
高速精密压力机发展研究
2012-09-12 11:52:42闵建成江苏省徐州锻压机床厂集团有限公司
锻造与冲压 2012年8期
文/闵建成·江苏省徐州锻压机床厂集团有限公司
高速精密压力机发展研究
文/闵建成·江苏省徐州锻压机床厂集团有限公司

高速精密压力机的发展过程
高速精密压力机的发展已有几十年的历史,1911年美国HENRY&WRCHT(亨利拉特)公司制造的DIENGMACHNE压力机是世界上第一台高速压力机。该机为下传动结构,重心低,容易操作。20世纪50年代随着晶体管收音机、洗衣机和电视机等家用电器的发展,1953年德国SCHULER(舒勒)公司生产出首台1250kN闭式双点上传动高速压力机,接着瑞士BRUDERER(布鲁德尔)也生产出了BAST闭式上传动高速压力机。随着半导体和电子工业的快速发展,大规模集成电路和电器元件、微电机、芯片等产品的需求量也快速增长,这也促进了高效率、高精度的高速精密压力机的快速发展。由于CNC技术在高速精密压力机上的应用,冲压过程能自动完成送料、冲压、计数、更换成品箱、停机、更换另一种产品模具并重新生产等工作,目前,高速精密压力机正向数控化和柔性自动化方向发展。
20世纪80年代国内开始生产高速压力机,主要厂家有:徐州锻压机床厂集团有限公司(以下简称“徐锻”)、扬州锻压机床股份有限公司(以下简称“扬锻”)、中山市胜龙锻压机械有限公司等。国内高速压力机的发展主要体现在开式高速压力机产品方面,主要的结构形式有三圆导柱式和V形加长导轨的形式,行程次数大多在400~1200次/min;闭式高速压力机竞争力比较强的只有徐锻和扬锻,它们在技术上处于领先地位,结构为八面预应力导轨,带动态平衡装置、滑块锁紧装置等。徐锻2004年已开发出了速度达1200次/min的SH系列SH-25开式高速精密压力机、VH系列开式高速压力机、JF75G系列闭式双点高速压力机,现在正在研制JL75G-60超精密高速压力机,这种压力机装模高度可以动态调节,下死点精度超过日本JIS特级标准;研发的JK36系列高速压力机,其最大吨位达6300kN。
高速精密压力机的相关技术背景
⑴采用新材料。为减少运动部件质量,日本KYORI公司Mach系列超高速精密压力机的滑块采用了新材料——陶瓷-铝合金复合材料,活动部分重量大大降低,使惯性力下降了40%。日本ISIS公司的产品,其驱动部件和连接件采用低热膨胀系数的合金铸件NobinateCD-5,其线膨胀系数为钢的1/4~1/3,使惯性力大大下降。
⑵采取新结构。日本KYORI公司BeatANEX系列高速压力机采用对称曲柄—肘杆机构,连杆和肘杆的热变形互相抵消,不但减少了热变形对滑块运动位置精度的影响,而且降低了滑块在下死点附近的速度,提高了加工性能。由于采用了热平衡设计和结构上的其他措施,其运转8h内下死点位置的变化以及速度调节后下死点位置的变化均能控制在0.01mm左右。
⑶采用复合轴承。日本AIDA公司的高速精密压力机主传动采用组合轴承(滚动+滑动),这样既减少了摩擦力,又增加了强度。
⑷采用油—水冷却器。瑞士布鲁德尔公司的产品设有油—水冷却器,用以控制温度的变化,减少温度对运动精度的影响。
⑸微量调节装模高度。瑞士布鲁德尔公司的产品,其装模高度可进行动态微量调节,下死点精度极高。
⑹改善滑块导向。瑞士布鲁德尔公司的产品,其导向轴承可自动补偿热变形,且导向元件与条料位于同一平面。日本KYORI公司Mach系列产品则采用新型的动静压混合导向机构,以提高导向精度。
⑺进一步提高自动化水平和工作可靠性。瑞士布鲁德尔公司的产品采用计算机控制、图形显示,使滑块位置、送料长度均能实现实时检测和控制,调整数据及模具参数储存在计算机中,在模具调整时大大节省了换模调节时间,选择适当的总线系统还可实现数据的集中管理。
⑻行程次数高。日本YAMADADOBBY公司的高速压力机最高行程可达4000次/min。
高速精密压力机技术难点和解决措施
⑴下死点动态精度(BDC)变化。解决措施:多连杆高刚性低惯量传动系统研究——运动学、动力学方程的建立及机构精确度分析;下死点温度位移控制的理论分析(热分析、控制策略)——对整机及关键零件进行热分析,在此基础上进行选材;多连杆驱动机构的补偿机构的动力学分析、结构设计及控制系统的研究;下死点伺服动态补偿机构的研究;滑块精密导向技术研究;总间隙控制研究。⑵振动大。解决措施:多连杆高速压力机动平衡方式及理论计算研究;减振垫结构研究。⑶高速压力机热变形。解决措施:精密重载支撑技术研究;滑动副的材质研究。⑷可靠性问题。解决措施:高刚度机身分析,减轻质量,提高固有频率研究;离合制动快速响应研究。⑸高速精密送料。解决措施:先进伺服送料技术研究。⑹高耐用模具。解决措施:研制寿命大于2亿次的高耐用模具。⑺高速压力机标准低的问题。解决措施:研究国际精密引线框架高速精密数控冲压线技术标准;制定、规范高速压力机技术条件和精度标准。⑻复杂零件难成形问题。解决措施:控制系统智能化及可视化技术、多通道模具监控系统研究。
徐锻高速精密压力机结构特点及应用
SH系列超高速精密压力机
徐锻SH系列超高速精密压力机如图1所示。
⑴床身结构:采用高强度、高牌号铸件,利用设计软件进行模拟运动分析、受力分析、振动分析、动态优化设计。
⑵滑块导向装置:采用国际先进的三圆导柱静压导向结构,即滑块采用导柱和导套导向,并在滑块后部加装两个圆导柱辅助导向,摩擦材料为性能优越的巴氏合金材料。同时在前后左右四个方向加工出油室,在各油室处加装阻尼孔。
⑶动态平衡机构:将平衡部件放置在机身内腔中,合理地布置在连杆两侧。

图1徐锻SH系列超高速精密压力机
⑷曲轴支撑:采用四点组合轴承(滚动轴承+滑动轴承)的形式,合理地选择了轴承游隙以及轴瓦间隙,可以有效地发挥滚动轴承和滑动轴承的优点,即在冲压时充分利用滑动轴承的高承载能力,在非工作期间可以充分发挥滚动轴承的高速度、低阻力。
⑸液压式滑块锁紧机构:增加液压滑块锁紧机构,防止滑块装模高度变化。
⑹冷却装置:增加冷却装置,降低热量,使机床在一段时间内达到稳定的热平衡状态。
该系列压力机主要用于小型薄板类零件的生产,生产的零件如图2所示。

图2易拉罐盖
JF75G-125A高速压力机
JF75G-125A高速压力机如图3所示。

图3JF75G-125A高速压力机
⑴床身结构:采用组合式三段预应力床身,由上横梁、左右立柱、工作台组成,拉杆预紧力为公称力的两倍,三段连接部位采用定位套方式。下底座采用整体铸造结构。
⑵滑块部件:导向结构方面,八面体预紧滚动导轨(无间隙)和导柱导套结合导向,预紧滚动导轨采用日本THK公司的直线轴承;滑块体结构方面,采用全钢、箱形结构,进行热时效处理;间隙消除结构方面,采用液压预锁紧结构。
⑶传动结构:主轴四点支承,采用日本NSK公司的滚动轴承,滑块与主轴联接部位也采用日本NSK公司的滚动轴承;采用意大利铝合金机体的低惯量分体式摩擦离合器—制动器结构。
⑷动平衡机构:采用副滑块动平衡机构,平衡滑块垂直方向的惯性力;采用气囊式平衡滑块结构。
该款压力机主要用于电机定子/转子、变压器片等零件的生产,生产的零件如图4所示。

图4转子/定子和变压器片
JL75G-60超精密高速压力机
JL75G-60超精密高速压力机如图5所示。

图5JL75G-60超精密高速压力机
⑴床身结构:采用组合式预应力铸造床身,由上横梁、左右立柱、下横梁组成,拉杆预紧力是公称力的两倍。
⑵传动结构:采用多连杆驱动形式,压力机行程随工艺要求而变化;滑动轴承材料使用铍铜合金,解决压力机发热问题。
⑶润滑结构:采用大流量恒温润滑系统,解决压力机下死点精度变化。
⑷滑块结构:使用合金铸造结构;设有压力机装模高度动态调整机构;采用小间隙高刚度六圆导柱形式。
⑸下死点:采用动态补偿结构。
该款压力机主要生产高精密电子、电器类零件,特别是引线框架类零件。
高速精密压力机自动化辅助装置
零件输送装置
高速精密压力机速度非常高,每分钟送料需达到150m以上,采用伺服送料机可以达到这一要求,且送料精度也没有问题。电机定子输送装置如图6所示。

图6电机定子输送装置
模具
高速精密压力机高的行程次数,使得对模具耐用度的要求也大大提高。按每分钟500次、每小时60分钟、每天10小时计算,每天30万次,30天的话就要达到900万次。按一个月计算,模具寿命需达1000万次以上,否则,很短时间内就需更换模具。按一年计算,模具寿命需达一亿次以上,现在比较好的模具,已经可以达到这一要求。几种高速精密压力机模具类型如图7所示。

图7高速精密压力机模具类型
检测仪器
随着电子技术和控制技术的发展,国内已开始使用高速精密压力机自身温度检测、下死点动态精度检测装置。徐锻使用的下死点动态精度检测装置如图8所示。
减振器
高速精密压力机减振或隔振技术经过多年的研究已经成熟,有弹簧加阻尼减振、气弹簧减振和弹簧减振三种方法,不同吨位和不同行程次数的高速精密压力机,采取哪种方法要经过计算才能决定,而弹簧加阻尼减振的效果最为理想。弹簧加阻尼减振器如图9所示。
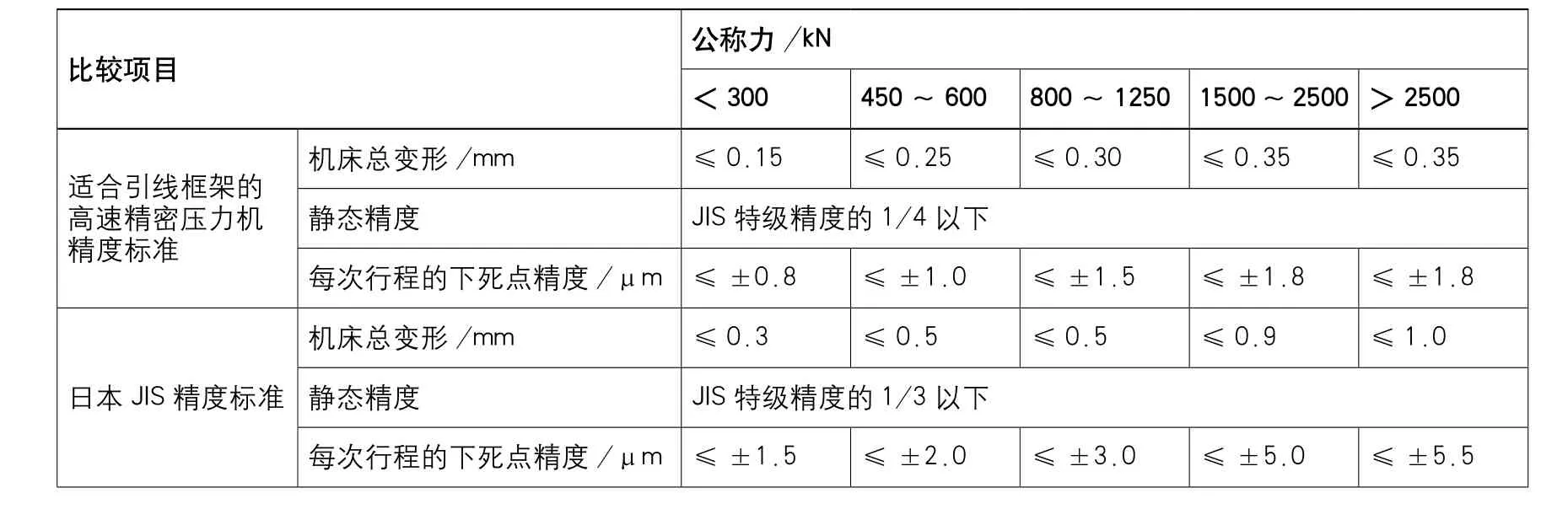
表1适合引线框架的高速精密压力机精度标准与日本JIS精度标准比较

图8徐锻使用的下死点动态精度检测装置

图9弹簧加阻尼减振器
闭式高速精密压力机精度标准
现行的行业标准JB/T8782—1998《闭式高速精密压力机精度》已无法满足引线框架、端子等要求比较高的行业了,必须开发超精密高速数控压力机来满足,所以需要有新的行业标准,而新的闭式高速精密压力机的精度标准也正在修订中。适合引线框架的高速精密压力机精度标准与日本JIS精度标准比较见表1。
高速精密压力机市场分析
随着数码家电、汽车、航天航空、光纤、电子通信等技术的发展,高精密零件的需求量不断增长。例如,近几年我国引线框架行业除在2008年稍遇波折发展有所滞缓之外,其他年份发展势头都非常良好,相信随着这些高精密零件需求量的不断增长,高速精密压力机的需求量在未来也将会快速增长。
2006年由国务院发布的《国家中长期科学和技术发展规划纲要(2006~2020年)》中,将“高档数控机床与基础制造技术”列为16个重大专项之一,把“新一代信息功能材料及器件”列为制造业的优先主题之一,相信在国家政策的引导下,高速精密压力机的市场会越来越广阔。
结束语
在高速精密压力机方面国外已经研究了一百多年,国内经过几十年的发展,在相关产品和行业已经取得了一定成绩,但与国外还有一定差距。不过相信在国家政策的扶持下,在众多高速精密压力机企业的共同奋斗下,中国高速精密压力机一定会迎头赶上。
闵建成,研究员级高工,副总工程师,主要从事锻压机械自动化、数字化、精密化、环保化方向的研究,主持了大型数字化闭式双点压力机、闭式单点压力机、高速精密压力机等多种产品的研制工作,获多项省市科技进步奖。
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19 08:50:52
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
重型机械(2020年3期)2020-08-24 08:31:40
制造技术与机床(2017年5期)2018-01-19 02:49:03
制造技术与机床(2017年8期)2017-11-27 02:10:01
设备管理与维修(2016年5期)2016-03-16 02:20:51
中国塑料(2015年9期)2015-10-14 01:12:35
锻压装备与制造技术(2015年2期)2015-06-26 09:00:11
中国水利(2015年2期)2015-02-28 15:12:05
河南科技(2015年2期)2015-02-27 14:20:28
