BRC-300控制器与MFP模件在INFI 90系统中兼容性应用研究
2012-09-22 00:28:30姜烈伟
电力建设 2012年12期
姜烈伟
(广东粤电集团有限公司韶关发电厂,广东省韶关市512132)
0 引言
广东省韶关发电厂10号机组为300MW燃煤机组,配置东方锅炉厂根据引进美国福斯特·惠勒(FOSTER WHEELER)公司技术制造的 DG1025/18.2-II10型燃用无烟煤锅炉,配置东方汽轮机厂制造的N300-16.7/537/537-4型亚临界、中间再热、高中压合缸、双缸双排汽单轴布置凝汽式汽轮机。10号机组于2001年3月15日移交生产。该机组分散控制系统(distributed control system,DCS)采用美国ABB贝利公司的INFI 90分散控制系统,该系统由三大部分组成:操作员接口站、工程师工作站、通信网络和计算机接口单元以及过程控制单元。其中过程控制单元主要由通信模件、多功能处理器(multiple function processor,MFP)模件和双层结构的控制总线等组成,1个过程控制单元可挂接32个MFP模件,1个MFP可带64个I/O模件,通过功能码进行软件组态,采用存储转发的环状通信方式[1],可实现各种反馈控制、顺序控制、批量控制等。MFP模块既有很强的数据处理能力,组成适应各种控制的系统,又能借助本身独立的通信口进行各种数据交换,满足控制的需要,从而使其成为 INFI 90系统中实现控制的核心。
本文通过对INFI 90分散控制系统MFP模件的故障分析,在论证BRC-300控制器与MFP模件能够兼容工作的可行性后,利用控制通道总线实现BRC-300控制器与MFP模件之间的通信,避免因MFP模件故障而导致机组非计划停运。在2011年9月机组检修期间,将29对MFP模件中的10对故障MFP模件升级为BRC-300控制器。实际运行证明了该设计方案的正确性,实现了BRC-300控制器与MFP模件在INFI 90系统中兼容,应用至今,效果显著。
1 设备简介
10号机组的DCS系统设有11个控制柜,29对互为冗余的MFP模件。控制柜按功能划分,分控5个子系统:(1)模拟量控制系统;(2)炉膛安全监控系统和锅炉燃烧管理系统;(3)辅机顺序控制系统;(4)数据采集和处理系统;(5)汽轮机数字电液控制系统。MFP是INFI 90系统完成上述5个系统过程控制的核心模件,它是一个高集成度、高模件化、高效能的微处理器,能完成多种类型的过程控制和数据采集。为提高系统的可靠性和控制的完整性,MFP模件一般采用冗余配置[2],在冗余方式上不占用通信总线,1对冗余的MFP,使用同一个地址挂在控制通道上,共同支持子总线。从现场获得信息,它们同时接收数据,同时做控制运算,但只有1个输出运算结果[3]。在实际工作时,以一个MFP设置为主控来完成过程控制,另一个MFP设置为处于热备状态的副控,此模件只从现场获得信息而不能输出信号。一旦主控MFP发生故障,备用的MFP自动进入工作状态,而切换过程是无扰的。
2 设备现状及故障分析
2.1 设备现状
MFP模件在实际运行中的主要状况为:第一,经常出现故障报警。一旦出现故障,检修人员需立即开出工作票并查看故障的MFP模件的相关控制逻辑,通知运行人员。如果互为冗余的故障MFP模件同时离线需马上启动相应的应急预案。虽然故障模件在处理完成后,能够正常运行一段时间,但是往往还会出现相同的故障,不仅严重影响机组的安全稳定运行,还增加了检修、运行人员的工作量[4]。第二,由于MFP模件已经停产多年,备品很难采购到。第三,有时会出现互为冗余的MFP模件同时离线,导致运行人员根本无法判断设备的运行状况,甚至离线的MFP模件直接发出跳机信号,造成机组非计划停运,致使在机组重新启动过程中,消耗大量燃油,导致经济效益下降[5]。
通过查阅2010年3月1日至2011年6月1日DCS系统历史数据、设备缺陷记录和运行操作记录,统计了MFP模件的具体故障和次数,如表1所示。其中08-03-09表示为:8号控制柜3层第9块模件,非易失随机存取存储器 (non-volatile random access memory,NVRAM)、只读存储器 (read-only memory,ROM)。通过表1可以看出,MFP模件平均每天出现故障次数最多的为0.87次,已对机组的安全运行构成严重威胁。

表1 MFP模件故障及次数Tab.1 Failure frequency of MFP module
2.2 故障分析
通过查找设备缺陷记录,发现导致出现表1中第1至6项以及第11、12项的MFP模件故障原因有3个:①MFP模件尾部的金手指存在不同程度的氧化现象[6],从而使机组运行期间主、副控MFP不能正常通信而引发故障。②连接主、副控MFP模件的预制电缆插槽的金属片发生应力形变,直接导致MFP模件与预制电缆接触不良,进而引起MFP模件异常。机组在运行过程中,MFP模件出现故障后,不能更换预制电缆,也就不能彻底消除故障,给机组的稳定运行埋下安全隐患。③由于MFP模件已经停止生产,购买的备品也是翻新、返修或其他电厂淘汰的二手模件,不能保证MFP模件性能稳定。
虽然处于副控的MFP模件经常出现故障,主控MFP模件还能正常工作,但是,一旦此时主控MFP模件也出现异常报警,或者主、副控模件均运行正常,但主控MFP模件出现故障后副控不能自动切换为主控,这2种情况对于正常运行的机组来说都是致命的。例如,2010年4月12日21:15,10号机组负荷为300MW,突然主燃料跳闸(main fuel trip,MFT)保护动作,联跳汽机,但发电机未跳闸。检修人员到达现场进行事故处理,检查发现锅炉跳闸首出信号为“汽机跳闸”,汽机跳闸首出画面全部为粉色,于是对11号控制柜的卡件进行检查,发现该柜11-03-11/12的1对MFP同时离线,具体故障如表1所示。检修人员首先将主控MFP复位,然而复位后模件仍无法正常工作,随后将副控MFP断电,上电后模件工作正常。紧接着用1块备用MFP模件更换故障的主控MFP模件,并初始化且逻辑拷贝完成后,考虑原副控MFP可能存在安全隐患,于是也对其进行更换备用MFP模件处理。在机组重新并网后,对更换下来的2块MFP模件进行检测,发现主控MFP已经完全不能正常工作,副控MFP运行不稳定。原因为:MFP模件从出厂至今已超过10年,电子元器件的可靠性大大降低,其中部分元器件已老化、损坏,从而引起MFP模件故障[7]。在查阅2块MFP的控制逻辑及DCS系统的历史数据发现,其逻辑控制点均为开关量点,其中包括汽机主汽门的状态反馈和主汽门全关联锁跳闸锅炉、发电机等逻辑。当主、副控MFP均故障后,汽机主汽门全关联锁跳闸锅炉的信号(机组正常运行时该信号为1)状态发生翻转,导致MFT保护动作。然后锅炉再联锁汽机跳闸,而汽机主汽门全关联锁跳闸发电机信号(机组正常运行时该信号为0)保持不变,故DCS未向电气发送联锁发电机跳闸信号。上述所有保护信号均由继电器通过硬接线直接输出至各保护系统[8]。
3 BRC-300控制器与MFP模件兼容工作的可行性论证
从原因分析中不难看出,为了消除隐患,确保INFI 90系统的控制器正常工作,必须对10号机组的MFP模件进行改造。考虑到成本,故只针对以上表1中存在故障的MFP模件进行升级改造,改造后达到2个目的:第一,彻底解决现用MFP模件故障问题;第二,升级改造后保证其他MFP模件与新控制器能够兼容工作。在查阅了INFI 90分散控制系统的相关资料后,BRC-300控制器能够完全达到以上2个目的。
BRC-300控制器采用了目前最为先进的MCF5407,它是一个基于Coldfire V4的32位宽CPU(Central Processing Unit),基于RISC架构的CPU使得运算性能高达257MIPS,CPU同步获取内存中的数据,异步获取通信口的数据,高速、高效地执行ROM中的各种程序,读取有电池后备随机存储器(random access memory,RAM)中的控制策略,以及进行相应的运算,进而完成策略所规定的过程控制[9]。BRC-300控制器主要由微处理器、非易失随机存取存储器、随机存取存储器、只读存储器、直接存储器存取电路和各种支持电路所组成。BRC-300控制器功能如图1所示。BRC-300控制器使用控制总线完成与其他控制器的通信,控制总线接口使用了1个专用的集成电路,冗余的控制总线通过模件安装单元背板上的印刷电路板工作。BRC-300控制器同时通过这2个通道进行数据的接收和传递,这2个通道在接收数据后,由控制器对其完成完整性校验,通过这一方式,使由于电路板或模件安装单元背板的电路故障给控制总线通信造成的影响减到最小[10]。
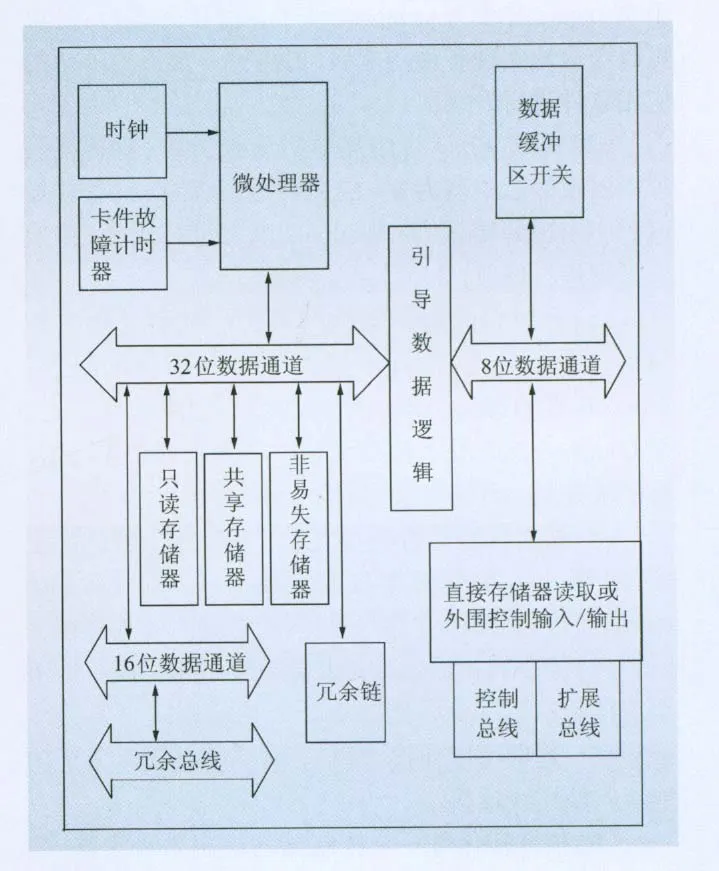
图1 BRC-300控制器功能框图Fig.1 Functional block diagram of BRC-300 controller
在BRC-300控制器冗余配置时,2个控制器间使用1条通信链连接起来。当主模件处在执行方式时,冗余模件处在热备用方式,并且通过冗余链接收主模件功能块输出的拷贝,如果主模件产生故障,热备用模件会通过该链完成切换而在线,控制过程不会中断。因此,BRC-300控制器能够完全解决MFP模件的现状问题,彻底消除故障,同时BRC-300控制器可以向下兼容,这就使其能够与MFP模件功能兼容。至此,可以确保INFI 90系统的控制器正常工作,实现了部分故障的MFP模件升级为BRC-300控制器,达到了升级改造后的目的。
4 方案设计及分析
4.1 软件升级
10号机组工程师站组态软件是Wintools版本,升级后的控制器BRC-300需要Composer4.2及以上版本才予以支持,而ABB最新版的Composer 5.0支持XP系统下稳定运行,因此可直接把工程师站组态软件升级为Composer 5.0版本。
(1)先将2台工程师站系统及逻辑组态文件进行备份,逻辑组态再进行单独光盘备份,以防止安装系统时出现数据丢失。先在其中一台工程师站进行升级,安装Windows XP SP3 EN操作系统,应用软件由Wintools升级为Composer 5.0。待软件运行稳定,可以安全地实现各种功能后,再将另一台工程师站的应用软件进行升级。
(2)对原Wintools组态进行转换升级,对转换过程中出现的后缀名为log的文件进行保存,检查转换过程中出现的错误,与Wintools组态进行对比,按照原逻辑进行修改。
(3)升级后的组态文件与备份的控制器内的逻辑组态进行对比,检查不同的地方和出现的错误,Wintools在组态是引用块处只需填写相应参数即可,而Composer 5.0是利用交叉参考名来识别和连接的,且要求在同一环路交叉参考不能同名。
(4)核对标签是否转换完整,标签的数量是否正确,对部分标签与操作员接口站(operator interface station,OIS)画面标签进行对比,验证是否转换正确。
(5)检查转换后出现的块之间的连接问题,并用线连接起来,Wintools组态中2个功能块间只要接线端靠在一起即可以连接,而Composer 5.0要求2个功能块间使用线连接。
(6)核查转化每一个控制器的组态是否完整,编译是否有错,然后下装到控制器进行测试。
4.2 硬件升级
控制通道是过程控制单元内部使用的网络。实现过程控制单元的MFP模件之间的串行通信是1个1m波特的串行通信链,最多可支持32个多功能处理器MFP模件和网络处理模件(network processing module,NPM)。控制通道允许过程数据、文件数据和计算机数据的交换,也能处理组态下装和参数整定。而主要负责控制器BRC-300之间的数据交换的控制通道总线,采用自由竞争式协议,无主从之分,为两端不封闭的总线结构,在同一时间内只有1个节点在发送信息,而其他节点都在收取信息。
由于INFI 90采用多级通信结构,通信系统的最上层为INFI-NET,是一个单方向的,高速串行数据高速公路,采用带冗余的环形网络结构,传输速率为10 Mbit/s。INFI-NET与过程控制单元的接口是冗余的网络接口子模件(network interface subnet-model,NIS)和网络处理模件NPM,NPM通过控制通道与MFP通信,因此如果在同一个控制柜内,NPM与BRC-300控制器或MFP模件与BRC-300控制器同时存在,为了保证MFP与BRC-300能够通过控制通道总线实现通信,避免它们之间相互误发数据,防止不相关的数据处理占用控制通道总线,必须将控制通道总线进行升级[11-13]。如果同一控制柜内所有控制器都为MFP或BRC-300,则不需要升级控制通道总线。本次8号、9号和11号控制柜的MFP模件升级后,在同一控制柜内只有NPM与BRC-300控制器一起工作,故只对NPM的控制通道总线进行升级。首先,检查模件中间位置的控制通道总线芯片,如果为部件号6644789A1或6644789A2的Daughter Board芯片,则需要升级为6644789A3,如果为部件号6644789A3的Daughter Board芯片,或为部件号BCN9011A的ASIC芯片,则不需要升级。然后,必须将Firmware芯片升级到F8及以上版本,否则NPM会出现异常,中断BRC-300控制器与其他模件之间的数据传输。
5 方案实施
机组检修期间,按照上述的设计方案,进行了相关的软件、硬件升级,其中硬件升级后正常。经监测,硬件升级完成后的数据信息如表2所示,完全达到了升级要求。而软件升级过程较为复杂,现就升级过程遇到的技术难题进行简要介绍,希望能对同类型机组改造有所借鉴。
(1)标签库导入问题。不能完成从OIS倒出标签库到Composer的操作。经分析可能原因为:①标签库中有非法字符,如%、()、*,有可能导致拷贝失败;②Composer文件中有部分标签的Block号和图纸上其他标签的Block号有冲突,会使标签库不能导入;③选择错误的导入格式,致使标签库发生错误;④如果标签中逻辑状态描述、工程单位在项目树中不存在,也会使导入数据库失败。
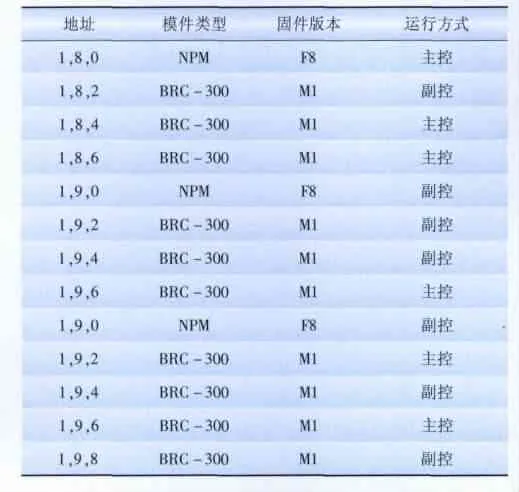
表2 硬件升级完成后的数据信息Tab.2 Data information after hardware upgrading
处理方法:①安装Composer 5.0 SP3;②在整理OIS的标签库时,确实发现有非法字符,在Composer项目树中拷贝标签库前,修改其中的非法字符;③确认项目树原标签的地址没有被修改且Block号无冲突;④先导入工程单位、逻辑状态描述、报警注释等;⑤在把标签库源文件导入Composer时,选择文件显示的缺省格式。
(2)不能增加画面和标签。在升级为Composer 5.0版本后,无法增加画面及标签。处理方法如下:①在Composer输入要增加的标签;②将新增加的标签拷贝到画面同步所用标签库;③根据Composer标签库的相关标签信息,在OIS增加标签;④编辑好需要修改的画面,保存退出;⑤光标指向画面名称,点右键做标签同步;⑥同步完成,再点右键编译好画面后,再通过FTP将画面传入 OIS;⑦在 OIS的 CONFIG目录,首先输入“FLUSH”清空缓存,再输入指令“PROCDT画面名称”将画面转到OIS,再次输入“FLUSH”清空缓存。
(3)Composer报错处理。在打开Composer后,系统会出现数据库错误。处理方法:在Composer的TOOLS菜单下先压缩,再故障修复,即可正常。
6 效果检查
经过7个多月的使用和观察,DCS系统8号、9号和11号控制柜的控制器没有出现任何问题,BRC-300控制器与原MFP模件之间通信正常,彻底解决了设备安全隐患问题,机组运行稳定,避免了机组非计划停运给电网带来的冲击[14],减少了由于MFP模件故障而导致机组启停所需要的燃油量,达到节能降耗的目的,同时取得了较好的经济效益。
7 结语
本文针对300MW燃煤机组INFI 90分散控制系统MFP模件故障,将29对MFP模件中的10对故障MFP模件升级为BRC-300控制器,利用控制通道总线实现了BRC-300控制器与MFP模件之间的通信,彻底解决了MFP模件故障。通过实际运行证明了BRC-300控制器与MFP模件在INFI 90系统中能够兼容工作,解决了互为冗余的MFP模件离线问题,有力地保证了机组的稳定运行。
[1]唐玉玲,汪小澄.基于OPC技术实现INFI-90系统实时数据开放[J].电力系统自动化,2004(6):88-90.
[2]黄焕袍,曲云.分散控制系统及其应用[M].北京:中国电力出版社,2010:55-63.
[3]赵晓平,张海婷.INFI90系统应用中的安全问题[J].山西电力,2010(5):41-42.
[4]陈清辉,张洪波,魏海燕.INFI90系统MFP处理器故障事故处理分析[J].山东电力高等专科学校学报,2004(4):13-15.
[5]邢刚果,鹿启伟.浅析如何降低发电机组的非计划停运[J].能源技术与管理,2009(5):50-52.
[6]李松法.电子元器件应用技术[M].北京:航空工业出版社,2009:102-113.
[7]王蕴辉,于宗光,孙再吉.电子元器件可靠性设计[M].北京:科学出版社,2007:296-318.
[8]王永建,史西银,许红彬,等.火电厂热工保护原理及应用[M].北京:中国电力出版社,2009:162-173.
[9]齐明.基于INFI-90的网络通信接口及应用系统的开发[D].保定:华北电力大学,2001.
[10]罗坤,方源,方彦军.基于美国ABB公司DCS的火电机组在线性能计算研究与实现[J].热力发电,2011(5):39-41.
[11]罗嘉,潘笑.INFI-90 SOE系统的网络与通讯[J].工业控制计算机,2003(8):49-50.
[12]单龙,李元元.ABB INFI90 DCS与Siemens PLC系统互联的实现[J].自动化与仪器仪表,2009(6):137-138.
[13]潘海波,王建勇.基于工控机和热工站通信方式的激励式DCS仿真系统设计[J].中国电力,2006(8):65-67.
[14]齐屹,马剑.宁夏电网火电机组非计划停运分析[J].宁夏电力,2008(3):4-7.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:24
交通科技与管理(2022年8期)2022-05-07 23:54:10
装备制造技术(2021年5期)2021-08-14 01:44:44
锻压装备与制造技术(2021年3期)2021-08-13 08:39:56
河北农机(2020年10期)2020-12-14 03:13:42
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
现代工业经济和信息化(2016年12期)2016-05-17 05:37:52
工业设计(2016年11期)2016-04-16 02:49:22
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
综合智慧能源(2015年4期)2015-06-05 14:56:55