
PLC对C5112a立式车床的改造
2012-10-24 02:03杜鸿博
黑龙江水利科技 2012年1期
杜鸿博,张 薇
(1. 佳木斯水利勘测设计研究院,黑龙江 佳木斯154002;2. 黑龙江省水利水电勘测设计研究院,哈尔滨150080)
0 前 言
C5112a 立式车床车采用接触器、继电器等电气元件进行控制,其自动化程度不高,为完成整套控制部分的功能,各部分元件需连锁或互锁,但普通继电器元件故障率高,易损坏,给立车的使用和维修均带来极大不便。为了降低故障率,减少维修次数,采用欧姆龙CP1H 型PLC 对C5112a 立车电气系统进行改造,利用PLC 运行稳定、接线简单等优点来进行改善。
1 C5112A 立车电气控制要求
1) 工作台电动机M7 选用笼型异步电动机,完成工作台主运动的驱动。电动机采用星角起动的方式起动,可正反两个方向旋转。有点动功能,停车时和点动完毕均反接制动。停车状态下,可以通过变速转阀手轮对工作台进行变速,此时工作台电机进行脉动转动。
2) 立、侧刀架的快速移动由电动机M3 、M5 单独拖动,立侧刀架进给控制由双速电机M4、M6 控制。
3) 车床附有一台单方向旋转的油泵电动机M1,不运行则其他电机均不可工作。横梁升降由电机M2 点动控制。
2 C5112A 车床电气控制系统的主电路
C5112A 车床的主电路图如图1 所示。主电路中有7 台电动机。根据控制部分的不同,可分为5 部分:第1 部分由交流接触器KM1 控制油泵电机M1 启停;第2 部分由交流接触器KM2 和KM3 构成电动机M2 的正反转接线,控制横梁的升降。第3 部分由KM12 和KM13 控制快速电机M3 和进给电机M4 的正反转,而KM4 闭合时M4 为高速,KM5 与KM18闭合为低速。第4 部分侧刀架部分与立刀架部分完全相同,第5 部分KM9、KM10 分别为工作台电机M7 的星角启动,当KM9、KM11 同时闭合则为能耗制动。

图1 C5112A 车床的主电路图
3 PLC 型号选择及硬件连接
C5112A 立式车床几乎包括了普通电机的所有控制方式,相互之间的联锁环节相当复杂,如油泵电机与其他电机的联锁、立侧刀架电机的互锁等,为了确保使PLC 作为主要控制装置后,以上联锁功能都得以保留,所涉及的电器元件均接入PLC 相应的输入口。
经统计,输入端各开关、按钮等器件为21个,这些元件均接入PLC,为节约PLC 点数,电机保护器触点均接入输出器件电路中。输出为13个。IO 地址分配如表1 所示,PLC控制的外部接线图如图2 所示。
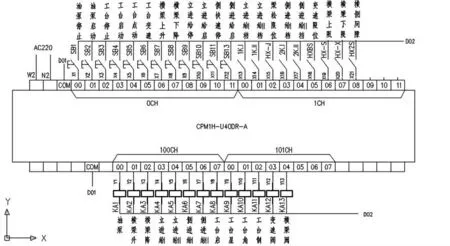
图2 PLC 控制的I/O 接线图

表1 I/O 地址分配
4 C5112A 车床的PLC 程序设计
根据立式车床的控制要求,将原图中的时间继电器及中间继电器用PLC 内部继电器所代替,并由此简化电路,设计出梯形图。
由于整个梯形图比较复杂,笔者只例举部分进行分析。例如,工作台的星角启动程序如图3 所示:
当工作台启动i0.03 按钮按下后,其自锁标志位w0.01接通并保持,主接触器KM8 及星接触器KM9 标志位接通,同时定时器T3 开始计时,3 s后KM9 断开,同时为避免星角转换时接触器的延迟造成的短路,特设T4 进行4 ms的短延时,在PLC 内部保证了故障的发生。
5 结 论
对设计出的梯形图,编写相应的指令程序,用编程器进行程序的输入、调试、修改,最后无误的程序用编程器输入PLC 的芯片内。,经操作者及维修人员反馈,采用PLC 取代继电器一接触器控制系统后,减少了电气故障发生率,大大提高了机床的工作可靠性,收到良好的经济效益。

图3 工作台星角启动程序图
[1]霍罡. 欧姆龙CP1H PLC 应用基础与编程实践[M]. 北京: 机械工业出版社,2008.
[2]张万忠. 电器与PLC 控制技术[M]. 北京: 化学工业出版社,2009.
猜你喜欢
山东冶金(2022年2期)2022-08-08
内燃机与配件(2022年2期)2022-01-17
设备管理与维修(2020年23期)2021-01-04
装备制造技术(2020年12期)2020-05-22
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年20期)2017-04-26
