
基于触摸屏与PLC的自动镗铣床控制系统研究
2012-10-23 05:50齐凤莲陈晓男许丽娟雷东亮
制造技术与机床 2012年6期
齐凤莲 陈晓男 赵 民 许丽娟 雷东亮
(沈阳建筑大学交通与机械工程学院,辽宁沈阳 110168)
传统的普通镗铣床采用继电器-接触器控制系统对其工作进行控制,有接线复杂、故障率高、自动化程度低等缺点,并且由于其系统大多采用开环控制,机床发生故障时没有检测装置,会对后期的机床维护诊断带来困难。尽管一些进口的数控镗铣机床拥有诸多优点,但其价格高昂,并且目前很多企业中还存有大量的普通镗铣机床。鉴于此,为了使普通镗铣床拥有部分数控机床的优点,我们对普通镗铣床进行数控改造。在镗铣床控制系统的选择方面,我们选择了PLC(可编程控制器)做为系统的控制核心。PLC作为近几年比较普遍采用的控制系统具有功能完备、组合灵活、编程方便、稳定可靠和抗干扰性强等优点,其结构特点完全能够满足镗铣床的系统控制及其工作环境的要求。但单纯的PLC控制系统不宜实现现场监控以及工艺参数的现场设置和修改,为了解决这一问题,我们选用触摸屏作为机床设备的人机对话接口来完成对机床的输入输出显示。实践表明,PLC-触摸屏构成的监视控制系统不仅可以替代传统的控制面板和键盘输入,而且能以图形化的方式描绘自动加工过程,操作者可以通过触摸屏输入的方式执行设备的各项功能[1-3]。
1 PLC-触摸屏控制系统的工作原理
镗铣床工作大致可分为主轴箱升降运动(Y轴)、工作台的回转运动(B轴)、上滑座移动运动(X轴)、下滑座移动运动(Z轴)、镗杆的移动运动(W轴)、平旋盘滑块移动运动(U轴)及主轴的旋转,在PLC-触摸屏控制系统下这些运动均由PLC来实现转换。
1.1 控制系统的执行
图1为系统的工作原理图,PLC与触摸屏构成的控制系统主要由可编程逻辑控制器模块、进给伺服控制模块、主轴伺服控制模块、测量模块、输入、输出及通信模块等组成。当要执行机床操作时,首先启动主轴箱油泵,待操作者通过触摸屏输入指令后,系统会自动调出与触摸屏输入指令地址相对应的PLC程序,PLC通过执行梯形图程序来控制其触点,从而达到对接触器、伺服电动机、电磁离合器、换档电磁阀以及机床各个部件控制的目的。同时,PLC还会把光栅尺传感器、伺服电动机编码器、旋转编码器、限位信号等一系列反映镗铣床工作状态的信息送回触摸屏,用户可以通过在触摸屏上调整参数值来实时调整机床的工作状态。而当机床一旦发生故障,PLC还会将传感器与编码器等反馈的信息进行比较来判断其故障原因,并显示一些重要的参数来实现机床的自我诊断[4]。

1.2 PLC-触摸屏镗铣床的定位系统
本PLC-触摸屏控制系统在上滑座移动运动(X轴)、主轴箱升降运动(Y轴)、镗杆移动运动(W轴)这三个轴的定位方面分别加入了光栅尺位移传感器。每当执行完一个操作,光栅尺会将实际的位移量以脉冲次数的形式反馈到PLC,PLC通过高速计数器记录下反馈脉冲次数,并将接收的脉冲次数进行计算得出实际位移,然后存入到PLC的一个内存地址中,再通过触摸屏读取这个地址的数值来显示实际位移量。如果实际位移量与输入数值发生偏差,就需要进行调试,以此来保证机床加工的精度。可以说,与传统简单编码器定位的开环镗铣床控制系统相比,由光栅尺组成的具有反馈功能的闭环定位系统可以带来更高的精度。
1.3 PLC-触摸屏镗铣床的润滑系统
本设备的润滑主要包括下滑座导轨润滑和主轴箱导轨润滑两部分,采用了集中润滑方式,由液压泵提供一定排量、一定压力的润滑油。由PLC控制打油时间和间隔时间、处理报警信号和控制换向阀等动作,并且通过软件将润滑间隔时间预先设置为每1 h自动润滑10 s。在机床已放置很长时间未使用的情况下,在第一次启动机床时,通电后要先按导轨润滑按钮来进行机床初始润滑以保证机床正常运行。
2 控制系统的硬件组成
如图2所示。根据设备的工艺要求,本控制系统的PLC选用了西门子S7-200系列CPU224XP,其内部集成了14路输入接口和10路输出接口,2路模拟输入点和1路模拟输出点,2个高速脉冲输出,2个RS485通讯/编程口,其高速计数器可以采集100 kHz的脉冲,输出脉冲也可以达到100 kHz。由于控制系统中需要5路高速脉冲计数器,而所选PLC型号只有4路,为满足接口的需求,我们使用了两块PLC构成可编程逻辑控制器模块,分别为1#PLC和2#PLC。在两块PLC功能分工方面,1#PLC主要负责机床进给伺服驱动器、电磁离合器和换档电磁阀,2#PLC主要负责机床主轴伺服驱动器;在两块PLC之间的数据传输方面,1#PLC为主机,当使用触摸屏输入指令时,指令通过PPI协议进入1#PLC,经1#PLC处理后执行指令;而当使用控制面板输入指令时,指令要先进入2#PLC,经2#PLC传输到1#PLC,再由1#PLC进行数据处理,之后执行指令[5]。这里1#PLC的Port1端口与2#PLC的Port1端口通过西门子PPI协议交换数据。

为使系统具有更好的可靠性与兼容性,触摸屏选择了同一品牌的西门子MP277-10.4 Touch,其内部提供了6MB的内存空间可用于存储数据,1个RS422/RS485接口、2个USB接口和1个Ethernet接口用于数据通讯。MP277的软件系统使用了 Windows CE 5.0操作系统,其非易失性报警缓冲给操作和服务等人员提供了方便[6]。而与触摸屏同为输入设备的控制面板的外表面使用了薄膜开关作为人机接口,内部使用自行设计的电路板进行控制,可实现按钮的处理和对应指示灯的显示,数据通讯时把按键值用RS-485接口发往设为自由口通信的2#PLC主机的Port0端口。
在伺服电机部分,系统分别选用了广州数控15 kW主轴伺服电动机和4.7 kW进给伺服电动机这2台伺服电动机作为运动的执行单元,负责对外输出动力。其中15 kW主轴电动机负责主轴和平旋盘的旋转;而4.7 kW进给电动机控制机床下滑座移动、上滑座移动、工作台回转、主轴箱升级、镗杆移动运动及平旋盘滑块的运动。其具有位置、速度和转矩控制、动态制动、抱闸励磁输出、振动抑制、伺服调整、电子齿轮、分频输出信号和报警记录等功能。
3 控制系统的软件设计
本系统采用SIEMENS S7-200PLC配套的编程工具STEP 7-Micro/WIN进行系统参数设置、PLC程序的编制、测试、调试和文档的处理。编程软件主要用梯形图编写,程序编译正确后用 RS232下载到 PLC中[7]。
3.1 触摸屏的界面设计
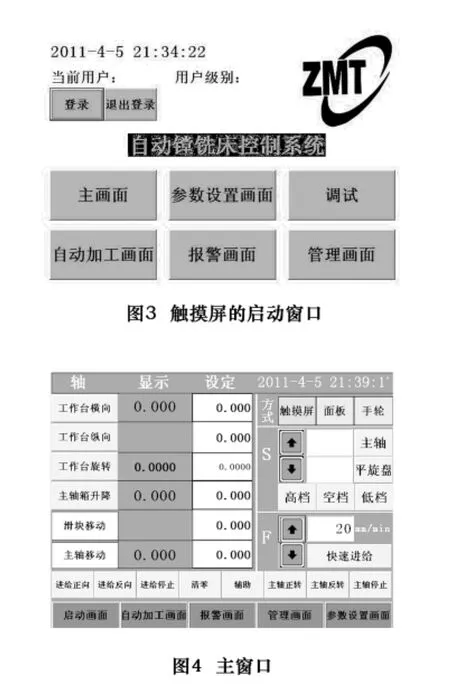
根据设备工艺和控制要求,触摸屏的软件设计采用WinCC flexible Standard 2008组态软件,它可以为所有基于 Windows CE的 SIMATIC HMI设备组态。WinCC flexible与编程软件STEP 7集成一起,控制系统使用统一的通信协议、统一的数据库和统一的编程组态工具。我们通过该软件内置的工具库设计出机床需要使用的软件界面[8-10]。该系统所涉及的界面窗口主要包括1个启动窗口和6个功能窗口,如图3、图4所示,分别为触摸屏系统的启动界面和主界面。系统启动自检后首先进入启动窗口(如图3),启动窗口包含时间显示、用户登录信息、用户级别、机床LOGO等一些基本数据外主体显示的是进入各个功能窗口的按键,通过点击按键可直接进入各个功能窗口。在主窗口中(如图4)用户可以设定工作台移动方向及其移动数值、主轴箱升降方向及其升降数值、滑块和主轴移动方向及其移动数值;机床高档、低档、空档间的切换;机床进给与主轴电动机的正向、反向与停止;同时还包括系统的清零、辅助、快速进给的转速等其他功能,也是机床操作者最经常使用的窗口[11]。
除此之外系统还包括自动加工窗口、管理窗口、报警窗口、参数设置窗口、调试窗口。这些都为机床的操作提供了方便。当计算机设计好这些窗口以后,通过将PC的Ethernet接口与触摸屏的Ethernet接口通过网线连接,将设计好的窗口画面从计算机传送到触摸屏,同时在画面的设计调试过程中,仍然可通过网线将触摸屏的窗口画面回传到计算机再对其进行修改。
3.2 两台PLC之间数据通讯
S7-200 PLC之间的PPI通信通过Profibus电缆分别连接到各个PLC的Port1上,并使用USB/PPI多主站电缆与装有STEP 7-Micro/WIN的计算机相连,组成一个使用PPI协议的单主站通信网络[12]。首先在STEP 7-Micro/Win编程软件内设置端口,将2#PLC设为主站,站地址为2;1#PLC设为从站,站地址为3;编程用的计算机的站地址为0。然后,用NETR和NETW指令编写PPI通信程序,S7-200 PLC之间的PPI通信可以在主站侧通过调用NETR和NETW指令实现数据的交换,从站侧不需要编写通信程序,只需向数据缓冲区提供数据或从缓冲区提取数据即可[13-14]。本系统在主站侧(2#PLC),将 VB500 ~VB509设为接收缓冲区,将VB400~VB409设为发送缓冲区;在从站侧(1#PLC),将VB507~VB516设为接收缓冲区,将VB407~VB416设为发送缓冲区。如果要调试数据,在主站侧则需将要送入对方的数据存入VB400~VB409并从VB500~VB509提取对方送来的数据;在从站侧则需要将要送入对方的数据存入VB407~VB416,并从VB507~VB516提取对方送来的数据,编程时可直接使用。
4 结语
本系统利用触摸屏和PLC成功实现了对普通镗铣床的自动化控制。该系统运行良好,可靠性高,操作方便,达到了设计要求,满足了控制系统的需要。同时该系统也可以应用于其他行业设备的改造,具有较高的推广和使用价值。
[1]吴宝萍,范四立,叶静.浅谈旧机床数控改造[J].中国设备工程,2003(3).
[2]沈军.数控机床改造方案的选择[J].数控机床市场,2006(4).
[3]张晓杰,王君艳.基于触摸屏、PLC及伺服驱动器的伺服系统[J].微特电机,2010(3).
[4]吕品.PLC和触摸屏组合控制系统的应用[J].自动化仪表,2010(8).
[5]Parr E A.“Programmable controllers”[M].Newnes,Oxford,2003:10 -55.
[6]西门子(中国)有限公司自动化与驱动集团.MP277西门子面板下载手册[Z],2008.
[7]廖常初.PLC编程及应用[M].北京:机械工业出版社,2005.
[8]于晓辉,顾海明.S7-200及工控组态软件WinCC的应用[J].机械工程与自动化,2006(2):134-135.
[9]许磊,于海生.基于钻WinCC及S7-200PLC的电梯监控系统设计[J].机械工程与自动化,2008(2):117 -119.
[10]李炜,马思乐.基于S7-200与WinCC的温室控制系统设计[J].PLC&FA,2008(1):45 -46.
[11]Li G,Ying J,Wu M H.A configuration software system for industrial monitoring and controlling information acquisition[C].Proceedings International Conference,Hangzhou,2004:466 -470.
[12]郭宗仁.可编程序控制器应用系统设计及通信网络技术[M].北京:人民邮政出版社,2002.
[13]王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学,2005.
[14]王小曼.现代可编程控制器网络通信技术[M].北京:中国电力出版社,2006.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
当代陕西(2019年24期)2020-01-18
装备制造技术(2019年12期)2019-12-25
活力(2019年17期)2019-11-26
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年2期)2017-05-04
科学与财富(2016年34期)2017-03-23
