
多功能原料药车间的设计探讨
2012-09-16 05:06陈程
化工与医药工程 2012年3期
陈 程
(河北省石油化工设计院有限公司上海坤元医药工程分公司,上海 200050)
多功能原料药车间的设计探讨
陈 程
(河北省石油化工设计院有限公司上海坤元医药工程分公司,上海 200050)
在合同加工外包迅速发展的形势下,为了满足市场小批量、多品种生产要求,对多功能原料药车间的设计进行了介绍和探讨。
多功能原料药车间;功能模块;通用;灵活;密闭;避免交叉污染
1 前言
迈入科技迅猛发展的21世纪,随着全球药物市场竞争日趋激烈,制药工业产业链出现了明显分工,国际制药行业现已呈现出集中精力于本公司的核心业务,而将非核心业务外包的大趋势。合同加工外包,CMO(Contract Manufacture Organization)主要是指企业接受制药公司的委托,提供产品生产时所需要的工艺开发、配方开发、临床试验用药、化学或生物合成的原料药生产、中间体制造、制剂生产以及包装等服务。随着世界原料药生产中心已逐渐转向亚洲的印度和中国,中国自身药物研发服务外包即CRO(Contract Research Organization)的迅猛发展,都将给中国原料药合同加工外包产业带来广阔的发展前景和巨大的利润空间。
目前,国内的部分制药公司能够提供合同加工外包服务,但是大多是兼职的性质,也就是部分企业在自给有余的情况下,将闲置或剩余的生产能力,对外提供服务给有需求的公司,并以此作为短期营收的来源。在市场形势快速变化的情况下,普通生产车间逐渐暴露其局限性和短期性。因此,专门定位代加工、可满足小批量、多品种生产的多功能原料药车间将愈显其重要性,并将逐渐普及。
2 车间的要求和设计
2.1 车间的要求
外发单位从知识产权和产品的生产安全性上,希望本公司的产品生产能在一个独立的区域内完成,不希望在同一区域内生产其它产品。外发产品的生产工艺不同,生产周期长短不一。故多功能原料药车间是以设置功能模块的理念设计,符合小批量、多品种生产需求,设备需多功能配置,反应釜一般为双数配置;并按功能模块分区,便于生产装置及相关辅助设施的维护和更换。功能模块之间可避免交叉污染。
为了满足小批量、多品种的生产要求,多功能原料药车间需按照不同的生产条件设置不同的独立的功能模块。通过不同功能模块之间的灵活组合、搭配,可以满足不同品种的同时生产,并独立密闭避免交叉污染。这样更可以满足市场多样化的要求[1]。
2.2 车间的设计
2.2.1 工艺流程与自控
多功能原料药车间的流程是多样化的,可通过各种功能模块组合,将不同功能的单元反应组合成不同的生产流程。物料在溶剂分配站计量进入高位槽备用,生产时经计量进入配制釜进行配料后,进入单元反应釜进行反应;单元反应釜一般以带夹套反应釜为主,配备高位槽、冷凝器、受槽、移动泵、移动过滤设备等,从而可以满足大多数反应、蒸馏、回流、浓缩、结晶等化工单元操作。反应结束后放料至分离设备进行固液分离,母液去母液贮罐经泵输送去回收利用,分离过滤后的粗品再送去干燥设备进行干燥或者去精烘包工段进行溶解脱色、过滤、结晶、脱水、干燥、粉碎过筛、混合、包装后入库。
为了生产过程的安全控制和生产数据的可追溯,对反应釜转速、温度、压力进行监控和报警,并将信号引至生产车间控制室的DCS系统工作站,进行记录报警。对控制要求高的可选用DCS系统进行全方位控制。
对于国家规定的高度危险化工装置需设置相应的控制方案,紧急停车系统(ESD)。
2.2.2 功能分区
多功能原料药车间最主要特点就是由不同的功能模块组成。而根据不同生产工艺条件要求,一般可设置如下几大功能模块:
(1)反应区
设计压力:-0.1 MPa~0.6 MPa,温度设计按工艺要求设置。
常规反应区(适合-20℃~150℃);
无水高温反应区(适合常温~270℃);
深冷反应区(适合-100℃~ -40℃);
高压反应区(适合类似氢化反应等);
特殊(异味、毒性、高腐蚀性)反应区(适合-20℃~150℃,有异味或毒性较大的单元反应操作等工艺生产要求)。
(2)辅助功能区
清洗区:考虑到多功能原料药车间生产品种多、更换次数频繁,各种移动设备以及大量管件需经常清洗,因此,还需考虑设置专门的清洗操作区域。
(3)设备暂存区
多功能原料药车间的生产性质,决定各种固定设备与之相配套的临时(移动)设备搭配,可将不常用的、共用移动的设备(如:过滤器、隔膜泵、湿磨机、隔离式投料器)等,经清洗后存放于该区。
(4)溶剂分配站
多功能原料药车间使用溶剂种类较多,可考虑设置单独的溶剂分配站,通过快接管道的切换连接和仪表的自动控制,使溶剂统一分配、分开计量,便于车间的生产和管理,也可减少溶剂中间储罐的设置,节约成本和空间。
(5)精馏区
原料药车间使用溶剂种类多,数量大,为了节约成本,可考虑设置一个溶剂精馏回收区域。
(6)精烘包
考虑到部分产品有洁净要求,所以,还需考虑设置精烘包的洁净生产区。洁净等级一般设置为D级或根据长期订单要求设置,洁净区域的温度、湿度、相对压差、工艺设备等需符合《药品生产质量管理规范》(GMP)(2010年修订)的要求[2]。
(7)公用工程区
配备如:压缩空气、呼吸用空气、氮气、蒸汽、热水、导热油、冷冻水、低温水、冷却水、纯化水、液氮、高真空、低真空、温度模块控制(高温导热油系统、低温导热油系统、-20℃~150℃导热油系统)等公用工程。具体设置可根据厂区配套和实际生产需要来调整。由于多功能原料药车间的公用工程需配套齐全,一般建议在车间附近建造单独配套的公用工程楼。
2.3 车间布局
从工艺流程的顺畅性和节能考虑,工程设计更倾向于采用竖向布置,一般按四层建筑物考虑,如图。第四层布置配置小釜(可兼做单元反应釜使用,也可用于物料的溶解和滴加),第三层布置单元反应大釜,第二层布置分离设备、母液槽,底层布置干燥、粉碎、混合、包装以及真空系统等,室外布置废气处理装置以及废水池、应急池等。
在设计时功能模块之间各自隔离,独立密闭生产,避免交叉污染,每独立生产区内上下通过梯子连通操作。为了满足部分产品生产工艺路线较长,相邻功能区间物料可通过快接管道相互连通来实现不同功能区的搭配组合。
各功能模块需合理分配布置来确保不同功能模块能相邻,连通搭配方便。多功能原料药合成车间一般选多个常规反应区;深冷反应区:低温釜与常规反应釜一一配套;高压反应区内高压釜与常规反应釜上下一一配套。反应釜留孔建议采用大开孔配钢梁,便于不同反应釜的安装和检修更换。
2.4 设备选型
多功能原料药车间设备个数多、种类广,而设备选择的原则以通用性和易清洗为主。特殊反应的物料应考虑密闭状态中转移,设备应所选全密闭[3]。
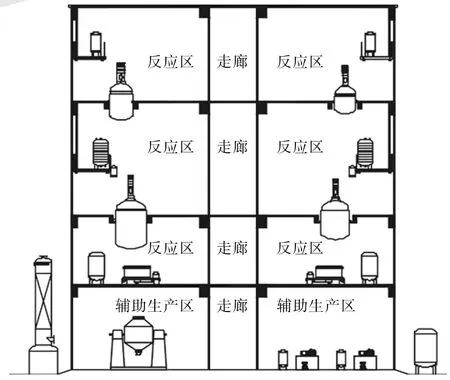
图 工艺设备立面布置示意图
反应釜以搪玻璃、不锈钢为主,特殊材质根据反应要求配置。小釜多为500L/1 000L搭配,大釜以2 000L/3 000L/5 000L搭配;搅拌器无特殊要求,以涡轮式搅拌为主,配合挡板使用,搅拌器考虑变频可调。
冷凝器以易清洗的搪玻璃碟片式冷凝器、不锈钢螺旋板式换热器为主,特殊材质和形式需根据物料性质和换热效果等因素配置。
分离设备材质基本以不锈钢为主,部分采用衬塑或衬哈氏合金。形式可选用DN800至DN1 500的平板大翻盖易清洗上出料离心机;活性较强(异味、毒性)的产品宜选用洗涤过滤干燥一体机。
干燥设备可选用不锈钢、搪玻璃2 000L回转式干燥器或锥形干燥机。可适当配置平板式真空干燥箱。
输送泵可选用隔膜泵,无防爆要求且移动方便。
各种贮罐,如:高位槽、受槽等材质以搪玻璃、衬塑、不锈钢为主。大小300L到1 000L不等,具体根据连接的反应釜和物料性质相应来配置。
2.5 环境保护
多功能原料药车间会产生较多的三废,需对三废进行收集或处理避免造成环境污染。
对于废水根据浓度分别设置浓污水、稀污水来收集,经简单预处理后分别送至厂区污水处理站。
对于废气根据酸气、碱气、特殊气体分来设置三套尾气处理系统。非水溶性有机溶剂经两级冷凝集中收集,含酸性废气经冷凝和水喷淋、碱中和处理后达标高空排放;含碱性废气经冷凝后,采用酸中和处理后达标高空排放。有些废气经冷凝中和处理后,难以达到排放要求,须经吸附后排放或管道输送至综合焚烧炉焚烧。
生产过程中的固废主要为吸附剂、压滤的废渣,精馏回收的残液及高沸物。对废物进行分类处理,可综合利用的废吸收液可外售,无法利用的焚烧处理;废催化剂由供应商回收处置。
2.6 劳动安全
原料药多功能车间所涉及的物料介质种类繁多,多为易燃、易爆、有毒或有腐蚀性的危险化学品。生产车间按甲类车间设计,合理设置防火分区、疏散距离和泄爆面。防爆区与非防爆区用防爆墙隔开,高压(氢化)反应区设置在车间的端角处,特殊(异味、毒性)功能反应区设置在车间的下风向。精烘包洁净区域设置在车间的上风向[4]。
国家规定的高度危险化工装置需设置相应的控制方案,紧急停车系统(ESD);特殊(异味、毒性)功能反应区要设呼吸空气装置和隔离式投料装置,反应区并做正压风淋保护。每个功能区内设置相应的应急洗眼喷淋器。
消防可采用自动喷淋系统,同时,现场配备消火栓、灭火器等消防设施。车间内设置感烟、感温火灾探测器以及火灾自动报警系统,防爆区内设置可燃气体探测器,同时,还需按照规范要求设置车间的通风换气以及防雷防静电等设施。
3 结束语
多功能原料药车间由于生产品种繁多、批量少,通用性要求高和易清洗等要求,因此,需从经济和实用两个方面来考虑对设备和管件的选型。
另外,由于产品更换频繁,设计时还需考虑设备和管件在位清洗以及如何便于更换维护等问题。
在进行多功能原料药车间设计时,应针对生产品种的类型、单元操作的特性,充分考虑设备容积、材质、型号的合理选择,功能模块的独立密闭以及相互连通。随着合同加工外包服务越来越普及,功能齐全、通用、灵活的多功能原料药车间将能够更好的迎合市场的要求,也可进一步提升企业的核心竞争力,并大大提高企业的经济效益。
[1] 丁伟军.浅谈模块化多功能合成车间的工艺设计[J].医药工程设计,2005,26(6):11-12.
[2] 国家医药监督管理局.药品生产质量管理规范(GMP)(2011年修订).
[3] 雷新华,曹志新.合成药厂多功能中试车间设计探讨[J].医药工程设计,2006,27(3):14-15.
[4] 中国石化集团上海工程有限公司.化工工艺设计手册(四版)[M].北京:化学工业出版社,2006,170.
Discussion of Design of Multi-function Raw Drugs Workshop
Chen Cheng
(Shanghai Kun Yuan Pharmaceutical Engineering Branch Hebei Province Petrochemical Design Institute Co., Ltd Shanghai, 200050)
In the situation of rapid development of fabrication contract, in order to meet the market requirement of small batch and various kinds of products, the design of multi-function raw drugs workshop was discussed and introduced in this article.
multi-function raw drugs workshop; function module; general application; flexibility; close; avoidance of cross contamination
TQ460.8
A
1008-455X(2012) 03-0008-03
2012-02-02
陈程(1984-)男,助理工程师,主要从事医药工程设计工作。
Tel:15902136945 Email:chencheng2000@126.com
猜你喜欢
铜业工程(2021年1期)2021-04-23
中国盐业(2018年20期)2019-01-14
测控技术(2018年7期)2018-12-09
科学与财富(2018年33期)2018-01-02
软件导刊(2016年9期)2016-11-07
通信电源技术(2016年5期)2016-03-22
石油知识(2016年2期)2016-02-28
石油化工建设(2016年6期)2016-02-27
自动化仪表(2015年11期)2015-04-01
中华皮肤科杂志(2014年4期)2014-12-19
