
阴阳树脂比例对电去离子处理镍废水的影响
2012-09-07 09:31:50陈清后余海军李长东
中国环保产业 2012年12期
陈清后,余海军,李长东
(佛山市邦普循环科技有限公司,广东 佛山 528244)
前言
电去离子(electrodeionization,简称EDI)技术是一种结合传统方法的膜分离技术。离子交换树脂填充在电渗析(ED)的废水室,在直流电场作用下实现了离子深度清除和浓缩。电子数据交换技术起源于核装置产生低浓度放射性废水处理[1],已广泛应用于工业纯水、超纯水的制备[2-4],也在低浓度重金属废水处理中具有广泛的应用前景[5-6],但目前国内该技术尚未成熟。在研究中发现,该技术不仅存在膜堆浓水室和废水室的氢氧化物沉淀等问题,而且膜堆很难长期稳定运行。
1 材料与方法
1.1 实验装置(见图1)
实验膜堆为一级两段结构,每段两个膜堆,隔板为100×300(mm)PP板;废水室隔板厚度3mm,其中填充混合离子交换树脂;浓水室隔板厚度0.9mm,内设有丝网以增强流体的湍动;有效膜面积为128cm2;电极材质为钛镀钌;WYK-1503型直流稳压电源。
实验采用EDI专用异相离子交换膜,大孔强酸强碱性离子交换树脂,先将阳膜和阳树脂转型为Ni2+型,阴膜和阴树脂转型为SO42-,然后进行组装膜堆。

图1 实验装置示意图
1.2 测定项目及方法
(1)采用WFX-210型原子吸收分光光度计,以火焰原子吸收法测定样品中的Ni2+浓度,在恒压条件下操作,电压为27.5V。
(2)采用分析纯NiSO4·6H2O溶于去离子水中,加入硫酸调整溶液的pH值约为3, 配制成原水,原水中Ni2+浓度在52mg/L左右,流量为20L/h。实验配水条件见下表。

实验配水条件表
(3)实验采用浓水部分循环的流程,浓水循环液与来自原水的新鲜料液补充水汇合后进入膜堆,膜堆浓水出水部分作为浓水产品。另外部分浓水返回浓水罐继续循环,浓水循环液流量为9.76L/h,浓水产品水流量为0.24L/h,新鲜料液补充水流量为0.24L/h, 电极液为0.3%(质量分数)Na2SO4,流量为10L/h。
2 结果与讨论
2.1 阴树脂/阳树脂比例为3:2(体积比)填充的膜堆的操作性能
该实验的膜堆装置采用废水室阴树脂/阳树脂比例为为3∶2,实验的废水出水和浓水出水中Ni2+浓度变化如图2所示;pH的变化和膜堆电流的变化如图3所示。
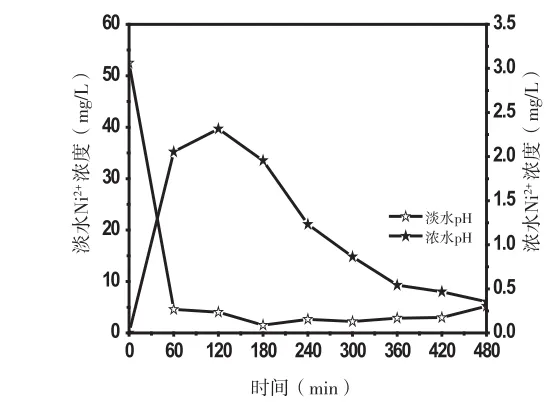
图2 淡水和浓水Ni2+离子浓度的变化
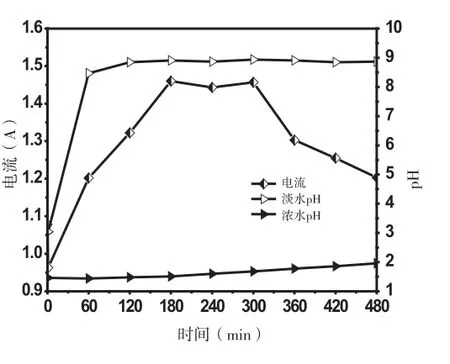
图3 淡水和浓水pH和膜堆电流的变化
从图2、图3得知,开机后淡水中的Ni2+离子浓度迅速降低到一个最低值1.53mg/L,随后逐步增加,7小时后浓度增加到5.24mg/L;浓水在开机后的1小时内浓度大幅度增加,此后不断下降;当实验结束时,浓度降为354mg/L并且呈继续下降趋势。开机后淡水pH值迅速增大,实验结束时pH值达到8.86。浓水pH值先下降到一个最低值1.41,然后慢慢增加,实验结束时为1.96。
实验结束后,拆开膜堆发现,在第一段出口和第二段进口处,淡水室结垢严重,树脂颗粒的表面和间隙间有绿色氢氧化镍沉淀,淡水室的阳膜上也有部分氢氧化镍沉淀。
结果表明,虽然原水中的Ni2+大部分被去除,但这些被去除掉的Ni2+离子并非以离子的形式全部进入浓水中,而是以某种形式积累在膜堆中,从而使过程失去浓缩性能而无法正常运行。
2.2 阴树脂/阳树脂比例为2:3膜堆
淡水出水和浓水出水中Ni2+离子浓度的变化如图4所示;淡水出水和浓水出水的pH值和膜堆电流随时间的变化如图5所示。

图4 淡水和浓水Ni2+离子浓度的变化
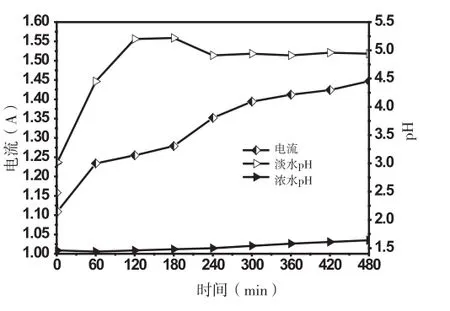
图5 淡水和浓水pH和膜堆电流的变化
从图4、图5可见,开机后淡水出水中Ni2+浓度逐渐下降。实验结束时,淡水出水中Ni2+浓度为0.6mg/L,并有继续下降趋势,而开机后的浓水出水Ni2+离子浓度不断上升,至实验结束时Ni2+浓度为3.4g/L。淡水出水pH值在开机后慢慢升高,最高不超过5.5,而浓水出水pH值开机后先是缓慢降低,后来慢慢升高,导致膜堆电流先降低后又逐步增高。
拆开膜堆,淡水室和浓水室均无Ni(OH)2。这表明膜堆在阴树脂/阳树脂比例为2∶3的情况下可以稳定运行,并且淡水出水水质较好。
因此,采用阴树脂/阳树脂比例为2∶3的树脂比例来运行膜堆处理含Ni2+废水是可行的。
2.3 阴树脂/阳树脂比例为3:7的膜堆
淡水出水和浓水出水中Ni2+离子浓度的变化如图6所示,淡水出水和浓水出水pH值和膜堆电流随时间的变化如图7所示。
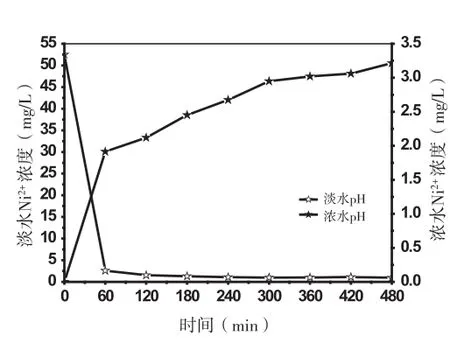
图6 淡水和浓水Ni2+离子浓度的变化
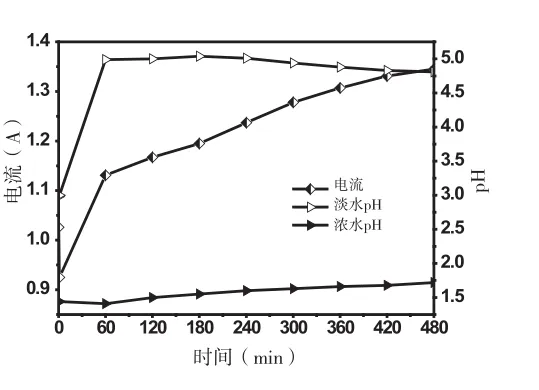
图7 淡水和浓水pH和膜堆电流的变化
从图6、图7可见,膜堆淡水出水中Ni2+离子浓度开机1小时后降到0.97mg/L,后又慢慢增加,在实验结束后增加到1.1mg/L,而浓缩水出口Ni2+离子浓度随时间的增加而逐渐增加;淡水出口pH值在3小时增加最多5个值,然后缓慢下降,降至4.77;浓水pH值一直增加,至实验结束时增加至1.72。
拆开膜堆发现,第二段浓水室的隔板边缘与阴膜接触点有少量的氢氧化镍沉淀,其他位置并无结垢发生,可能是由于阴树脂所占比例过小,在淡水室中用来迁移阴离子的树脂过少,导致阴离子通过溶液相迁移,形成Ni2+与OH-在浓水室隔板边缘与阴膜的接触处相遇形成Ni(OH)2沉淀。
因此,采用阴树脂/阳树脂比例为3∶7的膜堆处理含Ni2+的废水,通过改善浓水室的水力分布情况也是可行的,能够维持膜堆的稳定运行。
3 结论
(1)EDI膜堆淡水室阴树脂/阳树脂的比例通过影响EDI淡水室内部水解离状况对处理含Ni2+废水有很大的影响,从而影响膜堆过程的稳定运行。实验结果表明,当阴离子/阳离子树脂的比例为3∶2,阳树脂/阳膜水解激烈,淡水出水中含镍离子相比其他比例的树脂浓度要高,且pH值也较高;而淡水出水的高pH值不仅影响了淡水室中Ni(OH)2沉淀的效果,而且造成淡水室压力过大,从而导致淡水室中的水流通过压渗进入浓水室,同时浓水罐水量不断增加又使过程的浓缩性能严重下降,过程无法正常稳定运行。
(2)通过减少阴离子/阳离子树脂的比例,降低阳离子树脂/阳膜水解,避免淡水室所形成的Ni(OH)2沉淀,使过程稳定运行。
(3)阳阴树脂比例也不能过大,否则会造成负面的阴树脂/阴离子膜水解加剧,导致浓水室局部产生结垢。因此,对于EDI处理含Ni2+重金属废水,合适的阴/阳树脂比例可使过程稳定运行。在实验条件下,阴/阳树脂比例为2∶3时,EDI能够稳定运行。
[1]Waiters W R,Weiser D W,Marek L J.Concentration of radioactive aqueous waters[J]. Industrial Engineering Chemistry,1955,47(1): 61-67.
[2]S. Thate,N.Specogna,G.Eigenberger,A comparison of different EDI concepts used for the production of high-purity water,Utrapure Water,1999,16(8): 42-56.
[3]A. Grabowski,G. Zhang,H.Strathmann,G.Eigenberger,The production of high purity water by continuous electrodeionization with bipolar membranes:nfluence of the anion-exchange membrane permselectivity,J.Membr.Sci.2006,281: 97-306.
[4]王建友,等.反渗透/电去离子(RO/EDI)集成膜过程制备高纯水的研究[J].化工进展, 2002(21),增刊:172-177.
[5]闻瑞梅,等.半导体工艺用高纯水中硅、硼的去除[J].电子学报,2004,3(2): 197-199.
[6]刘红斌,等.1m3/h RO-EDI高纯水设备的研制[J].膜科学与技术,2002,20(3): 63-66.
[7]管山,等.电去离子过程脱除低浓度铜离子的研究[J].膜科学与技术,2008,28(1): 7-11.
[8]徐彦宾,等.硫化物沉淀法从氧化镍矿酸浸液中富集有价金属[J].有色金属(冶炼部分),2006(3): 8-10.
猜你喜欢
当代水产(2022年3期)2022-04-26 14:27:24
发酵科技通讯(2021年3期)2021-09-27 10:00:18
电力与能源(2021年2期)2021-05-14 08:27:50
小哥白尼(野生动物)(2020年2期)2020-06-16 03:09:44
学生天地(2020年25期)2020-06-01 02:16:28
供水技术(2020年6期)2020-03-17 08:18:30
肥料与健康(2017年2期)2017-07-01 19:43:40
发电设备(2017年1期)2017-02-07 09:07:37
制造技术与机床(2017年12期)2017-02-02 07:04:40
少儿科学周刊·儿童版(2015年11期)2015-12-17 03:43:42
