
方坯翻转冷床的改进及效果
2012-09-11 02:08刘文军张鹏杜振军
河南冶金 2012年3期
刘文军 张鹏 杜振军
(安阳钢铁股份有限公司)
方坯翻转冷床的改进及效果
刘文军 张鹏 杜振军
(安阳钢铁股份有限公司)
对方坯步进式翻转冷床存在的问题进行了分析,提出了相应改进措施,通过优化设计与改进,取得了明显的技术经济效果,对同类型铸机设备进行技术改造提供经验。
方坯冷床 改进及效果 故障分析 维护
0 前言
方坯翻转冷床是连铸生产的关键设备,在生产中的主要作用是通过不断翻转铸坯,使铸坯四边得到均匀快速的冷却,实现铸坯自动矫直以防止弯曲变形,同时肩负着储坯、出坯的生产功能,避免了推钢、拉钢型式的冷床使铸坯密集排列造成冷却不均和推拉引起的铸坯弯扭变形及刮伤等缺陷,为长定尺铸坯的生产创造了条件。安钢第一炼轧厂方坯机组在建成运行一段时间后,翻转冷床就不能实现铸坯的可靠翻转,长定尺铸坯弯曲变形量大,造成高线轧机咬入困难,同时冷床故障发生频繁,维修工作量大。笔者通过现场实际考察,对铸坯不翻转、冷床故障率高等问题进行分析,提出了相应的改进措施,取得了良好的效果,为同类型设备的改进提供了经验。
1 设备工艺概况
1.1 结构组成
安钢第一炼轧厂翻转冷床由两套独立的小翻转冷床组成,两套小冷床具有相同结构,依靠同步轴连接进行同步运行。小翻转冷床由5组固定齿条和5组活动齿条分别支撑和移动铸坯,为防止齿条挠曲和热变形,每组齿条又分成三段,三段移动齿条分别固定在三个独立的移动框架上的立柱上,移动框架放在升降框架上的横移轮上,升降框架通过框架上的升降轮放在斜度支座上,固定齿条固定在固定横梁立柱上。三个移动框架首尾通过上部连杆连接,三个升降框架首尾通过下部连杆连接,最后两者分别通过连杆连接到移动同步轴与升降同步轴上,靠液压缸驱动进行移动和升降。翻转冷床的结构如图1所示。
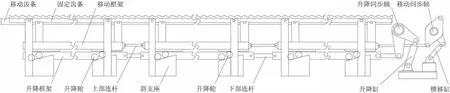
图1 翻转冷床的结构示意图
1.2 主要技术参数及工艺
安钢第一炼轧厂方坯翻转冷床为液压升降分动步进式翻转冷床,其主要技术参数见表1。
方坯翻转冷床入口处设有一个接近开关,用于检测入口是否有翻钢机运来的铸坏并给冷床发出运行信号。升降缸同步轴和横移缸同步轴上均装有机械限位,用于控制冷床的动作顺序,步进翻转冷床的运行顺序为:翻钢机将铸坯放置在冷床的固定齿上,接近开关发信号,升降液压缸升起;升降缸到位后,机械限位发出信号,平移缸开始平移;平移缸到位后,机械限位发出信号,升降缸开始下降;下降到位后,机械限位发出信号,平移缸复位;复位后,机械限位发出信号,完成一次工作循环。通过以上四个步骤,铸坯前进一个齿跟并翻转90°,冷床通过多次工作循环,直至将铸坯运达收集台架,完成铸坯在冷床上的翻转矫直过程。铸坯翻转步骤如图2所示。

表1 方坯翻转冷床的主要技术参数

图2 铸坯翻转步骤
2 存在问题
从机构原理上讲,翻转冷床属于自行式冷床,它不是由推头或拨爪移动钢坯,而是利用两组齿条间的相对运动使位于齿条上的铸坯实现步进并翻转的。铸坯在前进中不断的翻转,使铸坯得到均匀快速的冷却,并实现自动矫直。由安钢第一炼轧厂生产实践发现,其方坯翻转冷床存在以下问题,严重影响生产的正常运行,给生产和日常维护带来极大的不便。
2.1 铸坯不翻转
原设计起始位置处的活动齿、固定齿横向相距200mm并且齿形相互对齐,齿条上相邻两齿齿距300mm,横移液压缸行程430mm;但是通过模拟铸坯翻转过程分析见,要实现铸坯可靠翻转,齿条横移行程至少需要435mm,属于设计时液压缸行程选择不合理,另外由于齿条加工误差、安装误差、及齿条齿形的磨损,无法调整等原因,造成固定齿条与活动齿条的相对行程达不到铸坯翻转的要求,铸坯只能从齿顶滑动到齿底,因此不能产生90°的翻转。
2.2 床体跑偏
床体的跑偏由两个原因造成,原因1是由于更换升降或横移轮后轮轴与轴孔磨损,造成安装基准偏离即新更换的升降或横移轮与其他升降或横移轮不在同一个水平面内,造成床体框架倾斜;原因2如图1所示是更换框架连杆后,由于装配与制造误差的原因造成相对应的两个连杆的装配长度不一致,在框架横移或起升时左右受力不一致造成床体跑偏。
2.3 检修难度大
由于设备运行环境温度高,氧化铁皮脱落较多,设备容易由于缺乏足够的润滑而出现故障,加上周围空间狭小是日常维护的死点,导致经常性做旋转运动的零部件和设备关节部位极容易损坏,尤其升降轮与横移轮是通过贯穿升降框架横梁两侧钢板的销轴安装在横梁箱体内,特别是受下横梁内部空间的限制,当升降轮或横移轮轴承出现故障,排查和更换起来极为不方便,既影响生产又给现场的维修带来了很大困难。升降轮与横移轮安装结构如图3所示。
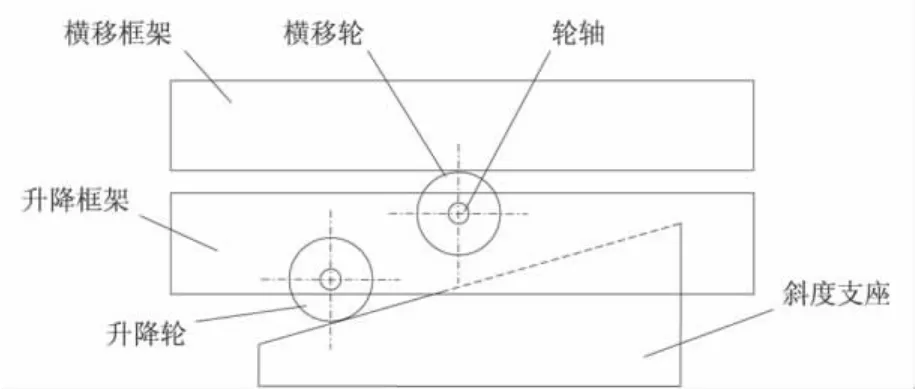
图3 升降、横移轮安装结构
3 采取措施
方坯步进式翻转冷床是重载设备,整个冷床满钢坯时载荷重达135吨,尤其是冷床刚上铸坯时,冷床上载荷分布极其不均匀,如果齿板固定不好,两组齿板极易发生上翘,相对位置发生变化,从而使铸坯发生碰撞而造成乱坯。升降轮与横移轮在滑轨上都是滚动运动,车轮踏面比轨条面相对要宽,在重载下容易发生左右相对位移,使冷床床体偏移增加运动阻力。由于钢坯是落在齿板的齿顶上而发生翻滚的,铸坯运动稳定性差,对设备冲击大。为了实现高拉速的要求,钢坯翻转和输送速度快,最快时一个翻转周期只有25秒,液压缸换向快,对流量要求大,流量大换向又快对液压系统冲击大。通过对方坯步进式翻转冷床存在的问题进行分析,采取了以下改进措施。
3.1 提高制造精度
针对钢坯不能翻转的主要原因,提高固定齿条和活动齿条齿距制作精度要求,齿距确保300±0.1mm,并将原连接齿条座Φ32mm圆孔改为R16×60mm椭圆孔,以解决齿条齿形位置度的加工误差积累,不影响在整个冷床18.985 m×12 m调整。同时不改变横移液压缸安装尺寸与整体长度,在强度允许的情况下与液压缸厂家协商,采取措施使横移液压缸原来的行程430mm增加为450mm,因此提高了活动齿条行程调节余量,改造后一举解决了铸坯不翻转的毛病与故障。
3.2 改造床体框架
1)针对升降轮、横移轮更换困难,检修不便问题,对升降框架改进,并将起升轮位置由原来在升降框架横梁内腔安装,移到升降框架横梁外侧,安装在其下方混凝土基础上的支座上做纯滚动运动;横移框架通过两个移动轮支撑在升降框架横梁两侧的轨条上,且也在升降框架横梁上的移动轨条上做纯滚动运动,升降轮装置和横移轮装置都不受空间的局限,易观察,检修更换方便,更换某个轮后可用垫片调整升降轮上沿在水平面的高度,保证与其它轮标高的一致性,杜绝了冷床跑偏的因素。改进后升降轮、横移轮安装位置如图4所示。
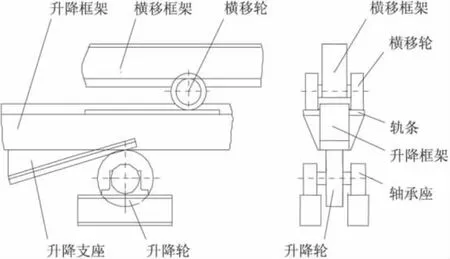
图4 改进后升降、横移轮安装位置
2)针对连杆较多,更换连杆后三个框架受力不均匀床体容易跑偏的缺点,将沿输出钢坯方向上的三个框架改为两个框架,同时保证原来冷床的整体长度不变,这样就减少了一组连杆,冷床框架的整体刚度得到了加强。冷床容易跑偏的毛病得到了彻底解决。
3.3 加强日常维护
首要是液压系统的维护,主要还是油缸的保护和降温,液压管路的维护。两组各两个油缸由于是在高温下工作,并且钢坯冷却后剥落的氧化铁皮粘在活塞杆上容易使油缸内密封件划伤,因此要做好油缸的防高温和防氧化铁皮工作,必要时可引一条水管进行喷淋冷却。由于换向频繁并且钢坯翻转时冲击大,对油路管夹要特别注意,发现有松动要及时紧固。其次是充分利用停产间隙调整床体,减少不必要的运动阻力,保证床体运动的稳定性。再就是正确调整齿条的升降和平移距离,尽量取最低值,减少其冲击。最后要注意对各润滑点的巡检,特别是车轮,润滑不到位要马上处理,不可带故障运行。
4 效果
通过对翻转冷床结构进行改进,使翻转冷床的结构得到简化,解决了第一炼轧厂方坯翻转冷床不翻转、铸坯矫直效果差的难题,铸坯运动稳定性得到了保障,自行矫直效果明显。检修更换升降、横移轮很方便,同时故障率大大降低,取得了良好的经济效益,仅维修备件费每年就可降低40万元以上,大修周期由一年延长至4年,改进前后的效果对比见表2。
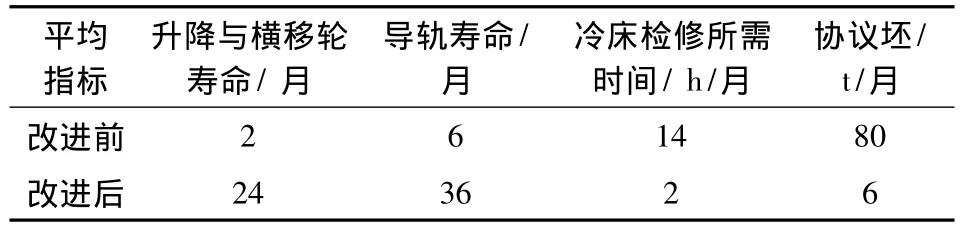
表2 改进前后的效果对比
5 结语
从方坯翻转冷床的改进及效果可以看出,一台好的设备不仅要考虑其使用功能,而且要考虑其使用功能的可靠性、维护成本的经济性,以及发生故障后维修的方便性。实践证明,通过优化设备结构设计与安装,加强设备维护,提高了设备运行的可靠性及稳定性,各项经济技术指标得到了较大提高,工人劳动强度大大降低,具有良好的经济效益和社会效益,对同类设备改进具有一定的借鉴意义。
[1]周峰,许震.方坯连铸翻转冷床的改造与实践.南方金属,2003(6):30-32.
[2]濮良贵,纪名刚.机械设计.第八版.北京:高等教育出版社,2006:5-6.
IMPROVEMENT OF BILLET TILTING COOLING BED AND EFFECT
Liu Wenjun Zhang Peng Du Zhenjun
(Anyang Iron and Steel Stock Co.,Ltd)
This paper analyses the remaining defects of billet walking cooling bed and proposes improvement measures.Significant technical and economic results have been achieved by optimizing the design and improvement,which provides reference for the same casting machine.
billet cooling bed improvement and effect failure analysis maintenance
2012—2—29
猜你喜欢
机械(2023年1期)2023-03-03
昆钢科技(2022年2期)2022-07-08
昆钢科技(2021年1期)2021-04-13
家畜生态学报(2020年2期)2020-03-26
冶金设备(2019年6期)2019-12-25
山东冶金(2019年5期)2019-11-16
中国医疗器械信息(2017年17期)2017-11-06
现代冶金(2016年6期)2016-02-28
中国医疗设备(2015年5期)2015-01-27
上海金属(2014年1期)2014-12-18
