
机床导轨激光熔覆修复技术的研究*
2012-10-24 13:06赵文强苗鸿宾
制造技术与机床 2012年12期
赵文强 苗鸿宾 江 敏
(①中北大学机械工程与自动化学院,山西太原030051;②山西省深孔加工工程技术研究中心,山西太原 030051)
机床导轨是机床的基准部件,为机床功能的实现提供了可靠基础。在机床生产加工过程中,导轨受到了切削负荷产生的往复叠加力,容易造成运动段处的磨损、划伤等各种表面缺陷。这造成了整个机床加工精度的降低,加工工件的误差亦会随之变大,如果磨损达到一定程度,整个生产都将无法继续。
目前机床导轨的修复技术常常采用喷焊、电弧焊以及采用冷焊机等方式。随着我国机械加工行业的快速发展和日益成熟,大型机床逐渐表现出高速、重载、高精度以及自动化的特点[1],传统的导轨修复技术又存在一定的局限性,因此提高机床导轨的精度,增强导轨表面的耐磨性以及对导轨表面缺陷进行快速修复日益引起人们的关注。近年来,我国激光再制造技术不断发展,各种激光再制造设备日趋完善,光纤激光器逐步进军工业界,激光加工机器人获得了很大发展,加之激光熔覆技术在表面改性方面相比传统技术有着独特的优点,利用激光熔覆技术对机床导轨进行快速修复得以实现。激光熔覆是利用高能激光束加热材料表面,将涂覆材料同基体表面一起熔化后快速凝固形成新的表面涂层,从而显著改善基体材料表面的耐磨、耐热、耐蚀、抗氧化及电气特性等的工艺方法[2]。在激光加工中,激光束高能密度产生近似绝热的快速加热过程,对基材产生的热影响较小,引起的变形也小[3]。目前,激光熔覆修复技术已经成为当前机械设备表面修复中的最好技术之一[4]。本文采用光纤激光再制造设备,利用激光熔覆修复技术对机床导轨表面磨损段涂覆一强化层,从而提高机床导轨的局部耐磨性和精度,延长其使用寿命。
1 光纤激光熔覆技术的原理
光纤激光熔覆是采用光纤激光作为光源,配套激光熔覆专用外光路系统、机器人、激光熔覆加工头、送粉系统等设备,在需处理的零部件表面预置一层特制粉末材料,然后利用光纤激光器产生的高能激光束对涂层进行快速扫描,预置粉末同基体金属表面瞬间熔化成一薄层,两者之间的界面在很窄区域内迅速发生分子或原子级的交互扩散,形成牢固的完全冶金结合,从而显著提高零部件基体的各种特性,如耐磨性、耐蚀性以及硬度等性能。
光纤激光熔覆修复技术加工系统集光纤激光技术、机器人技术以及计算机数控技术于一体,构成了高效的自动化加工设备,成为工业领域中实行适时生产以及现场修复的理想设备和关键技术,为优质、高效、难加工和低成本的表面修复再制造领域开辟了广阔的前景。
2 光纤激光熔覆技术的特点
与热喷涂、堆焊、化学镀等传统表面改性技术相比,激光熔覆技术在众多方面表现出了令人满意的优点,而在激光熔覆技术中,采用光纤激光器作为获得高能激光束的来源更能获得良好的表面特性。相比传统的CO2激光器及YAG激光器,光纤激光熔覆技术具有如下特点:①激光光束质量提高了一个数量级,有利于获得小的聚焦光斑,更适合于精密加工及有色金属的成型,可大大改善加工质量;②采用光纤作为光路传输系统,易于实现有色金属激光熔覆的惰性气体保护,且适用的材料体系广泛;③玻璃光纤制造成本低、技术成熟,光纤的可饶性具有小型化、集约化优势;④光纤激光器能胜任恶劣的工作环境,对灰尘、振荡、冲击、湿度、温度具有很高的容忍度;⑤光纤激光熔覆对基体热影响更小,工件更不易变形,可对工件表面进行局部区域处理,熔覆成品率较高;⑥光纤激光器的材料具有极低的体积面积比,散热快、损耗低,转换效率较高,激光阈值低;⑦光纤激光器的谐振腔内无光学镜片,具有免调节、免维护、高稳定性的优点,这是传统激光器无法比拟的。
3 机床导轨的激光熔覆修复技术
3.1 加工设备
笔者采用光纤激光再制造成套设备对机床导轨进行表面熔覆。该设备主要由IPG光纤激光发生器、川崎机器人、激光熔覆专用外光路系统、激光熔覆加工头、送粉系统及冷却机组等几部分组成,能够对长距离的导轨快速修复处理,操作方便简单,大大地提高了生产效率。
3.1.1 光纤激光器
该光纤激光器为德国IPG光纤激光发生器,配备相应的控制软件,该软件可存贮几十组激光程序供实际加工使用,可自行控制激光器的各种动作,并可对输出激光进行波形控制,如正弦波形、方型光波、脉冲调制、能量的缓升缓降等波形,IPG负责对此软件进行免费升级。激光器用电标准要求符合中国标准并配备高功率清洁工具箱及用于控制激光系统的计算机。
3.1.2 光束传输系统
光束传输系统是光纤激光设备的传输部分,本系统配备1根光纤,连接到激光熔覆头。光纤柔性传输激光,可弯曲最小半径200 mm。激光光纤在传输能量时具有完善的自保护功能,在光纤磨损老化、过热、折弯半径过小和激光泄漏等情况下能自动切断光路或关闭激光器,确保人员安全和光纤使用安全。
3.1.3 机器人系统
本系统所选用的机器人是日本川崎机器人,包括机器人本体、示教盒、机器人控制柜及供电电缆。机器人采用动态模型优化,加速性能良好,能够优化工作节拍;控制柜采用熟悉的个人电脑操作界面,方便用户使用;示教盒具有示教、编程、存储、检测、安全保护、绝对位置检测记忆以及软PLC等功能。在机器人系统中,使用RS-232电缆来连接计算机和控制器,可使一台单独的计算机控制一台单独的机器人,也可以通过以太网连接使多台计算机控制多台机器人。本次加工过程中,采用一台联想笔记本电脑来控制单独的一台机器人。
3.1.4 送粉器系统
该送粉器系统可实现长距离的粉末输送,是实施激光加工的辅助设备,并可同步送粉,能满足三维激光熔覆及激光快速成型工艺的要求。功能特点主要包括送粉量精确、稳定并可连续可调;单片机和触摸屏控制,性能稳定、安全可靠;可实现加工设备(如激光器)控制主机的集成控制;送粉喷嘴具有泄压、水冷、气流压缩和烟尘飞溅气帘保护功能。
3.1.5 冷却机组
冷却机组为激光器和外光路系统提供循环冷却水,带走激光器在电光转换过程中产生的多余热量以及外光路镜片反射激光束过程中所吸收的热量,维持激光系统在工作过程中的热平衡,是系统稳定运行的保障。冷水机组采用全自动控制运行方式,具有制冷剂压力、超温、超压、断水、欠流、防冻过载、断相等安全保护功能,可靠性高,操作简便,易维护。
3.2 机床导轨激光熔覆的步骤
本次实验针对深孔钻镗床的导轨磨损处进行修复,该深孔加工机床型号为T2120,最大镗孔直径200 mm,最大镗孔深度3 000 mm,导轨长约10 m,运动段易磨损段长为2 m,受磨损需修复处共有3处,每处需修复面积约为25 cm2,由于机床导轨的移动性差,不适合进行装卡修复,故采用光纤激光再制造移动式设备进行激光熔覆很好地解决了该问题。激光熔覆粉末材料选用镍基自熔性粉末,牌号为3540,其主要成分包括 Ni、Cr、B、Si等,该系列粉末适于要求局部抗热疲劳、耐热腐蚀及耐磨损的构件,能形成硬度高、组织致密、无裂纹、无气孔夹杂塌陷的镍基涂层,工艺性能良好[5]。在实际使用过程中,可添加适量的钽来使涂层裂纹敏感性降低,得到更好的质量效果[6]。
首先将机床导轨磨损处进行表面初期处理。表面初期处理主要是为了除掉零部件表面需修复部位的污垢和锈蚀,使其表面状态能够满足后续的同步或预置粉末激光熔覆要求,主要包括工件表面清洗和打坡口等[7]。在熔覆工作开始前要通过了解工件材质和导轨先前的热处理状态来确定熔覆的工艺方法以及熔覆位置尺寸和形状等。本次使用的导轨材质为HT200,在此基础上制定完善的修复方案,包括修复前机加工方法、熔覆粉末材料、送粉方法、激光扫描方式及扫描速度、所用的激光功率大小及光斑大小、工艺过程中工件温度控制、单层熔覆厚度、熔覆后热处理方法、修复后机加工处理时余量控制等。
接着对设备进行加水,通过水箱后置的两进口对冷却机组进行充水,水的量一定要加足,以保证激光熔覆过程的正常进行,然后设定温度使所加水达到所需温度。之后检查并打开加工系统中所连接进的两瓶高纯氮气,这两瓶氮气分别用于实现保护光路和为送粉装置提供压力。再进行校正、编写AS加工程序、验证激光功率及扫描速度。最后启动程序,出光加工。加工过程中要及时反馈信息,通过随时观察熔覆状况,如工件的温度、熔覆层的厚度、反射光位置、搭接率、平整度等,控制好熔覆的加工节奏。
熔覆结束后,首先对导轨熔覆层的外观质量进行检验,通过肉眼来观察熔覆层是否有缺陷,如是否存在高点、低洼点或咬边等现象,还需着色探伤熔覆层表面是否有裂纹,必要时可进行超声波探伤,以检测熔覆层内部质量。然后采用便携硬度计检测熔覆层硬度,并对机床导轨的位置精度和尺寸精度进行检测。若符合要求则对激光熔覆后的导轨进行机加工后处理,包括对熔覆层的磨削或手工打磨等,以使导轨表面达到最终尺寸精度及表面粗糙度等要求。
3.3 机床导轨表面激光熔覆的数控参考程序
在机床导轨激光熔覆修复过程中使用的川崎机器人控制器为E系列,该系列由名为AS的软件系统控制。在AS系统中,用户可以和机器人进行通讯,也可以通过AS语言开发程序。AS系统根据给定的指令和程序控制机器人,可实现显示系统状态或机器人位姿(位置和姿态)、保存数据到外部存储设备、编写/编辑程序等多项功能。相比其他系统,AS具有如下特点:①可以使机器人沿着连续的路径轨迹运动(CP运动);②提供了2种坐标系统,基础坐标系和工作坐标系;③可实现中断功能;④坐标系可以按工作位姿的改变进行平移或旋转等。
机床导轨表面激光熔覆即运用AS语言进行编写,在程序编写中需实现激光熔覆过程中的往复修复,设熔覆层横向边长为50 mm,激光加工系统中程序速度为1 000 mm/min,加工过程的部分参考程序如下:
3.4 机床导轨激光熔覆的有限元模拟
激光熔覆是快速熔化和凝固的过程,其热力学过程复杂,各种参量的变化难以实验测定,这使数值模拟方法在该领域内具有很大的应用空间[8]。对机床导轨激光熔覆过程进行有限元的模拟仿真不仅能使我们更清楚地了解激光熔覆过程中的各种情况,更能为激光熔覆过程的工艺控制提供重要的指导意义,而对激光熔覆过程中的温度场的仿真模拟则是该有限元模拟中的关键部分。笔者利用ANSYS12.0,通过编写APDL程序施加移动载荷对机床导轨的激光熔覆过程中的温度场进行模拟仿真,得到了激光熔覆修复过程中导轨熔覆层的温度分布模拟图。
3.4.1 机床导轨温度场分析的步骤
机床导轨的激光熔覆温度场的模拟遵循普通有限元分析的一般步骤,唯一不同的是激光热源的加载需通过编写APDL程序施加移动载荷来实现。本文采用建立三棱柱模型来模拟导轨形态,其分析的步骤大致如下[9]:①确定模型的分析类型。激光熔覆有限元模拟属于非线性瞬态热力学分析,故选择瞬态热分析;②进入前处理器选择单元类型。在ANSYS12.0中提供了多种单元来模拟各种传热问题,在本模拟中,采用SOLID70单元来实现激光加工中的三维热传导问题;③根据实际情况输入材料物性;④建立导轨模型并划分出单元。导轨模型采用直接建模方法,建立一三棱柱来模拟导轨,在划分单元时采取映射网格划;⑤施加载荷并确定时间几步长。在激光熔覆过程中,激光束处于运动状态,这就需要我们通过编写APDL语言循环语句来实现,具体使用方法为“生死单元法”,即在计算的开始时设定所有熔覆层单元为死单元,在以后的每一步计算中先判断所有的死单元是否落入激光束的照射区域,若落入则将其激活纳入计算模型中;⑥开始求解。求解过程中需进行大量运算,要耐心等待;⑦进入后置处理器中得到所要结果文件。
3.4.2 温度场模拟结果与分析
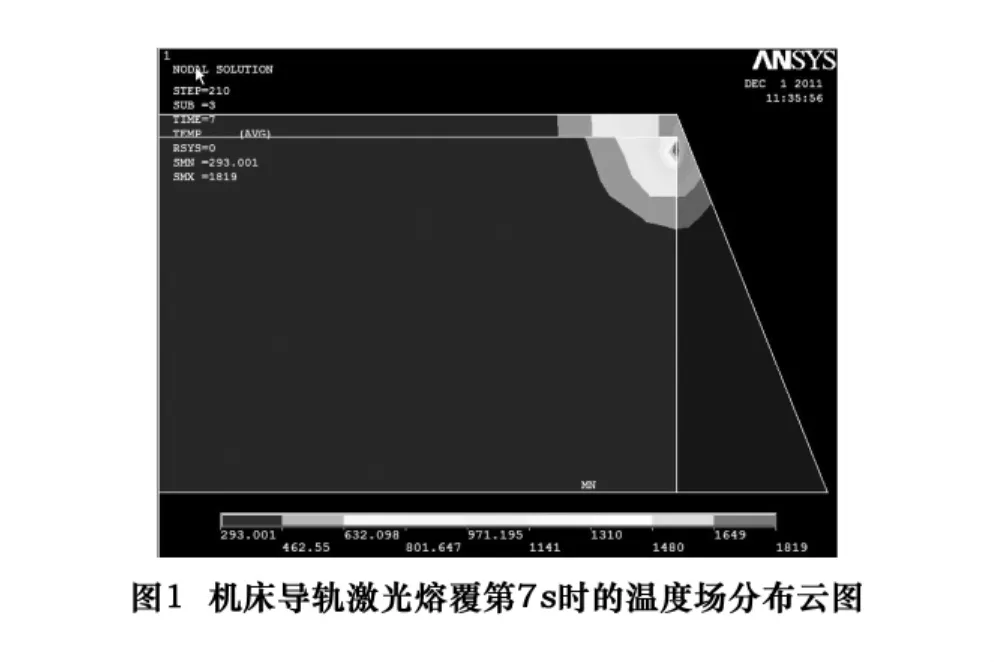
对机床导轨激光熔覆过程的温度场模拟是一个复杂的过程。图1是第7 s时刻的温度场云图显示,从图中可以看到,机床导轨激光熔覆过程中熔池内的等温线呈椭圆形,温度呈梯度分布并集中在熔池附近,在导轨受激光照射加工时,温度急剧上升,而当激光光源移开该处后,导轨受基材自冷作用表面温度迅速降低,即呈现出急冷急热特征,在光斑沿导轨表面移动的过程中,熔池随光源同步移动,温度场亦随之变化。这与实际情况相符。
对导轨激光熔覆过程的有限元模拟有助于我们对激光熔覆层组织形成机制及凝固过程有更好的认识,在温度场有限元模拟的基础上,我们可以进一步研究导轨激光熔覆过程中残余应力的计算以及熔池流场的模拟等。
3.5 熔覆结果
采用激光熔覆修化技术对机床导轨磨损处涂覆的合金熔覆层,经检测3处熔覆处表面硬度平均达到55 HRC,大大提高了机床导轨运动段处的耐磨损性和其他机械性能。将该导轨投入生产使用中,所加工出的深孔零件精度相比修复前提高了40%。实践表明,采用光纤激光再制造设备对机床导轨进行激光熔覆再修复的工艺方法可行并有可观的前景。
4 结语
光纤激光熔覆修复技术是利用高性能激光束优良的特性,在金属材料表面形成与基体呈冶金结合的高硬度、无裂纹、高性能涂层,是集光纤制造技术、激光熔覆技术、机器人技术与数控加工技术于一体的先进制造技术。光纤激光熔覆修复后的机床导轨的使用寿命大大提高。该方法具有技术先进、修复方便、安全性高等突出特点。应用光纤激光熔覆技术修复机床导轨,可以减少机床导轨的更换检修时间,提高机床整体的加工精度,并可实现机床的实时快速修复,节约大量资金,对于实现绿色制造与建设节约型社会有着广泛而深远的意义。
[1]蒋德奇,韩立忠,周翠丽.机床导轨的保护与维修[J].设备管理与维修,2006(11):12-13.
[2]Qian Ming,Lim L C,Chenc Z D.Laser cladding of nickel- based hard facing alloys[J].Surface and Coatings Technology,1998,106(2/3):174-182.
[3]沈宇,关义青,白松,等.激光熔覆技术的发展现状及展望[J].制造技术与机床,2011(10):21-24.
[4]张建军.激光熔覆技术在机械修复中的应用[J].自动化与仪器仪表,2011(5):99-100.
[5]唐英杨,杰艺.激光熔覆镍基粉末涂层的研究[J].热加工工艺,2004(2):16-22.
[6]余廷,邓琦林,董刚,等.钽对激光熔覆镍基涂层的裂纹敏感性及力学性能的影响[J].机械工程学报,2011,47(22):25-30.
[7]王致坚,邢飞,孙少妮,等.激光再制造技术熔覆工艺设计[J].激光杂志,2011,32(6)47-49.
[8]张春华,张宁,张松,等.6061铝合金表面激光熔覆温度场的仿真模拟[J].沈阳工业大学学报,2007(3):267-270.
[9]卢金斌,王志新,席艳君.基于有限元的激光熔覆温度场分析[J].中原工学院学报,2005,16(6):58-60.
猜你喜欢
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
矿冶工程(2021年6期)2022-01-06
中学生理科应试(2021年10期)2021-12-07
石材(2020年11期)2021-01-08
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
热喷涂技术(2019年3期)2019-11-14
中国特种设备安全(2019年7期)2019-09-10
电子制作(2018年9期)2018-08-04
装备机械(2017年4期)2018-01-23
