
机电气一体化自动生产线教学实训装置的研制
2012-09-15 01:15:08陈晓春汤建飞
铜陵职业技术学院学报 2012年2期
陈晓春 汤建飞
(江阴职业技术学院,江苏 江阴 214405)
机电气一体化自动生产线教学实训装置的研制
陈晓春 汤建飞
(江阴职业技术学院,江苏 江阴 214405)
为了解决机电专业实验实训的条件,文章设计了一模拟现代化生产过程的自动生产线教学实训装置,该系统的供料装置和运输装置采用气动元件构成,利用机械手对检测出的不同物料进行分拣归类,生产线的整个工作过程采用了PLC进行控制。
机电气一体化;自动生产线;教学实训装置
随着机电一体化技术推广应用的普及,在机械加工、汽车制造、食品生产、药品包装等方面有许多工作都是由生产线来完成的,相关企业急需机电应用型技能人才,要求具备对生产线有较熟练的安装、调试、操作以及维护能力。而作为培养高技能人才的职业院校由于办学经费紧张,大多没有能力购置与企业类同的生产线,学生在校期间,不能建立整套生产过程的概念,为此,本文研制了一套仿真的自动化生产线教学实训装置,解决了学生在校实训过程与企业实际生产情况不相吻合的问题,增强学生对机电一体化系统的感性认识,提高学生的实际动手能力。
1.实训装置研制
1.1 实训系统的总体方案
根据教学需要,机电气一体化自动生产线教学实训装置必须做到一机多能,要将机、电、气、测、控等技术有机地结合起来,满足多门课程的实训需要,要涵盖机械传动、液压与气动技术、传感检测技术、电气控制技术等课程知识。所以本文设计的自动生产线教学实训系统是模拟完成现代化生产装配过程的自动上料、传输、物料检测和自动分拣的一个小型自动生产线系统,本教学实训系统包括五个模块,即由气动元件控制的供料装置和运输装置;由光电传感器、霍尔传感器和颜色传感器组成的检测装置;机械手分拣装置;PLC电气控制系统。生产线的工作过程是:先将物料放入料仓→供料机构动作→输送机构动作→分拣机械手动作→将物料分类分拣到相应的料仓。根据以上工作过程设计系统方案如图1所示:
1.2 供料装置和运输装置的设计
供料装置和运输装置均采用气动传动机构,其气动回路示意图如图2所示,供料装置由一个垂直储料筒和一直线往复式双动送料气缸6组成,送料气缸动作一次,就将储料筒中的一个物料推到运输装置的运输平台7上;运输装置由无杆汽缸8构成,在活塞上安装有一运输平台7,可在无杆汽缸8的动作下做左右方向的往复直线运动,以运输工件或货物,平台的移动距离有安装在无杆汽缸两端的霍尔传感器控制。
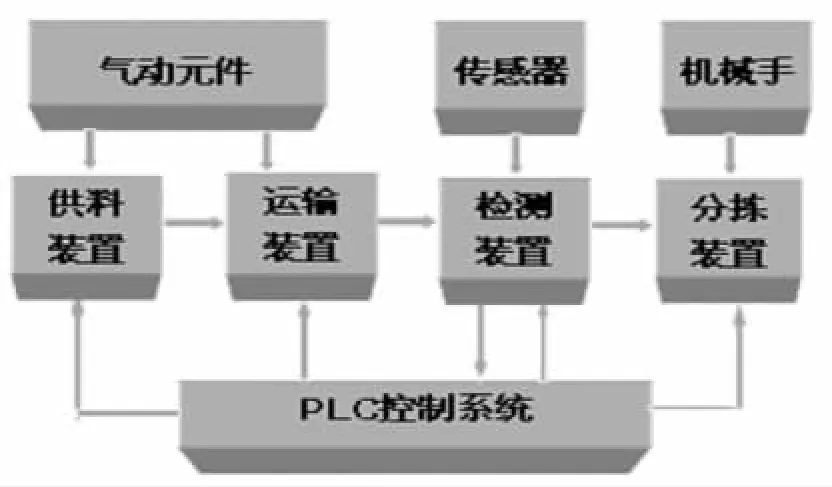
图1自动生产线教学实训装置系统方框图
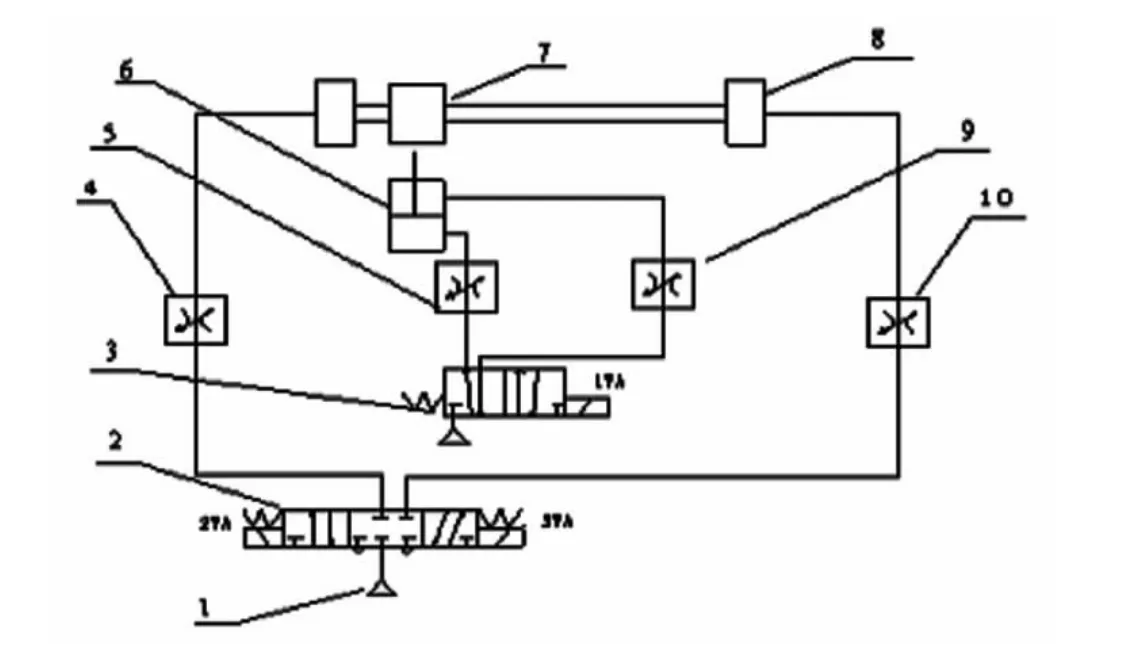
图2 气动传动回路示意图
1.3分拣装置的设计
系统中的分拣装置采用由机械传动的机械手实现对物料的搬运和分拣。本装置设计的机械手采用直流电机驱动,由机架底座、转盘、电机齿轮箱、大臂和手抓等组成,其结构如图3所示。
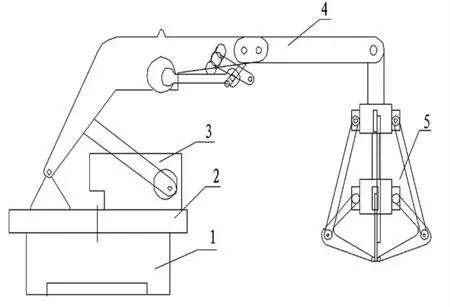
图3 机械手结构示意图
1.4 检测装置和控制系统的设计
检测装置的功能主要是判断物料的有无、各气缸运动的行程、机械手行程的位置和物料的颜色等,以便机械手能将不同颜色的物料搬运到不同的物料区域。所以系统中的检测装置主要由光电传感器、霍尔传感器、电感传感器和辨色传感器等构成。
控制系统采用西门子S7-200可编程控制器实现,根据生产线的控制信号和被空对象确定PLC控制系统的I/O地址,地址分配表如下:

表1:PLC控制的I/O地址分配表
电气控制原理如图4所示。
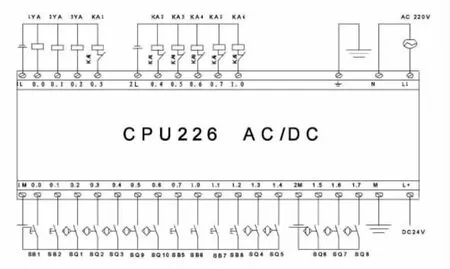
图4 PLC控制的外部接线图
1.5 系统的控制程序设计
在设计本系统的控制程序时首先应清楚本装置的生产动作过程,其动作过程如下:将物料放入料仓→供料机构动作→输送机构动作→分拣机械手动作→将物料分类分拣到相应的料仓。根据系统的这个动作流程来考虑设计PLC的控制程序,把供料机构的控制、输送机构的控制和分拣机械手的控制分别作为子程序,这样可以使程序编写层次分明,更有条理,也更简单。所以系统主程序流程图设计如图5所示。
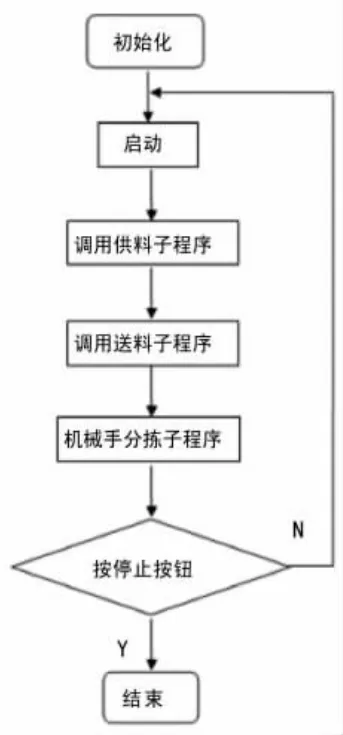
图5 控制系统的主程序流程图
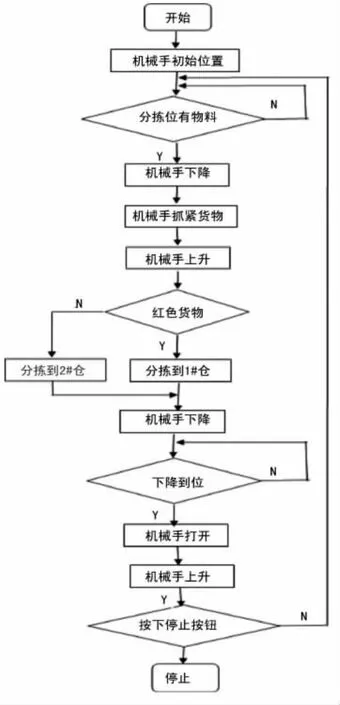
图6 机械手分拣子程序的流程图
机械手动作过程如下:机械手下降→机械手抓紧物料→机械手上升→机械手左转(或右转)→机械手下降→机械手松开→机械手上升到初始位置。所以由于机械手分拣物料的动作过程比较复杂,机械手分拣过程的控制单独设计成一个子程序。其流程图如图6所示。
2.实训装置研制的意义
文章所开发的实训装置结构虽简单,但也是一个完整的小型仿真自动生产线系统,所涵盖的知识内容较多,包括机械传动、气动技术、传感检测技术、PLC控制技术等多门课程,目前已研制完成,并且投入到教学中,取得了不错的效果。
通过对整个系统进行教学并让学生动手装配、调试并模仿设计,学生可以在传感器的设计选型、气动元件的选型、气动回路的设计、结构系统设计、控制系统设计、PLC编程、系统装配、电气连接、系统调试等多方面进行全方位的学习和实践,达到理论教学难以达到的效果,培养学生的感性认识和实际动手能力。在全面掌握该系统的基础上,学生将具有设计装配一般实际工程系统的能力,达到技能教学的目的与效果。
通过该实验装置的系统设计、安装调试等教学,能充分锻炼操作者团队协作能力、计划组织能力、自动线安装与调试能力、工程实施能力、职业素养、交流沟通能力、效率、成本和安全意识,引导高职院校机电一体化类专业教学改革发展方向,促进工学结合人才培养模式改革与创新,培养可持续发展的满足企业需求的自动化控制高技能人才。
[1]谢大川.高职机电一体化专业职业能力培养方案设计[J].广西教育,2009,(12):87-88。
[2]赵云霞,等.机电气液一体化柔性制造实训系统的研制[J].天津工业大学学报,2008,(6):68-70.
[3]强小拾,罗庚合.机电一体化自动装配教学生产线的应用[J].西安航空技术高等专科学报,2009,(5):63-65.
[4]张伟.机电一体化组合式实验系统的设计[J].常州工学院学报,2001,(2):31-33.
[5]赵美宁,王佳.自动供料机械手的PLC控制系统设计[J].液压与气动,2007,(9):57-59.
(责任编辑:方少卿)
TP278
A
1671-752X(2012)02-0058-03
2012-02-04
陈晓春(1969-),男,江西宁都人,江阴职业技术学院副教授,硕士,研究方向:机电一体化技术。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
轮胎工业(2022年10期)2022-12-30 17:57:45
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
制造业自动化(2017年2期)2017-03-20 14:26:11
轮胎工业(2017年9期)2017-03-09 06:58:41
现代企业文化(2016年1期)2016-12-23 02:09:39
通信电源技术(2016年1期)2016-04-16 04:57:29
有色金属设计(2015年2期)2015-02-28 21:08:59
机电信息(2015年3期)2015-02-27 15:54:53
