
基于PLC1200的枪弹长度检测机智能化改造设计
2012-09-26 09:31丛培田
制造技术与机床 2012年4期
全 越 丛培田 韩 辉
(沈阳理工大学机械工程学院,辽宁沈阳110159)
目前生产中使用的5.8 mm枪弹弹长与合膛高度检测线机,是多年前生产的纯机械检测机,缺点之一是检测精度低,有合格品误判和不合格品漏判的情况;缺点之二是机器是纯机械组成,结构复杂,故障率高。为了提高设备的检测精度和降低设备的故障率,应用非接触检测技术、自动控制技术[1]和智能控制技术[2]对现有设备机械进行技术改造,科学处理机械、电气各部分的结合问题,使设备结构简单,操作维护方便。采用直接式非接触弹长检测传感器新技术[3],减少测量机构的机械传递、放大机构、机械配合和磨损等因素造成的累积误差,以实现检测机构的高精度、重复性和稳定性好、使用寿命长的优点。
1 检测系统的总体方案设计
1.1 设备智能化技术改造方案
图1为应用电子检测技术、自动控制技术和智能控制技术对现有设备进行智能化技术改造的方案。其中弹长检测装置和合膛高度检测装置采用非接触电涡流位移传感器方式实现弹长超差数值检测和合膛高度超差数值检测;弹长超差剔除和合膛超差剔除结构采用数控快速三位电磁控制结构技术,实现快速准确的定位控制。在合格品出口加合格品计数器,将合格品的数量信息传输给PLC1200;应用液晶屏实现对弹长的测量、合膛高度的测量、实现弹长超差与合膛超差的剔除控制、合格品数量的数据管理和显示[4]。

1.2 弹长与合膛高度超差量检测结构改造方案
如图2和图3所示,采用高精度非接触电涡流电磁位移传感器进行反映超差量的探杆极近距离量h的测量,经过信号调理器的转换,将机械量h变换为电压量vh,以利于后续电路系统对信号的数字量转换。变换过程中具有抗干扰技术,避免产生噪声干扰;同时确保测试系统具有线性特性。

1.3 弹长与合膛高度超差的剔除
超差剔除装置的3个位置,弹长超差剔除装置如图4所示的3个位置。产品合格,装置处于中间位置,产品不剔除;产品超长,装置处于左图位置,不合格产品落入右侧回收箱;产品超短,装置处于右图位置,不合格产品落入左侧回收箱內。

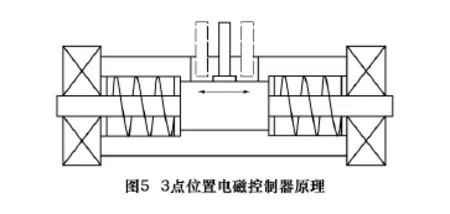
改造方案中采用图5所示,3点位置电磁控制器,剔除机构在0.2 s以内实现中间常态位置与端点位置的移动和复位,应用了数字控制技术、电磁技术、机械互锁机构、机械能机构恢复机构,实现检测机连续改造过程中的稳定可靠和低故障率以及检修的便捷性。
1.4 合格品计数器
枪弹生产中的准确计数对管理十分重要。系统中采用红外高灵敏度光电传感器,对出口的合格品进行检测,每过一个合格品,检测器准确产生一个正脉冲,并且传输给控制系统进行数据处理。
PLC1200控制系统是本设备的智能化技术改造的核心单元,系统由CPU、64k程序区、8k数据区、彩色液晶显示器、键盘控制器和通讯记录单元组成,实现对弹长与合膛高度测试单元的控制,和对剔除机构的控制[5]。

2 检测系统的程序设计
在检测系统硬件配置及传感器标定完成后,利用PLC1200编制相应的程序,完成数据的采集、分析、比较、输出指令、存储和显示。该程序主要包括检测信号的采集、比较判断控制指令的发出和数据的显示3大部分。
2.1 PLC1200的信号采集系统
高精度非接触电涡流电磁位移传感器进行反映超差量的探杆极近距离量h的测量,经过信号调理器的转换,将机械量h变换为电压量vh后,通过PLC1200的AI通道输入给CPU,输入的电压值,CPU每隔2 ms采集一次,梯形图程序如图7所示。
2.2 PLC1200比较判断控制指令的发出系统

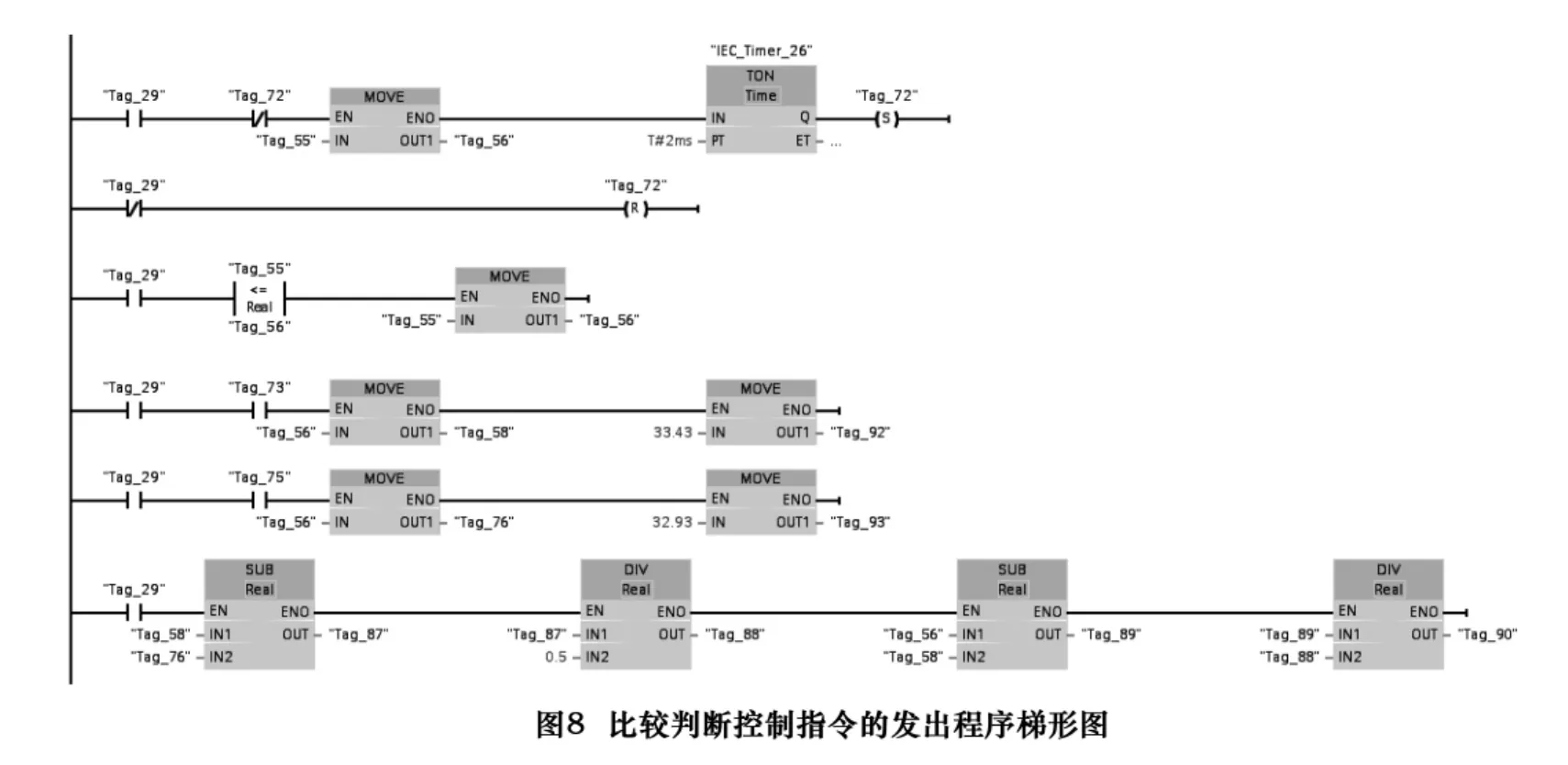
通过每次实时测得的最小电压值与标准弹标定时测得的对应的电压值比较大小,在范围内为合格;超出上限或低于下限,均为不合格,PLC1200对应发出超长或超短指令,控制三点位置电磁控制器的不同线圈,实现剔除机构在0.2 s以内实现中间常态位置与端点位置的移动和复位[6]。梯形图程序如图8所示。
2.3 液晶屏显示系统
液晶屏选用西门子品牌,通过以太网与PLC1200通讯,支持PLC编程语言,人机界面友好。
3 数据结果分析
本文论述的对现有设备机械改造最终实现的功能如下:实现对弹长测试单元的检测;实现对合膛高度测试单元的检测;实现对检测数据的计算和处理,判定是否合格;实现对弹长剔除机构的控制;实现过程数据的显示和存储。
弹长的上限值为33.45 mm,下限为32.95 mm,通过本检测系统,做了10组试验,每组试验件为超短、合格和超长弹各5发,总共150发弹,长、短检测及全部动作准确,合格品误判和不合格品漏判的情况为0,远远优于设备改造前2%~3%的误判率。其中一组试验数据结果如表1所示。试验数据表明,此次改造给军工企业带来了性能明显的高质量设备,同时改造成本低廉,开发周期短,使用简单、直观,比传统的纯机械检测设备具有更高性价比,更加便于操作,降低工人劳动强度,为军品质量带来了可靠的保障。
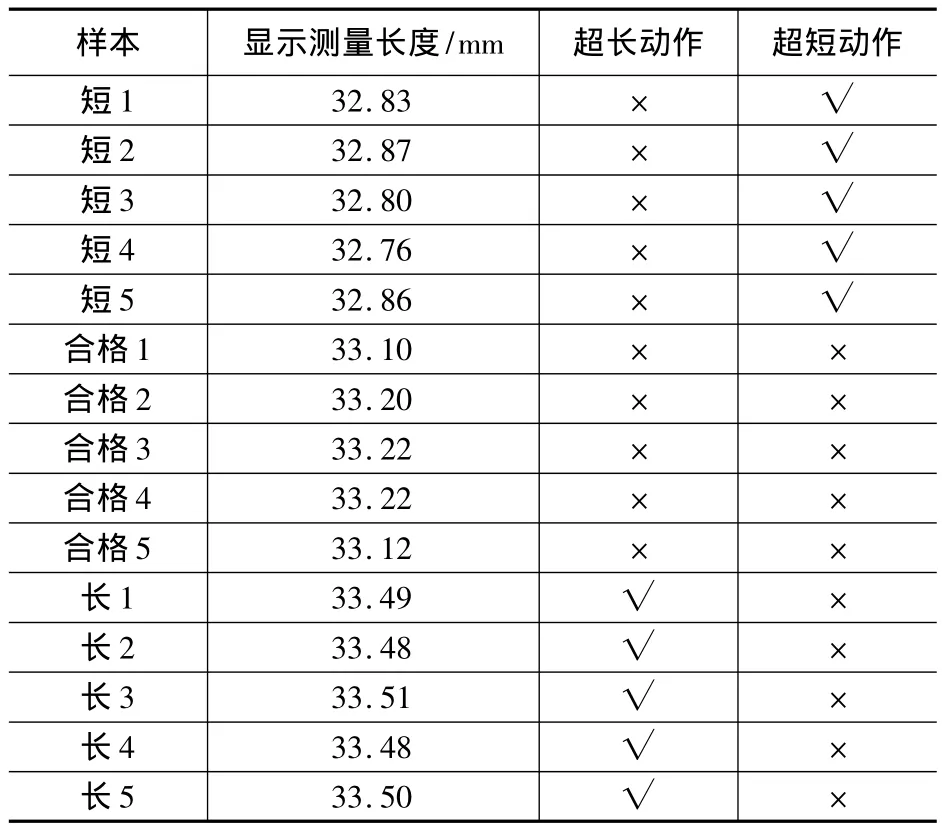
表1 弹长检测值及剔除动作一览表
[1]张春.深入浅出西门子S7-1200PLC[M].北京:北京航空航天大学出版社,2009:25-33.
[2]冯博,徐淑华.SIMATIC S71200可编程控制器技术特点[J].机械与电子,2010(23):120-121.
[3]强锡富.传感器[M].北京:机械工业出版社,2001.
[4]廖常初.S7-1200PLC编程及应用[M].北京:机械工业出版社,2010:3-21.
[5]SIEMENS.SIMATIC S7-1200可编程控制器系统手册[Z].2009:41-43.
[6]SiemensAG.SIMATIC S7-1200-micro controller for totally intergrated automation[Z].2009.
猜你喜欢
飞控与探测(2021年4期)2021-11-26
当代工人(2020年8期)2020-05-25
建材发展导向(2019年13期)2019-08-24
电子制作(2019年7期)2019-04-25
小溪流(画刊)(2017年12期)2018-01-10
好孩子画报(2017年4期)2017-04-13
大江南北(2016年8期)2016-02-27
儿童故事画报·发现号趣味百科(2015年12期)2016-01-25
当代修辞学(2014年1期)2014-01-21
空间控制技术与应用(2009年3期)2009-01-20
