
FANUC数控系统机床自动关机的改造
2012-10-24 13:07王永水张朝阳
制造技术与机床 2012年12期
王永水 张朝阳
(济南市技师学院,山东 济南 250032)
目前国内数控机床应用越来越广泛,针对数控机床自动加工的特点,提高数控机床的生产效率对提高企业的效益有着重要的意义。某企业在加工一些工件时用时较长,工人下班后无法再继续加工,为解决此问题,现对一台FANUC 0i-MD系统的四轴加工中心进行改造,使其在自动完成加工后自动切断机床电源。
1 改造方案
机床改造后要满足以下几个条件:
①数控加工程序通过M16辅助功能指令做为结束标志,判断程序是否执行结束,程序结束后自动关机。
②加工过程中如果出现机床报警,则立即自动切断机床电源。
③通过宏程序对变量#1108赋值来判断是否下班后无人监管的加工程序。
因此,此次改造方案由电气和PMC程序两部分组成。
2 机床启动电路的设计
(1)机床主回路的通断应遵循的次序
配套FS-0iC的CNC控制系统主回路通常包括如下3个部分。
CNC以及配套部件(如 I/O-Link从站单元、FSSB从站等)的24 V主电源。
②伺服、主轴驱动器的主电源。当选用高电压驱动时,为交流三相400 V供电。
③各辅助部分主回路。包括辅助电动机主回路和各种控制变压器的初级输入回路等。
在CNC控制系统中,以上3部分主回路电源应按照①、②、③的次序接通:在断电时应按照③、②、①的次序断电。
(2)机床的启动电路
如图1。
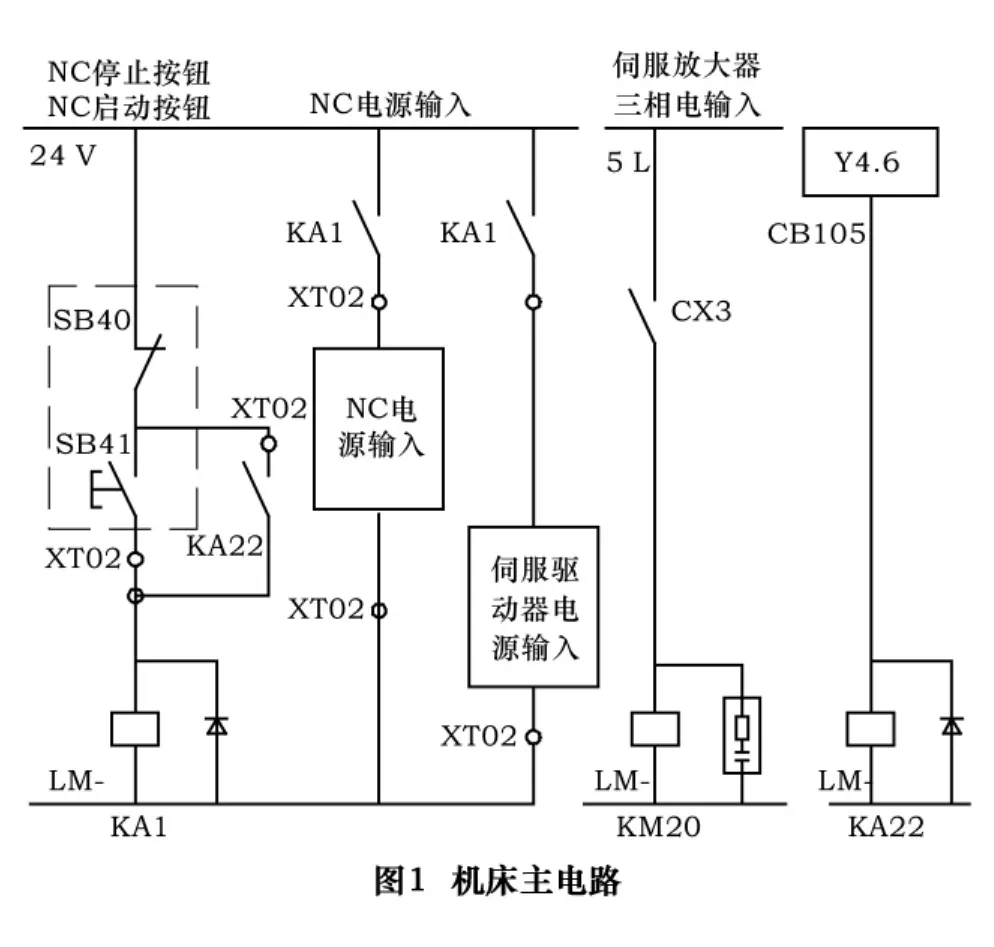
(3)机床的启动、关机过程
按下启动按钮至CNC启动完毕,继电器KA1闭合;伺服驱动器DC24 V电源得电、CNC启动;主电源MCC控制信号接口CX3接通,接触器KM20吸合,伺服驱动器主电源接通;CNC启动,PMC程序运行,输出点Y4.6输出高电平信号,继电器KA22吸合,继电器KA1吸合,机床处于运行状态。
当加工程序运行结束或者遇到报警,输出点Y4.6输出低电平,继电器KA22断电,继电器KA1断电,机床关机;按下关机按钮,KA1断电,机床关机。
3PMC程序的设计
梯形图如图2。
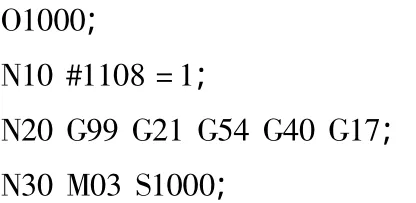
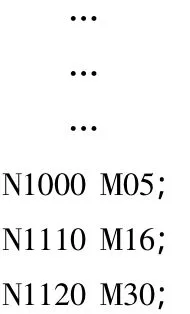
系统变量#1100~#1115可以直接从宏程序输出到PMC中,并成为PMC的输入信号。当系统重启后,系统变量复位为零,PMC程序中的输入信号F55.0对应的系统变量为#1108,如果是最后一个工件的加工程序,在程序的开始加入#1108=1即可。
以加工程序为例进行说明:

4 结语
以上对四轴加工中心的改造,结构简单,成本少,但是实现了无人监控下工件的加工。通过一段时间的使用,满足了企业的要求,提高了生产效率,有助于提高企业的竞争力。
[1]龚仲华.FANUC-0IC数控系统完全应用手册[M].北京:人民邮电出版社,2008.
[2]北京发那科机电有限公司.BEIJING-FANUC PMC SA1SA2SA3梯形图语言编程说明书[Z].
[3]南京新浙数控机床有限公司.NMC50V立式加工中心电气使用说明书[Z].
[4]李攀峰.数控机床维修工必备手册[M].北京:机械工业出版社,2011.
猜你喜欢
北华大学学报(自然科学版)(2021年3期)2021-07-13
防爆电机(2020年3期)2020-11-06
电脑爱好者(2020年6期)2020-05-26
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
电子制作(2019年14期)2019-08-20
电子制作(2018年10期)2018-08-04
意林·少年版(2018年2期)2018-02-07
北京航空航天大学学报(2017年5期)2017-11-23
电子制作(2017年20期)2017-04-26
