
基于正交实验法的低速走丝线切割气中精加工工艺参数的研究
2012-09-21 08:21芦玉梅王孙非
中国科技信息 2012年17期
芦玉梅王孙非
1.黑龙江科技学院机械制造工程学院,黑龙江 哈尔滨 1500272.哈尔滨理工大学,黑龙江 哈尔滨150080
基于正交实验法的低速走丝线切割气中精加工工艺参数的研究
芦玉梅1,2王孙非2
1.黑龙江科技学院机械制造工程学院,黑龙江 哈尔滨 1500272.哈尔滨理工大学,黑龙江 哈尔滨150080
为了进一步提高低速走丝线切割的表面质量,本文采用了气液混合多次切割的工艺。并采用正交设计法研究了脉冲宽度、脉冲间隔、峰值电流、伺服电压、伺服进给速度5个因素对表面粗糙度的影响,并通极差分析和利用二元表找出了在考虑上述5个因素交互作用下各因素的最佳水平,为进一步研究低速电火花线切割加工工艺提供了基础。
气液混合切割; 正交设计法; 表面粗糙度
前言
传统的电火花加工,一般是在液体介质中进行。虽然液体介质被认为对加工效率和稳定性是不可缺少,但它可能造成一定的环境污染[1]。气中电火花线切割是一种新开发的工艺, 是一种环保型加工过程,液体介质被气体介质取代[2]。气中电火花线切割有很多优势,如良好的直线度,窄间隙,无电解腐蚀表面,无污染的加工处理等。它适用于精加工[3]。
1 试验条件
(1) 试验设备:苏州沙迪克三光机电有限公司的DK7632。 (2) 电极丝:φ0.2mm的黄铜电极丝。(3) 试件:40mm厚工具钢Crl2MoV 。
2 实验设计
本实验采用气液混合加工的方法来进行,此方法共分为四个工序,前三个工序在液中加工,第四次精加工在气中进行,试验中采用去离子水和大气两种加工介质,采用大气介质时,关闭上下喷嘴开关。前三个工序的连续液中加工,加工参数与传统液中单项走丝电火花线切割加工参数相同。
2.1 气中精加工正交试验
本试验选择选取脉冲宽度ti/μs、脉冲间隔t0/μs、峰值电流Ip/A、伺服电压SV/V和伺服进给速度SF/mm·min-15个因素为研究对象,各因素之间的水平如表1所示。按照上述实验方案,考虑到各因素之间交互作用的影响,选用L16(215)正交表。试验方案及结果如表2所示。
实验分析见表3,各因素对表面粗糙的影响的大小次序为:脉冲电流,脉冲宽度和脉冲间隔的交互,脉冲宽度,伺服电压和伺服速度的交互,伺服电压,脉冲宽度和峰值电流的交互,脉冲间隔和伺服电压的交互,脉冲间隔,脉冲间隔和伺服进给速度的交互,峰值电流和伺服进给速度的交互,脉冲宽度和伺服进给速度的交互,伺服进给速度,脉冲间隔与峰值电流的交互,峰值电流和伺服电压的交互,脉宽和伺服电压的交互。另外,还得到了脉冲宽度和脉冲间隔,脉冲宽度和峰值电流,脉冲间隔和伺服电压,伺服电压和伺服速度的交互作用对表面粗糙度影响是不可忽视的。
因此,需要找出其不同水平的最佳搭配.需要利用二元表[4],分别计算各因素之间的搭配数据之和,再从中选有利的搭配。各相互作用的二元表见表4、5、6、7。

表1 试验因素和水平选择表
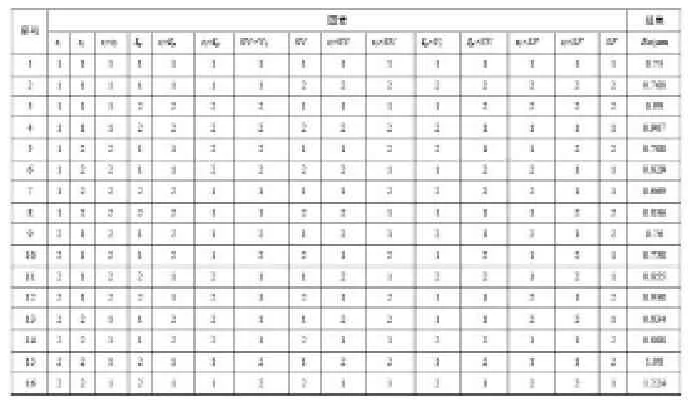
表2 实验方案及结果

表3 表面粗糙度极差分析
由表3可知,ti,to, Ip, SV, SF都应取水平2。比较表4,5,6中的ti, to, Ip, SV取水平2。比较由表7中的四个值SF取水平1,而这与表3分析的结果相矛盾,综合考虑影响次序,SF最后取水平1。通过以上分析,可以的得出结论,最优的参数组合应为:(ti)2(t0)2(Ip)2(SV)2(SF)1。

表4 ti×t0搭配表

表5 ti×Ip搭配表
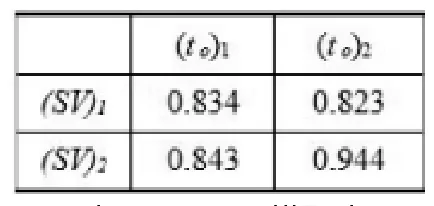
表6 t0×SV 搭配表
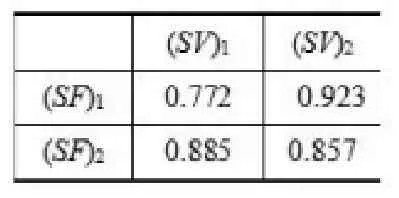
表7 SV×SF 搭配表
3 验证性实验
由上述分析得出了最优的参数组合应为:(ti)2(t0)2(Ip)2(SV)2(SF)1,而这个参数组合并不在我们的16次实验当中,为此,我们要做进一步的验证实验,得到的试验结果为:加工表面租糙度Ra为0.652um, 该方案和表2的结果相比表面租糙度是最小的,表明该方案的组合是最佳的。
4 结语
通过正交试验分析找出了气中精加工中对表面粗糙度影响因素的显著性顺序,并利用二元表分析法,找出了带有交互作用的情况下最优的因素和水平组合,即最优的参数组合应为:(ti)2(t0)2(Ip)2(SV)2(SF)1,最后的试验结果表明,该优化方法在本次试验中的应用是可行的。
[1]王彤,陈玉全,国枝正典.气中电火花线切割加工技术研究[J].机械工程学报,2003,(8):76~80.
[2]T.Wang, Y.M.Lu, S.S.Hao, S.Q.Xie, X.C.Xu and Y.Wang.Experimental Studies on Dry WEDM in Improving Surface Quality.Materials Science Forum Vols,626~627 (2009) p.327.
[3]T.Wang, Y.M.Lu, S.S.Hao, S.Q.Xie, X.C.Xu and Y.Wang.Dry WEDM in Improving HSWEDMed Surface Quality
[4]栾军.现代试验设计优化方法[M].上海:上海交通大学出版社,1995.
Research of Machining Parameters of LS-WEDM Finishing in Gas on Orthogonal Experiment
Lu Yumei1,2Wang Sunfei2
1 School of Mechanical Engineering, Heilongjiang Institute of Science and Technology, Harbin, China, 1500272 Mechanical & Power Engineering College, Harbin University of Science &Technology, 52 Xuefu Road, Harbin, China, 150080
10.3969/j.issn.1001-8972.2012.17.055
AbstractIn order to further improve the surface quality in LS-WEDM, a new procedure as Gas-liquid Combined Multiple Cut is presented.Orthogonal experimental design method were used to study Effects of pulse duration, pulse interval, peak current, servo voltage and servo feed on roughness in finishing in gas, By range analysis and the binary table the optimum level of the above five factors was found in consideration of the above five factors interaction.The paper provides the basis for advanced study of finishing process of LS-WEDM.
KeywordsGas-liquid Combined Cut; Orthogonal design ;Surface roughness
猜你喜欢
数学小灵通(1-2年级)(2020年11期)2020-12-28
装备制造技术(2020年3期)2020-12-25
湖北农机化(2020年4期)2020-07-24
小学生学习指导(低年级)(2019年3期)2019-04-22
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02
