方向不同。公转型涡旋机械由动涡旋随曲轴作偏心公转,因而动涡旋受气体径向力和切向力的方向绕曲轴同步回转。而回转型两个涡旋盘所受气体径向力和切向力在空间的位置和方向则始终不变,径向力在密封线方向,切向力垂直于密封线方向。因而不能像公转型涡旋机械那样,应用偏心套或滑动轴套径向随便机构自动调节涡旋齿侧面间隙,达到径向密封。公转型涡旋曲轴承受均匀载荷,而回转型涡旋曲轴承受局部载荷,设计时应特别注意。
(4)平衡不同。在回转型涡旋中,由于不使用偏心轴,两个涡旋各自绕自身轴转动,在不考虑涡旋齿偏心质量情况下,可不考虑离心力存在,也就不需设置平衡块。而公转型必须考虑动涡旋的偏心质量,设置平衡块来平衡东涡旋盘的离心惯性力和离心惯性力矩,才能使机器平稳工作。
(5)倾覆力矩和轴向力不同。回转型涡旋机械由于两涡旋盘都转动,都承受同样大小的倾覆力矩和气体轴向力,在设计时,需同时考虑轴向力推力、轴承载荷。而公转型只有一个动涡盘受倾覆力矩作用,所以只需考虑动涡盘所受的倾覆力矩和轴向力。
2.3 结构特点
涡旋真空泵主要由5个部件组成:①动静涡旋盘副与基座:一个或几个渐开螺旋线形成的一个涡旋型盘状结构。一个静涡旋盘与一个动涡旋盘相互交错,两者之间保证180°相位差组成的一对涡旋盘副机构。②曲轴:保证动涡盘绕静涡盘转动的偏心机构。③ 密封件:保证动、静盘的端面齿顶密封等的密封装置。④防自转机构:保证动、静盘180°相位差的机构。⑤电机:输出约1 500 r/min的动力机构[9]。
它的主要运动件只有一个动涡旋盘,因而动力传递简单,相同尺寸下运动半径小、零部件少、结构简单紧凑、整机尺寸小,动、静涡旋盘之间、动盘与泵腔之间间隙小,泵内运动件与泵腔无摩擦,所以几乎无磨损,运行平稳,消耗功率小,气体流动损失小,工作可靠性高、寿命长,易于维修,维修费用低,容积效率高。采用空气冷却,无需水冷。涡旋真空泵具有较高的压缩比,在较宽的压力范围内具有稳定的抽速,由于压缩腔容积的变化是连续的,因而驱动扭矩变化小,功率变化小,振动噪声低,这是其他类型的干式真空泵所不具备的。
2.4 应用领域
涡旋泵已被广泛应用于诸多领域:①半导体行业:薄膜制造设备、半导体器件封装设备;②科学仪器行业:同步辐射光束线机、电子显微镜、极光试验设备、分析测试仪器;③机械设备行业:材料制备设备、真空检测设备、真空过滤设备[14]、材料提纯设备、超高真空排气设备;④ 医疗设备行业:牙科仪器、透析机;生物制品行业:材料提纯与药品制备;⑤包装行业:食品、药品、生物制品等包装设备;⑥真空冶金行业:真空炉、纳米材料制备设备、真空检测设备等领域。涡旋泵作为分子泵和小型低温泵的前级泵是获得无油真空系统的最佳配置。
3 涡旋泵设计、工艺的技术问题
3.1 结构设计
3.2 涡旋泵的密封
在泵的抽气流道中,无须使用任何油类和密封液体作为介质,依靠动、静涡旋盘相对转动形成吸气腔和压缩腔将被抽气体排出,连续完成吸气、压缩和排气过程。因此,如何防止泄漏解决密封的问题尤为重要。涡旋泵的密封主要包括轴向啮合间隙的径向密封,即齿顶密封如图1,和径向啮合间隙的切向密封,即齿侧密封如图 2[10]。

图1 齿顶密封
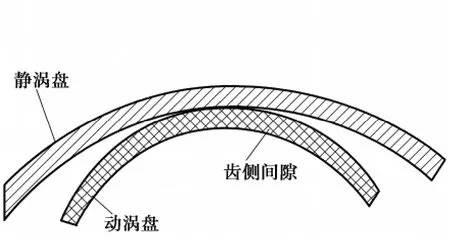
图2 齿侧间隙密封
齿顶密封采用顶部密封件来解决。动盘与静盘的齿顶面上开设渐开线螺旋槽。在螺旋槽内嵌入特种材料的密封条,密封条相对涡旋盘做圆周向滑动,由于是无油运转,要求密封件耐磨、耐高温、具有一定的蠕变性能,其材质、尺寸、位置对泵的成功长期运转是至关重要的。齿侧密封即气腔之间的密封和与大气隔绝的密封,通常齿侧密封被认为是决定涡旋泵抽气性能的主要因素之一,对于齿侧密封,常通过修正涡圈壁厚,选择最佳运行间隙,使泵在达到工作温度时啮合间隙最小,以此达到密封的目的,它也是保证泵的极限真空度的必要条件。
由于动、静涡旋盘工作时会产生热变形,而且变形量不同,其最小转动间隙会随工况而变化,间隙过大,会导致极限真空度难以达到,间隙过小,涡旋盘之间会发生摩擦甚至咬合,导致温度急剧上升,破坏涡旋盘壁面,导致泵的咬死失效,所以间隙大小的确定对设计者是一个挑战。齿顶密封和齿侧密封是涡旋泵性能的保证。尤其是对泵的极限真空具有决定性的作用。极限真空度的指标对涡旋泵的性能影响至关重要,对于涡旋泵来说是很难把握及达到的指标。主要是涡旋盘副的啮合间隙很难掌控,它是由涡旋盘的线形、材质、温升、表面处理等诸多因素构成的。它也是要求设计人员与工艺人员共同完成的关键工作。
3.3 工艺性
涡旋泵动盘和静盘的啮合是泵的技术核心,其材料要保证在相对高速运动条件下耐高温,耐磨损和自润滑,并具良好加工性。涡旋盘副的加工精度和效率也是很重要的部分,要求用数控专用机床,一次装卡加工完成,保证线形和精度。由于涡旋盘副的特殊运动关系,材料要经过适当的表面处理,以达到耐高温,耐磨损和自润滑[11]。
4 国内外同类产品的情况介绍
4.1 国外同类产品简介
(1)日本ULVAC公司:日本涡旋泵基本是由日本真空公司向全世界销售。产品主要有普通的DIS、DVS系列和特殊的DVT、DSR系列。DIS外型紧凑、美观、价格较DVS稍低,维修简单、费用低,但抽水蒸气能力稍差。DVS进入中国市场较早,外型为方型,体积较大,价格较DIS稍贵,且维修费用较高,但抽水蒸气能力稍好。虽然日本涡旋泵维修保养价格较高,但在中国销售仍然达到90台/年左右。
(2)德国Leybold公司:德国Leybold公司是世界上最大的真空设备供应商之一,也是最早进入中国市场的国外真空设备厂家之一,近几年开发研制了涡旋泵,由于时间不长在国内的销量不大。
(3)德国Busch公司:德国Busch公司2001年进入中国大陆,对于中国大陆是一个新公司。Busch公司生产的干式泵有螺杆泵和涡旋泵。涡旋泵是两级形式,即两个动、静涡旋盘。Bucsh的涡旋泵不适合抽水蒸气,但其产品外型紧凑、美观,运转平稳,振动、噪音都较小,且不需要维修,2~3年更换密封件,维护简单、方便。涡旋泵的年销售量约几十台。
(4)英国BOC Edwards公司:英国BOC Edwards公司20世纪90年代开发了涡旋泵。目前有两代涡旋泵产品。第一代产品由于轴承密封隔离不是很好,不能做到完全无油,故不推荐使用。第二代产品是单级涡旋设计。只有一个轴承,轴承与真空腔隔离,完全无油。并且装有控制系统,可变频控制40、50、60、70 Hz,故性能较好。产品不需要维修,2~3年更换密封件,维护方便、简单,具有较强的抽水蒸气能力。BOC公司的涡旋泵在我国销量达100台/年左右。
(5)美国Varian公司:美国Varian公司1998年开发了涡旋泵,到目前已有三代涡旋泵产品。第一代产品已基本停产。第二代产品通过技术改进,形成了风格独特的二级设计:第一级是三涡旋线同时抽气,可提高抽速,工作在从大气压到5.5×104Pa;第二级是单涡旋线,从5.5×104Pa到极限。一、二级同时工作,是真正的(从压力角度区分的)两级泵。第三代产品是在第二代产品上增加了控制系统。Varian公司的涡旋泵是其干式泵的主打产品,作为分子泵的前级主泵,不需要维修,2~3年更换密封件,维护方便、简单,因此在我国销量达100台/年以上。
4.2 国内同类产品的现状
目前,国内对真空获得设备的需求与日俱增,涉及到半导体、科学仪器、机械设备、医疗设备、包装、真空冶金等行业,但是清洁无油真空获得设备如冷凝泵、柱奏泵、爪式泵、涡旋泵及隔膜泵等产品因价格与技术方面原因没有实现批量生产,造成了极大的市场缺口,研制符合中国市场需求的无油真空系列产品及其检测技术手段也成为中国真空获得行业进一步发展的契机。国内相关企业也开展了基础、应用研究及小规模试制等阶段的探索,只是由于技术基础、激励机制、研发手段、资金投入的限制,研发工作进展缓慢。产品质量、稳定可靠性、以及技术推广与市场开拓规划、原则、手段等也是问题[13]。
5 结束语
涡旋真空泵具有无油、清洁、低噪音、低能耗等优点,具有广阔的发展前景和市场潜力。目前,国内对涡旋系列产品开展的研究主要为:对涡旋型线进行设计、对涡旋机构的密封设计、涡旋机构应力变形分析、抽气性能及动力学分析和固体润滑技术的应用研究等。
随着研发手段、资金投入、市场开拓等问题的解决,无油涡旋真空泵将会打开市场,从而提高整个真空获得行业的技术水平。成功的无油涡旋真空泵系列产品的研发与市场开发模式也将为我国其他清洁真空获得设备提供有效借鉴,成为适合我国市场需求的主流产品。因此,加大投入,研发并批量生产适合国内需求的涡旋真空泵已成为我国真空获得行业的重要任务之一。
[1]COFFIN DO.A Tritium-Compatible High-Vacuum PumpingSystem[J].Journal of Vacuum Science&Technology,1982,20(4):1126-1131
[2]MORISHITA E,KITORA Y,SUGANAMI T,et al.Proceedings of 1988 International Compressor Technique Conference at Purdue[J].Rotating Scroll Vacuum Pump,1988(2):70-78
[3]KUSHIROT,MIYAZAKI K,KATAOKA H,et al.Development of a scroll-type oil-free vacuum pump[A].Proceedings of the 1990 International Compressor Engineering Conference[C].1990
[4]SAWADA T,SU Y,SUGIYAMA W,et al.Study of the pumping performance of a dry scroll vacuum pump[J].JSME International Journal,Series B,1998,41(1):184-190
[5]孟冬辉,巴德纯.涡旋无油真空泵设计理论及加工工艺的研究[D].沈阳:东北大学,2004
[6]LI Z Y,BU G X,WANG L,et al.Application and design of the metal bellow sealing in the scroll machinery[A].Proceedings of the 6th International Conference on Compressor and Refrigeration[C].2008
[7]贾玉梅,张贤明,任宏飞.真空滤油机中水分蒸发初探[J].重庆工商大学学报:自然科学版,2007,24(4):411-414
[8]王旭迪,胡焕林.涡旋式真空泵[J].真空与低温,1999(1):40-43
[9]何云信.容积式真空泵结构形式的探讨[J].真空,2002(2):57-60
[10]巴德纯,杨乃恒.涡旋干式真空泵结构对抽气性能的影响[J].真空,1992(1):70-78
[11]杨广衍,张先锋.涡旋真空泵应力与变形的ANSYS模拟与研究[J].真空,2007(1):20-24
[12]YU S,SAWADA T,WATARU S,et al.Experimental study on the pumping um Pump[A].日本机械学会论文集[C].1997
[13]杨静,陈素君.涡旋真空泵——一种具有发展潜力的无油泵[J].真空,2009(1):18-23
[14]徐君,张贤明.真空滤油机中金属波纹管填料压降计算及实验研究[J].重庆工商大学学报:自然科学版,2008,25(3):324-327
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:32
水泵技术(2022年2期)2022-06-16 07:08:18
上海涂料(2021年5期)2022-01-15 06:09:44
昆明医科大学学报(2021年8期)2021-08-13 08:59:28
昆钢科技(2021年6期)2021-03-09 06:10:22
造纸信息(2019年7期)2019-09-10 11:33:18
中国化妆品(2017年12期)2017-06-27 07:00:24
现代传输(2016年3期)2017-01-15 14:23:07
机械工程师(2015年10期)2015-02-02 01:14:10
压缩机技术(2014年4期)2014-03-20 15:55:42
