
细旦多孔POY内在质量造成DTY染色不匀问题的原因分析
2012-09-08 06:02:32王玉明丁瑞林
合成技术及应用 2012年2期
胡 军,王玉明,丁瑞林
(1.浙江宁波华星化纤,浙江慈溪 315331;2.浙江慈溪三泰化纤,浙江慈溪 315331;3.浙江新风鸣集团中驰化纤,浙江桐乡 314500)
细旦多孔POY内在质量造成DTY染色不匀问题的原因分析
胡 军1,王玉明2,丁瑞林3
(1.浙江宁波华星化纤,浙江慈溪 315331;2.浙江慈溪三泰化纤,浙江慈溪 315331;3.浙江新风鸣集团中驰化纤,浙江桐乡 314500)
在熔体直纺工艺路线上,利用巴马格公司设计的DIO组件、EVO环吹风冷却装置、WINGS卷绕头生产出75 D/144 F细旦多孔涤纶POY,然后在FK6V-1000型加弹机上加工成DTY,做到了产能效益最大化,但是因POY内在质量对DTY的染色产生了影响,又制约了DTY质量的提升。重点讨论了聚酯PET物性指标控制、熔体温度控制、POY条干、POY含油均匀性和POY内应力对DTY染色的影响,实践表明:保持熔体中DEG含量稳定、改善熔体纺丝流动的均匀性、降低含油率和条干CV值、及时处理POY热拉伸应力的异常,最终能有效地降低DTY染色中条纹丝和深浅色的降等,使DTY的M率达到98%以上。
DIO组件 条干 热应力 上油率(OPU)
2007年江苏吴江一大型熔体直纺企业0.4 Mt涤纶长丝全部采用巴马格环吹风生产超细纤维成功后,各个有实力的纺丝企业纷纷上马长丝环吹项目,市场上超细长丝的竞争就愈发激烈。而笔者所在公司在巴马格环吹风基础上又采用巴马格公司提供的DIO组件和WINGS卷绕头生产细旦长丝,降低了能耗、提高了产量和质量。但是初期的POY加工成DTY后染色降等多,DTY的M率只有88%左右,主要是条纹丝和深浅色降等,其中条纹丝降等占40%,深浅色占50%。笔者从影响DTY的POY内在质量分析,分别对各个因素进行试验排除,终于将DTY的M率提到98%以上。
1 主要生产设备
1.1 主生产设备
Barmag公司提供的SP8型纺丝箱体(2个位/箱体);
DIO双通道组件;
EVO环吹风装置;
一进十出的GH18XL-11G-500Z型计量泵;
油剂泵(一进二十出);
网络器;
WINGS40T-1500/10高速卷绕头。
1.2 副生产设备
日本岛津增压泵,SBJ7200Ll型;
熔体冷却器A-EOI 32-49type BEM,美国产;
熔体输送管道;
静态混合器。
1.3 测试仪器
YG086缕纱测长仪,常州纺织器材厂;
YG023B-Ⅱ型自动单纱强力机,常州纺织器材厂;
UT-5型条干仪;
MQ20核磁共振含油测量仪;
HDK应力仪,奥地利兰精公司。
2 生产条件
2.1 原料指标
笔者公司熔体质量指标如表1所示。
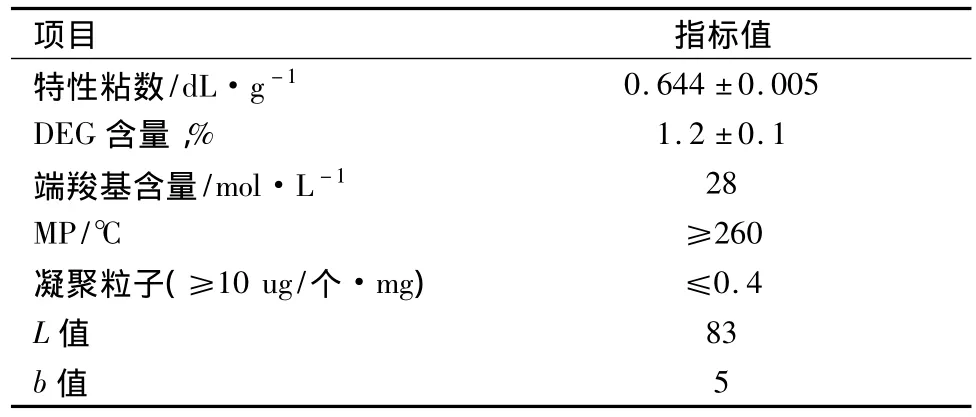
表1 公司熔体质量指标
2.2 工艺流程
PET熔体→熔体泵→过滤器→增压泵→冷却器→静态混合器→熔体分配阀→纺丝箱体→计量泵→纺丝DIO组件→EVO环吹冷却→上油→GR1导盘→网络→GR2导盘→WINGS卷绕→假捻成DTY。
2.3 原始工艺参数
喷丝板规格,外径Ø104 mm,喷丝孔长径Ø0.16 mm ×0.48 mm,孔数:144×2;
风筒规格,Ø104 mm×165 mm;
熔体冷却器出口温度,280℃;
纺丝箱体温度,289℃;
纺丝速度,2 700 m/min;
纺丝风量,25 Pa;
油架高度,700 mm;
POY 强度,2.5 cN/dtex;伸长,135%;OPU,0.5%;HDK,80 cN。
3 结果与讨论
3.1 聚酯熔体质量
聚酯熔体中DEG含量的多少决定染色的深浅程度,各个厂家的DEG含量中心值控制各不相同,关键是DEG含量的均匀性,熔体中DEG含量变化越小,其波动范围越窄,染色越均匀。生产中将DEG控制范围由(±0.1)%缩小到(±0.03)%后,染色中深浅色明显减少,深浅色降等比例由50%减少到30%。聚酯部门对熔体DEG含量的检测由每天2次改为每天3次,减少熔体指标的波动。
3.2 熔体输送温度和纺丝温度
熔体冷却器出口温度和到达纺丝交接点之前的管道中熔体温度由大小热媒循环泵中热媒温度和流量控制。调整前,采用较低的熔体输送温度,经过增压泵增压后,熔体温度由284℃上升到293℃,高温的熔体通过冷却器时因热交换温度又降低到280℃。由于采用较低的熔体输送温度,熔体在输送中沿管壁和中心的粘度差异变大,熔体的内在质量如强伸、热应力就不匀,后加工张力也不匀,深浅色会更多,纺丝断头也多。将小循环热媒温度由268℃提到272℃,大循环温度由273℃提高到278℃,熔体到达交接点时温度达到286℃,POY强伸度同时偏低的锭位减少,强度和伸长同时变大,强伸不匀率整体变小,DTY染色中深浅色降等进一步减少。
在单板生产75 D/144 F的POY时,喷丝板直径一般在85~88 mm之间,而且一块板只有144孔,但是生产中用的大直径104 mm的喷丝板,孔数为288孔(一分二双通道组件),箱体温度必然比单板生产75 D/144 F时要高,单板生产75 D/144 F时箱体温度只有289~290℃即可满足。表2是工艺试验纺丝温度生产状况的统计。
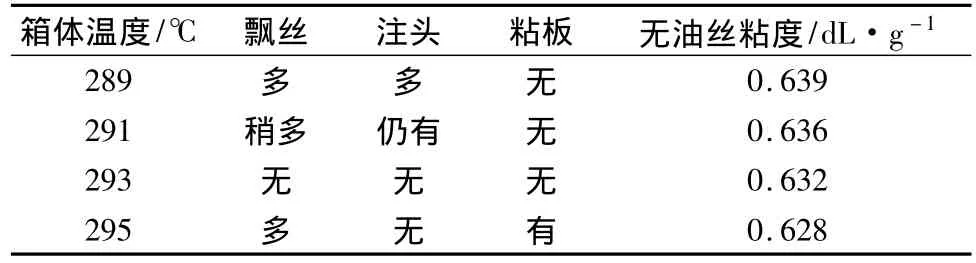
表2 工艺试验纺丝温度生产状况统计
经过试验后,将箱体温度由289℃调到293℃后纺丝注头飘丝减少,从无油丝粘度数据对比表明熔体粘度下降,进一步说明适当提高纺丝温度既有利于提高熔体的均匀性,又可改善细旦多孔POY的可纺性。其原理同熔体输送温度一样,但是温度进一步提高,熔体降解产生,丝饼发黄和纺丝飘丝出现。
3.3 POY 条干
条干CV值超过1.6%的常规产品后加工张力周期波动较大,染色条纹丝多[1]。超细旦POY要注重条干CV值和半抑制值,冷却条件不合适会造成条干半抑制值偏大,表3是油架和风量对条干的影响试验结果。
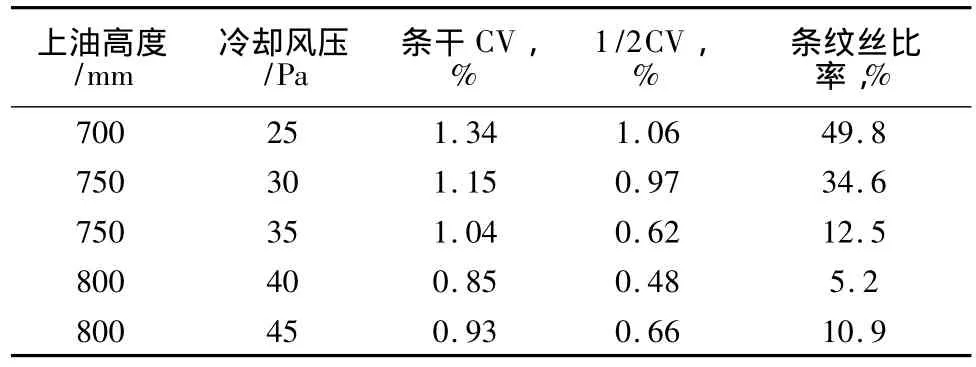
表3 油架高度和风量对条干的影响试验结果
从以上试验结果看出:随着油架距喷丝板面距离的增大和冷却风压提高,丝条冷却效果变好,条干值变小。油架高度过高,丝条在上油嘴处温度达到60℃以上,丝条固化之前就上油,丝条拉伸粘度反而降低,纺丝张力虽然降低,但是丝条取向结构不均匀,反而条干不匀。冷却风量偏小,冷却不下来的丝条形变取向不充分,丝条整体晃动大,丝条之间冷却程度不一致,又产生皮芯层结构[2]。但是风量进一步提高会产生拉伸粘度增大,纤维内部产生“空洞”,条干值也增大。快速冷却使纺丝毛丝、注头、飘丝显著增加。综合出丝温度、纺丝孔数、风筒有效出风面积等因素,将油架位置距离喷丝板面800 mm,风量提到40 Pa时条干最小,条纹丝也最少。
3.4 POY含油率及均匀性
POY上油率与所纺品种有关,圆孔多孔细旦丝POY上油率一般控制在0.4%~0.5%之间。考虑到较高的含油率对后加工一热箱造成结焦和白粉较多的问题,POY含油率由0.5%下调到0.4%以下,结果DTY深色降等比率由30%降到15%,同时DTY机台周期保养时间由1个月延长到2个月。但POY含油率下调并不能完全避免DTY深浅色降等,如果POY含油率过低,将导致DTY加工张力偏低,染色偏浅,POY含油率宜控制在0.35%~0.4%之间。
在适当降低POY含油率的同时,提高POY上油均匀性更是关键,上油不匀导致纺丝张力不匀和加弹张力不匀。巴马格提供的上油嘴3560是一孔一槽,生产中要保证丝条在油嘴中分布均匀,同时丝条不能有大的抖动,保持一定的包角,丝条上油后在GR1与GR2之间的网络器中进一步充分混合均匀,以保证上油的均匀性[3]。
3.5 POY热应力均匀性
对POY进行热拉伸应力测试可以模拟DTY加工过程中张力变化情况,在170℃、DR 1.7条件下,POY拉伸应力CV值越小越好,一般要求同一批POY丝应力CV在3%以内。对DTY染色偏深的POY锭位进行应力测试,发现其数值比中心值偏大20 cN以上,CV值在5%以上,伸度偏低,对该纺位进行检查,发现存在环吹风箱密封垫密封不严问题,造成冷却气流向板面方向流动,对丝条提前冷却,故POY内应力偏高。对修板后的第一落POY丝饼对应的3落DTY丝饼进行染色对比,发现POY底层丝饼对应的DTY染色也存在偏深问题,这是由于修板时纺丝板面暴露在空气中造成板面温度下降,故对应的底层丝内应力偏大,后加工张力偏高造成。为了严格产品质量,对纺丝修板出台时间控制、对换组件、停计量泵后的第一落丝切小卷处理。在采取以上一系列措施后,DTY染色深浅色降等比率为5%以下。POY调整后的物理指标如表4所示。

表4 POY调整后的物理指标
3.6 POY-DTY 工艺匹配

表5 调整后的DTY的物理指标
4 结论
a)严格控制PET熔体中DEG含量波动,提高熔体输送温度和纺丝温度,DTY染色深浅色减少。
b)通过调整冷却上油条件,降低POY条干值,DTY染色条纹色大幅减少。
c)将POY含油率降低到0.4%以下,保证上油均匀,后加工中无热箱结焦和白粉现象,DTY深浅色减少。
d)POY热应力异常锭位及时处理,制定合理的POY操作技术要求,匹配好POY-DTY工艺,可得到染色均匀的DTY。
[1]徐新华,李允成.涤纶长丝生产[M].北京:中国纺织工艺出版.
[2]董纪震,孙桐,古大治.合成纤维生产工艺学[M].北京:中国纺织工业出版社.
[3]张尚垛,沈建伦,等.用DIO组件纺涤纶长丝的研发[J].聚酯工业,2011,6.
[4]谢青竹.PBT-POY 生产工艺探讨[J].聚酯工业,2011,6.
Analysis of DTY uneven dyeing caused by inner quality problem of Fine denier porous POY
Hu Jun1,Wang Yuming2,Ding Ruilin3
(1.Ningbo huaxing chemical fiber Co.,Ltd.,Cixi Zhejiang 315311,China;2.Cixi Santai Chemical Fiber Co.,Ltd.,Cixi Zhejiang 315331,China;3.Zhejiang Xinfengming Chemical Fiber Co.,Ltd.,Tongxiang Zhejiang 314500,China)
First 75 D/144 F fine denier porous polyester POY was produced by the direct melt spinning process with blowback cooling device DIO ring and WINGS winding designed by BARMAG company and then drawn textured into DTY with FK6V-1000 machine.But the inherent quality of POY debase the quality of DTY such as dyeing problem.This paper discusses the effect of the polyester PET property index,melt temperature,Article POY dry,POY oil uniformity and the internal stress of POY on DTY dyeing.The result shows that the stable DEG content in melt,the nicer uniformity of flow melt spinning,lower oil rate and CV value can effectively reduce the imperfect dyeing yarn and make DTY M rate above 98%.
DIO components;line thermal;stress;OPU
TQ342.2
B
1006-334X(2012)02-0048-03
2012-04-09
胡军(1976-),河南漯河人,助理工程师,主要从事涤纶长丝生产管理工作。
猜你喜欢
作物研究(2021年4期)2021-09-05 08:48:52
小资CHIC!ELEGANCE(2021年25期)2021-07-29 06:40:27
西南石油大学学报(自然科学版)(2021年3期)2021-07-16 05:27:08
小天使·四年级语数英综合(2021年4期)2021-05-10 14:37:51
国际纺织导报(2021年1期)2021-04-20 00:24:00
农家科技中旬版(2018年5期)2018-07-14 01:57:56
时尚北京(2017年4期)2017-05-02 13:20:30
山东纺织科技(2014年2期)2014-12-03 05:48:18
化纤与纺织技术(2014年1期)2014-03-30 07:14:52
郑州大学学报(理学版)(2014年3期)2014-03-01 04:21:07
