
Peakvue技术在轴承故障诊断中的应用
2012-10-21 11:54:52中国石油大港石化公司李建勤胡玉荣
中国设备工程 2012年1期
中国石油大港石化公司 李建勤 胡玉荣
中国石油大港油田炼达公司 胡继辉
中国石油大港油田第二矿区管理处 申 强
通过实例介绍CSI2130双通道数据采集器中的Peakvue技术以及在滚动轴承故障诊断中的应用。
滚动轴承是机器的易损件之一,据不完全统计,旋转机械的故障约有30%是因滚动轴承引起的。而滚动轴承的故障原因十分复杂,需重视其诊断工作。
Peakvue技术是近年来国外发展起来的一项新的信号采集与处理技术,它可以有效诊断滚动轴承和齿轮的早期故障。大量监测实践表明:与传统的共振解调技术相比,它具有显著的优点,能发现更多的设备问题。Peakvue是一种捕捉给定时间间隔里时域波形峰值的振动信号分析方法。当出现金属对金属的撞击时,会出现应力波。早期的疲劳剥落、齿轮和轴承缺陷、摩擦磨损和冲击等都会产生应力波。高级专利技术PeakVue正是通过采集和监测这些短暂的应力波,获得其峰值及出现的频率,并转换为频谱进行分析。在监测滚动轴承时,关注的重点是早期发现故障,并监控故障的发展情况,Peakvue技术可以检测出轴承的早期故障及轴承或齿轮的润滑状态,并可以准确地预测出故障的严重程度,跟踪Peakvue趋势就可以准确地判断出轴承故障的发展进程,也能够帮助洞察发展中的裂纹和其他的结构缺陷。
一、Peakvue技术简介
一般情况下,采样时间间隔通常由分析带宽决定,绝大多数分析仪或数据采集器的采样时间间隔为2.56fmax的倒数。Peakvue分析方法采用高速采样技术,对于高通滤波后的信号采样点数量为1×105/s。此后再对这些波形进行处理,得到Peakvue波形和频谱。
Peakvue信号处理过程如下:(1)高通滤波。应力波是短时的瞬态事件,特点是分布频带宽。加速度传感器获得的冲击信号要进行高通滤波(1kHz以上),把冲击引起的特征振动与诱发的常规振动信号分离开;(2)包络检波处理;(3)高速采样处理,得到峰值波形。对峰值波形采样并进行FFT处理,得到Peakvue波形和频谱。
相比其他轴承检测方法,Peakvue技术具有以下优点:(1)直接拾取金属冲击造成的冲击脉冲(峰值),真实反映冲击大小;(2)数字高频采样,不受采样定律限制;(3)有针对性地测试应力波信号,例如疲劳裂缝、摩擦、磨损或故障早期的冲击,运用Peakvue技术可测量频率并同时获得准确的幅值;(4)不仅故障得到预先的警告,而且故障严重程度也可以进行趋势测量;(5)Peakvue提供早期准确的检测,更加利于检修和更换的计划性,降低成本,避免停机,减少备件。
二、典型案例分析
1.强制循环热水泵电机轴承保持架故障(轴承型号6319/Z2)
测点布置图见图1。监测过程及故障现象:2009年12月10号,监测三联合强制循环热水泵P-2103/1时,发现该泵电机轴承杂音大,测试中有明显的冲击,电机远端轴承(测点1位置)的Peakvue值从之前的0.2突然长到2.5,存在明显的轴承保持架故障特征频率,如图2所示。

图1 P-2103/1测点布置简图

图2 电机远端轴承Peakvue值趋势、频谱及时域波形
由图2看出,轴承Peakvue值由12月9日的0.2突然增大到2.5,频谱图上显示19.51Hz及其倍频,经计算为轴承6319/Z2保持架故障特征频率。
监测效果:根据故障现象判断,该泵电机远端轴承保持架有损坏,建议车间停泵修理。对拆检后的轴承进行检查,发现轴承保持架已经松脱,引起轴承保持架碰磨轴承内圈,产生明显的边缘磨损卷边。与监测得到的结论一致。
2.分馏塔底泵300-P-203A电机轴承内、外滚道面故障(轴承型号6316)
测点布置图见图3。监测过程及故障现象:2009年12月31日,监测发现二联合车间分馏塔底泵300-P-203A的电机靠联轴器侧(测点2位置)的振动有明显的增长趋势,且伴有轴承杂音,泵侧振动基本无变化。
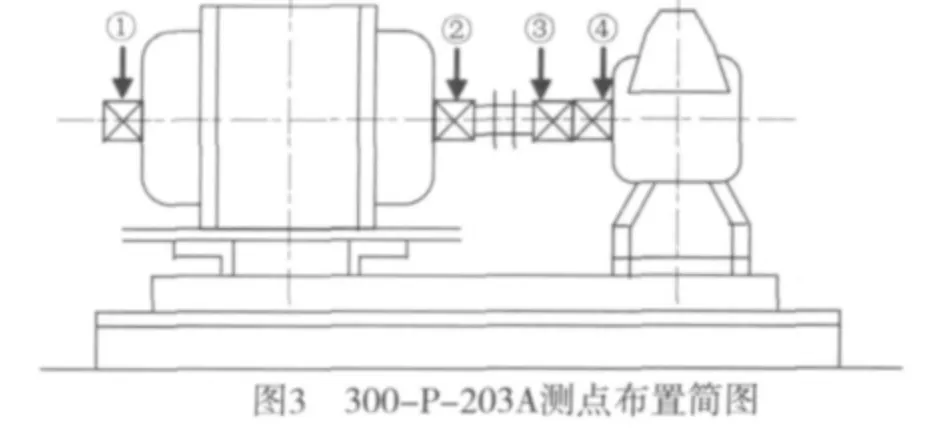
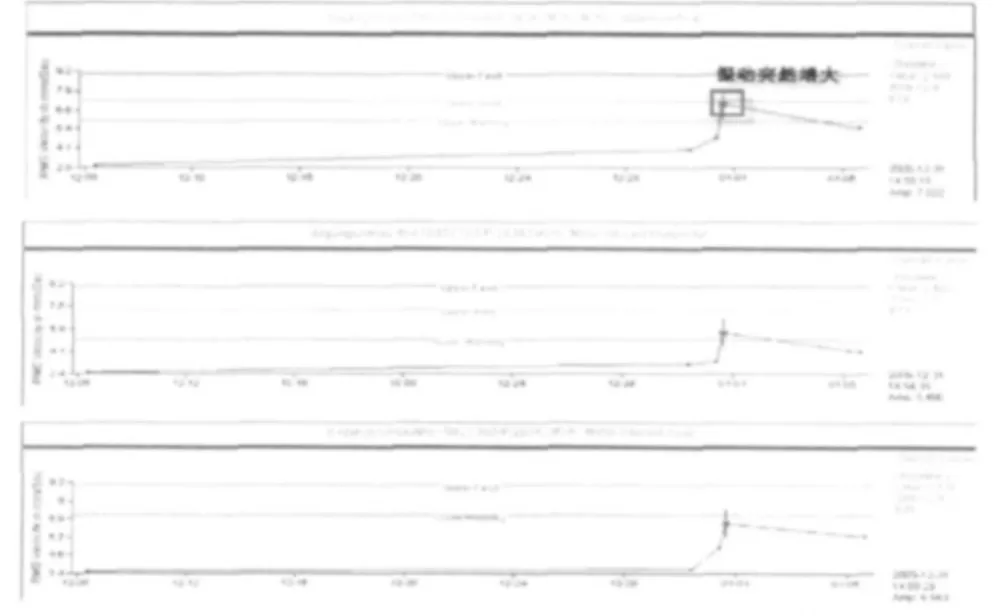
图4 泵300-P-203A电机靠联轴器侧振动趋势图
图4中,最高点为2009年12月31日振动值,2010年1月5日为电气更换润滑脂后的数值,从图中可以看出该处径向和轴向的振动变化趋势一致,换油后对振动改善不大。

图5 电机更换润滑脂前后的波形变化图
图5显示,对比电机更换润滑脂前后的时域波形,发现冲击值没有明显改善,换油后冲击仍然很大,且图形上更清晰的显示出振动冲击,排除了缺油故障。
图6、7显示轴承存在明显的故障特征频率,153Hz为该轴承的外滚道故障特征频率,244Hz为该轴承的内滚道故障特征频率。
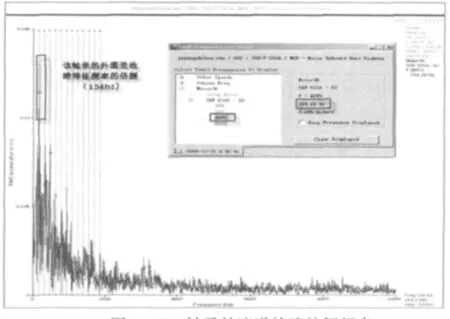
图6 6316轴承外滚道故障特征频率

图7 6316轴承内滚道故障特征频率
监测效果:综上判断,该泵电机内侧轴承内外滚道面存在缺陷,引起电机侧振动增长,建议更换轴承。轴承拆检后,看到明显的轴承内、外滚道面故障。
3.三联合车间粗汽油泵P-2203/2泵出口端(轴承型号7314)润滑油质脏
测点布置图见图8。监测过程及故障现象:2009年12月30日,测试发现三联合车间P-2203/2泵出口端轴承(测点4位置)突然出现明显的冲击信号,Peakvue值突然增大,从0.4到0.7,冲击能量值从3突然涨到8,但振动基本无变化。
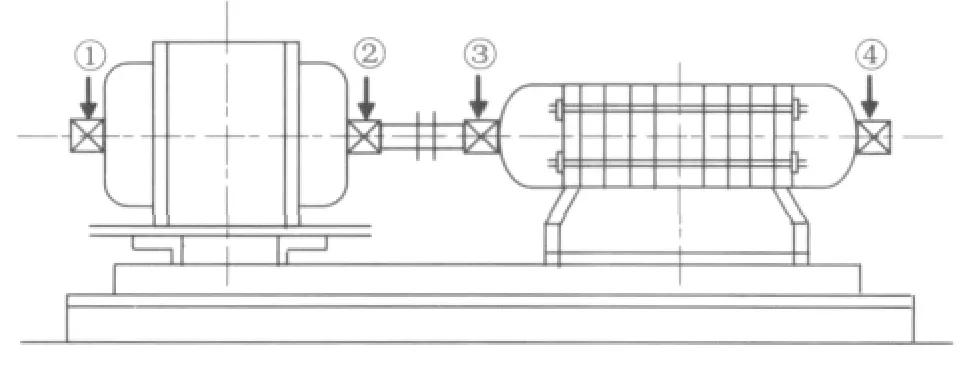
图8 P-2203/2测点布置简图
监测效果:泵侧振动无明显的变化,时域波形自相关后无明显的周期冲击信号,不存在轴承的特征频率,判断该故障可能来自于润滑故障,通知车间彻底更换润滑油,12月31日再次检测,Peakvue值恢复至0.4,保持架故障特征频率消失。证明故障为润滑不良造成的。
三、总结
对于该种技术,没有强制标准确定多大的数值视为部件失效,在实际工作中总结几点体会供参考。
(1)通过趋势变化去发现可能存在的异常。
(2)加速度时域波形中PK-PK大于6g's应注意振动情况变化。
(3)Peakvue频谱图中注意轴承特征频率成分。
(4)注意振动频谱中出现轴承特征频率成分变化。
在实际应用中,当振动频谱中出现明显的轴承特征频率成分、加速度时域波形中PK-PK大于20g's 或更高、Peakvue加速度有效值大于2.5g's时,进行轴承更换。每次拆检轴承时可见明显缺陷,实际监测中没有出现因为轴承故障引起的恶性事故。
综上所述,Peakvue是一项能及时发现早期滚动轴承故障的技术,通过监控Peakvue振动的趋势变化,就可以发现滚动轴承的早期故障。辅助之于频谱分析和自相关分析则可使故障诊断更加准确,取得较准确的诊断结果。
[1]钟秉林,黄仁.机械故障诊断学[M].北京:机械工业出版社,2000.
[2]高景俊,孔胜军,张宝海,张元策.PeakVue高级专利数据技术在轴承故障诊断中的应用[J].中国设备工程,2007(11).
猜你喜欢
空间科学学报(2021年6期)2021-03-09 06:20:14
哈尔滨轴承(2021年4期)2021-03-08 01:00:50
哈尔滨轴承(2020年3期)2021-01-26 00:34:54
科技创新与应用(2020年4期)2020-02-25 13:31:25
光学仪器(2019年3期)2019-02-21 09:31:55
制造技术与机床(2018年12期)2018-12-23 02:41:22
测控技术(2018年7期)2018-12-09 08:58:22
湖北农业科学(2017年12期)2017-07-15 20:45:34
无线电通信技术(2015年3期)2015-12-23 11:37:00
轴承(2014年12期)2014-07-21 09:35:18
