
浅议钢熔模铸件中残留铝的合理含量
2012-09-15 10:52:14潘玉洪
凿岩机械气动工具 2012年3期
潘玉洪
浅议钢熔模铸件中残留铝的合理含量
潘玉洪
通过对结构钢熔模铸件化学成分中的残留铝的实验分析,提出了工频炉(酸性炉衬)熔炼中残留铝的合理含量,以及如何控制残留铝的含量。对编制熔模铸钢件通用技术条件,或指导生产有一定的实际作用。
熔模铸件;残留铝;铸件断裂;标准修订
1 提出问题
笔者在编制一机部重企标准 “凿岩机械与气动工具 结构钢熔模铸件通用技术条件”期间,所在工厂收到从某矿山寄来的一些报废铸件。这些铸件的材质为RZG45;断裂的部位基本相同——铸件受力截面最小处;借助放大镜观察断口:断口比较平齐而且光亮,断口呈人字或放射花样。由此判断是脆性断裂。所谓脆性断裂是金属材料受到冲击力后几乎没有发生明显的塑性变形就突然发生的断裂。材料的脆性是引起脆性断裂的重要原因。
2 铸件断裂原因分析
2.1 常规检验
(1)化学成分
合金中含磷元素含量高,易引起脆断;而本次化验的 C、Si、Mn、S和 P, 均在合格的范围内。
(2)金相组织
金相组织符合铸件出厂标准要求。
(3)什么原因产生的脆断呢?
查阅资料[1]:铸件中残留铝过量。在电镜(×7200)下观察,形成的氮化铝沿着初始奥氏体晶界呈点状或网状分布,引起铸件脆性断裂。
2.2 化验残留铝
经对十几个铸件取样,化验铸件的残留铝(指酸溶铝的残留铝,以[Al]残表示)。 [Al]残=0.086%,可以认定铸件中残留铝过高,是这批铸件产生脆性断裂的主要原因。
3 铝的最佳残留量
使用工频炉熔炼时,铝是最常用的镇静剂和终脱氧剂。金属液中,铝的加入量少,起不到镇静和脱氧作用;脱氧不足,使铸件产生气孔等缺陷。铝的加入量多,使铸件的残留铝过高,引起铸件的机械性能下降,尤其是塑性和冲击韧性下降,促使铸件产生脆性断裂。
由此可见,铸件中残留铝的多少,直接影响到铸件的质量。那么,对于熔模铸造结构钢铸件的最佳残留铝是多少呢?笔者做了如下的实验。
3.1 制备试样
在500kg无芯工频感应炉中(酸性炉衬)熔炼,精炼期加入镇静用铝200g。当金属液升温至1580~1600℃(光学高温计,未校正)时,用铝进行终脱氧(加入量500g)。停电2分钟,扒渣出钢。
在浇包中预先放入不同重量的补充脱氧用铝,从而得到了不同残留铝含量的五种单根成型试样。
3.2 试样的化学成分与机械性能
(1)试样的化学成分见表1。

表1 试样的化学成分
(2)机械性能
单根成型试样经857℃~863℃,20分钟正火处理,单根成型拉伸试样未经机加工,一次冲击试样经过磨加工,机械性能结果见图1。
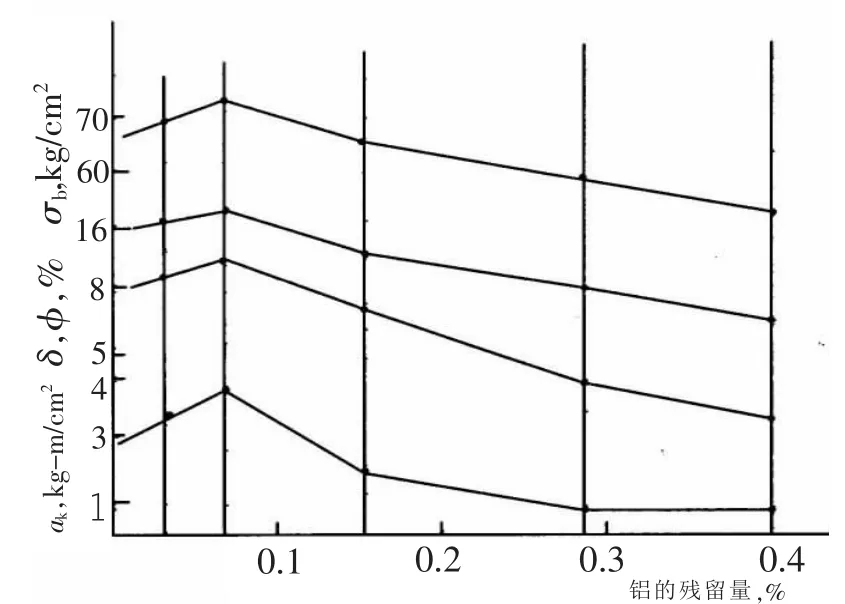
图1 试样中的残留铝量与其机械性能的关系注:在西安交通大学强度实验室做的机械性能实验。每组数据选用5支试样,取其算术平均值
3.3 实验分析
由图1可以看出:当试样中的残留铝在0.033%~0.067%之间时,随着残留铝的增加,其机械性能提高;当残留铝超过0.067%时,机械性能开始下降,尤其是冲击韧性显著下降。这是因为过多的残留铝二次氧化导致金属液被夹杂物沾污,加之氮化铝在晶界析出,使其机械性能显著下降。
上述实验结果表明:RZG45熔模铸件中的残留铝应为0.03%~0.065%。
4 生产中如何控制残留铝
4.1 影响铸件中残留铝的因素
在500kg无芯工频感应炉中(酸性炉衬)熔炼。
为了排除其他因素的影响,利用同一炉金属液在不同时间段取样,共实验5炉,结果相近,其过程与结果如图2和表2,表2为其中1炉的数据。

图2 金属液在炉中停留时间与残留铝的关系
4.2 实验分析
(1)从试样001和002可以看出,在炉料熔化过程中,炉料中的残留铝很快被氧化烧损(烧损率约97.8%)。这是由于铝与氧的亲和力很强的原因,所以在熔炼时,不必考虑炉料中的残留铝。
同样从试样003可以看出,加入的镇静用铝也几乎被烧损(烧损率约85.7%)。
所以,在正常使用范围内,也应不予考虑。有的生产单位在工艺中明确规定镇静用铝包括在终脱氧用铝的范围内,是不妥的。
(2)从 试 样 006、008、009、011、012 和014可以看出,在浇包中加入铝,其烧损率很低,约为3.4%~6.7%,这种补充脱氧的方法是确保铸件中最佳残留铝的关键。
生产中应严格控制补充脱氧用铝量。
(3)加入终脱氧用铝,静置2分钟,金属液中的铝烧损率较高,约为50%~60%。这是因为此时的金属液温度高,铝的加入量多;金属液有明显的“沸腾”现象,与空气的接触几率多;因此烧损率较高。随着金属液在炉中停留时间的延长,金属液温度的降低,以及与空气接触时间的减少,铝的烧损率明显减少。
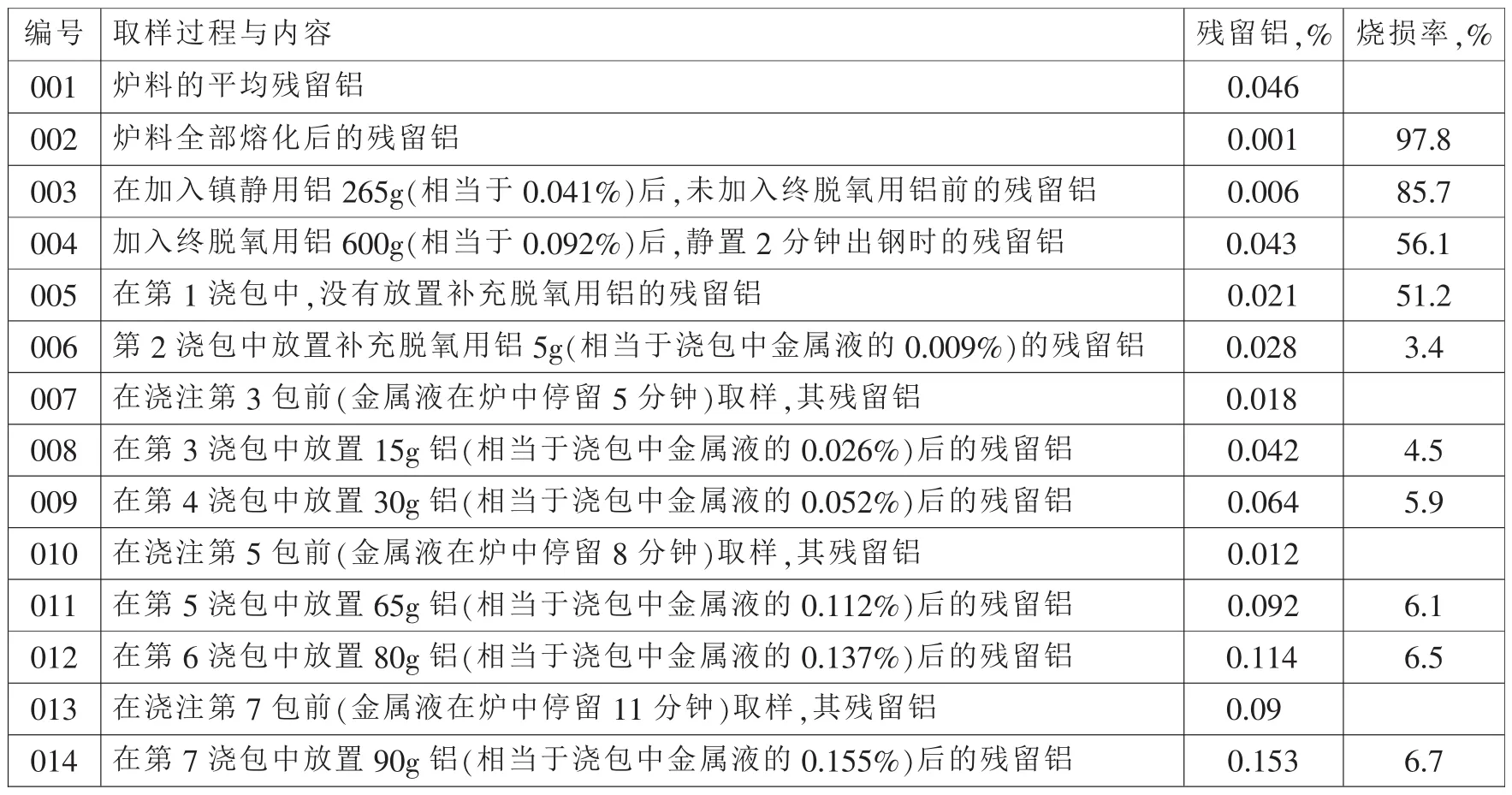
表2 取样过程与结果
在熔炼工艺中应严格规定终脱氧后的出钢时间,应为2分钟为宜。
(4)金属液在浇注过程中,由于残留铝的二次氧化,残留铝的烧损率约在50%;为此,在生产中要尽量提高浇注速度。
有些熔炼工艺只重视终脱氧用铝在炉内的烧损,而忽略了在浇注过程中残留铝的二次氧化;致使残留铝太少,补充脱氧不足,而使铸件因有气孔报废。
5 编制通用技术条件
5.1 铸件的分类
在参照三机部 “结构钢精密铸件技术标准”和“凿岩机械与气动工具 结构钢熔模铸件通用技术条件”的基础上,按照铸件的检验项目,笔者认为应把熔模铸件的合格品分为三类:见表3。
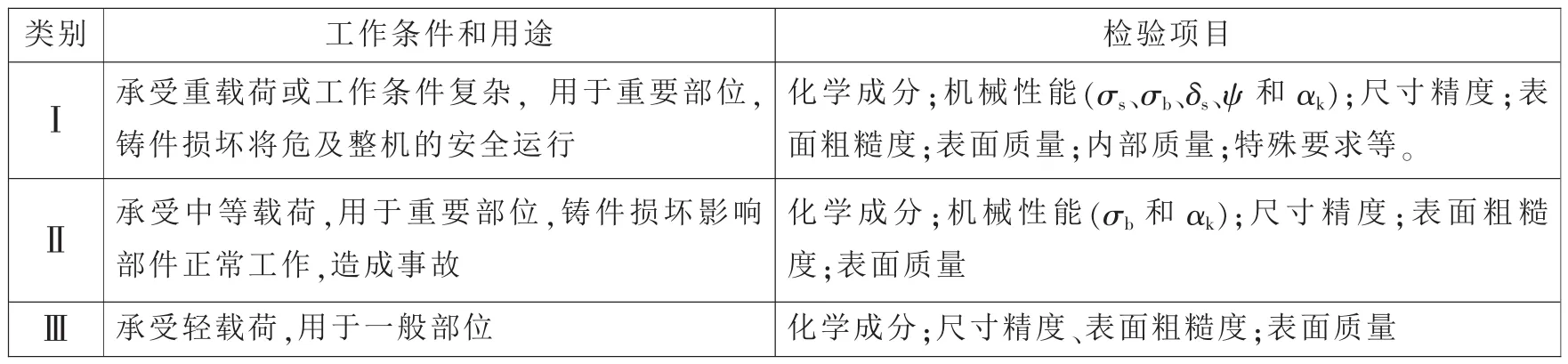
表3 熔模铸件的分类标准
5.2 化学成分
当时按照凿岩机械与气动工具行业正常使用的熔模铸造钢种和化学成分分为:碳钢和低合金钢两种。
(1)碳钢
碳钢的化学成分见表4。

表4 碳钢的化学成分
(2)低合金钢
低合金钢的化学成分见表5。

表5 低合金钢的化学成分
6 结论
(1)熔炼结构钢熔模铸件时,残留铝应为0.03%~0.065%;
(2)炉料中的残留铝和镇静用铝不计算在终脱氧用铝量之内;
(3)终脱氧用铝不仅在炉内烧损50%~60%,而且残留铝在浇注过程中仍然二次氧化,烧损50%~60%;
(4)为了使结构钢熔模铸件中的残留铝在0.03%~0.065%范围内,铝在炉中和浇注过程中的烧损均以50%计算,则炉中加入终脱氧用铝应为0.12%~0.23%。如果金属液的重量为500kg,需加铝600~1400克。这样多的铝一次性加入,既不经济又会影响铸件的质量;所以生产中采用二次加入法,即第一次炉内终脱氧,加入量为0.10%~0.12%(铝的加入量与炉料的锈蚀有关,炉料锈蚀严重时,加入量取上限;反之取下限)。第二次在浇包中加入补充脱氧用铝0.02%~0.05%;
(5)使用工频炉,或中频炉熔炼结构钢时,应严格控制残留铝;尤其是机械性能不合格时,应化验铸件中的残留铝。
(6)目前国内仍然没有一部熔模铸件的国家标准,本文提出的论点可供以后编制国家标准时参考。
[1]JB/ZQ6001-81,凿岩机械与气动工具 结构钢熔模铸件通用技术条件 (中华人民共和国第一机械工业部重企标准)[S].
[2]JB/SQ17-87,凿岩机械与气动工具结构钢熔模铸件通用技术条件 (国家机械工业委员会工程农业机械局)[S].
[3]HB5001-73,结构钢精密铸件技术标准(中华人民共和国第三机械工业部部标准)[S].
TG206 文献标识码:B
潘玉洪(1942-),男,辽宁丹东市人,本科,高级工程师,主要研究方向:熔模铸造工艺。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:12
中国金属通报(2021年19期)2021-12-24 11:07:58
名城绘(2020年6期)2020-10-20 13:10:20
石油研究(2020年9期)2020-10-20 04:35:54
四川冶金(2019年5期)2019-12-23 09:04:56
山东冶金(2019年3期)2019-07-10 00:54:00
山东冶金(2018年6期)2019-01-28 08:14:28
山东冶金(2018年5期)2018-11-22 05:12:06
价值工程(2018年29期)2018-09-20 03:16:32
大型铸锻件(2015年4期)2016-01-12 06:35:13
