高速立式加工中心防护装置测试系统构建*
2012-10-23 10:03:24马晓钢
制造技术与机床 2012年3期
夏 田 金 超 马晓钢
(陕西科技大学,陕西西安 710021)
为了检测高速立式加工中心防护装置在高速情况下速度与振动是否达到要求,设计了高速立式加工中心防护装置测试系统。并用该系统测试了V-40立式加工中心防护装置的速度与振动[1-2]。
1 防护装置试验台测试系统设计
测试系统总框图如图1所示。由传感器获得防护装置各罩片的速度与振动信号,并将其转换为电压模拟信号,经过信号调理器调理后进入数据采集卡将信号经过模数转换将模拟量转换为数字量,转换结果经由缓冲存储器存入带有分析软件的计算机中。由分析软件进行数据的分析与处理。

1.1 硬件系统的选型
该系统是对防护装置的速度与振动进行测试,在硬件方面需要压电加速度传感器、信号调理器、多通道数据采集卡、工控机与显示器[3-4]。该系统采用朗斯测试技术有限公司的LC0109、LC0104T压电加速度传感器与电荷放大器集成,无需另配电荷放大器。信号调理器采用LC0201信号调理器。
1.2 系统软件部分设计
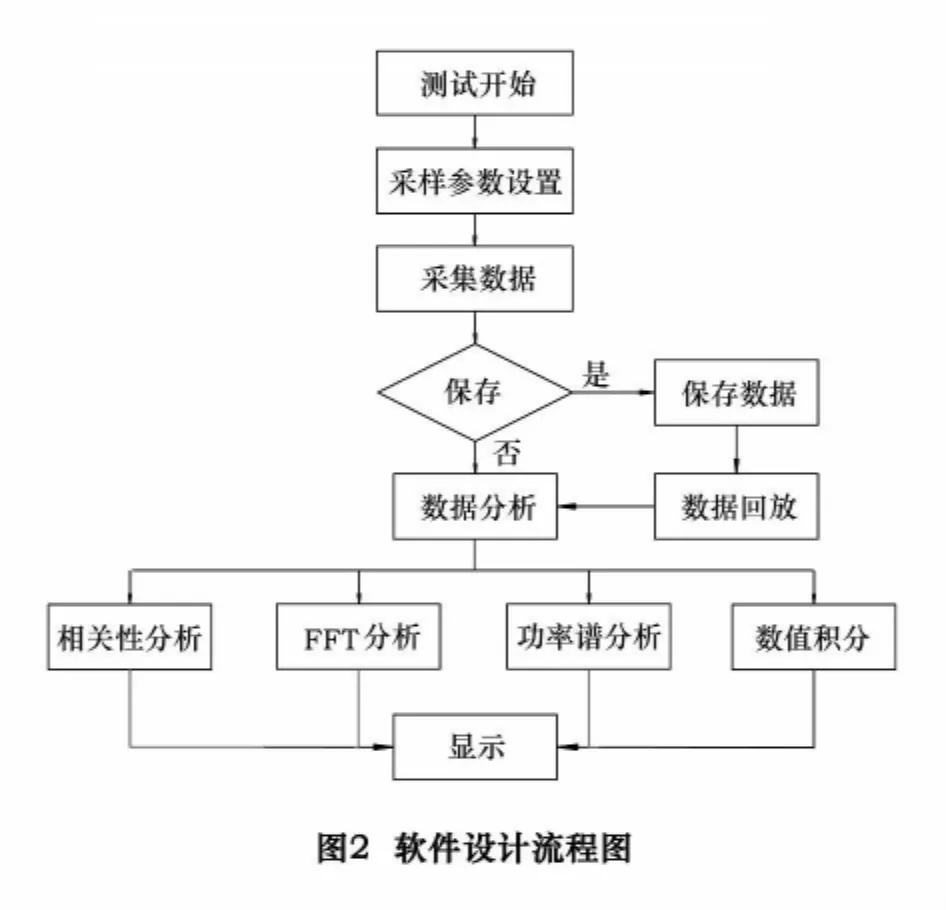
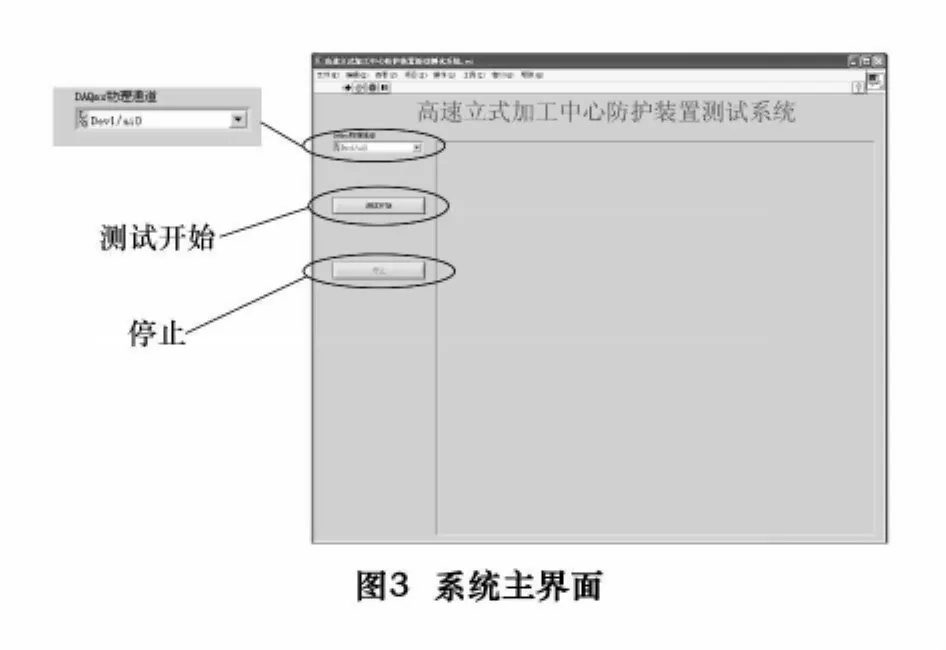
软件部分的开发是测试系统的关键。该系统软件部分是由LabVIEW8.2来实现的。该软件的设计流程图如图2。该系统运行后首先设置采样通道、采样频率和采样点数等参数;然后通过压电加速度传感器,信号调理器和数据采集卡将防护装置的振动与速度信号传入计算机;采集的数据可以选择进行离线分析或在线分析。在线分析即直接将计算机接收的信号送入数据分析模块进行数据分析和处理;离线分析即将数据保存至计算机,分析时用数据回放模块打开已保存的数据即可分析。数据分析模块包括自相关性分析、FFT分析、功率谱分析、数值积分。分析结果会由显示模块显示。系统主界面如图3所示,采用子VI动态调用的方法[5],调用数据采集模块与数据分析模块。其程序框图如图4。
2 测点布局与测试
测点布局如图5所示,命名与工作台联接的罩片为罩片一,沿远离工作台方向的罩片名称依次增大,即在罩片一、罩片二、罩片四上分别用磁力吸座放置了LC0109、LC0104T、LC0104T三个压电加速度传感器。其中LC0109可同时测X向与Z向2个方向加速度,LC0104T只测Z向加速度。
3 测试结果
测试结果如图6所示。图6a为采集到的罩片一X向的加速度;图6b为罩片一Z向的加速度二次积分所得的位移图;图6c为罩片二Z向的加速度二次积分所得的位移图;图6d为罩片四Z向的加速度二次积分所得的位移图。


4 结语
如图6中 b、c、d,罩片一、罩片二、罩片四的振动幅值最大值不大于1 mm,在允许范围内。通过建立高速立式加工中心防护装置测试系统,可进行对防护装置速度与振动的测试,保障防护装置达到设计要求。
[1]李德葆,张元润.振动测量与试验分析[M].北京:机械工业出版社,1992.
[2]张令弥.振动测试与动态分析[M].北京:航空工业出版社,1992.
[3]赵永立.基于LabVIEW的车辆振动测试分析系统研究[D].天津:河北工业大学,2003.
[4]李晓玲.基于虚拟仪器的汽车制动器振动及噪声测试分析仪的设计[D].天津:河北工业大学,2007.
[5]陈锡辉,张银鸿.LabVIEW 8.20程序设计从入门到精通[M].北京:清华大学出版社,2007.
猜你喜欢
当代水产(2022年6期)2022-06-29 01:12:20
今日农业(2021年19期)2021-11-27 00:45:49
基层中医药(2021年5期)2021-07-31 07:58:24
舰船科学技术(2021年12期)2021-03-29 01:28:10
今日农业(2020年13期)2020-08-24 07:35:28
装备制造技术(2020年12期)2020-05-22 09:24:58
今日农业(2019年16期)2019-01-03 11:39:20
汽车观察(2018年12期)2018-12-26 01:05:42
金桥(2018年4期)2018-09-26 02:24:46
劳动保护(2018年8期)2018-09-12 01:16:14