潘口电站定子嵌线工艺
2012-09-05 22:53唐鹏程
水利水电快报 2012年9期
唐鹏程
(中国水利水电第三工程局有限公司制造安装分局,陕西安康 725000)
潘口电站定子嵌线工艺
唐鹏程
(中国水利水电第三工程局有限公司制造安装分局,陕西安康 725000)
发电机在运行过程中,绕组会受到电动力、热及机械力的综合作用,为保证电机安全可靠地运行,延长其使用寿命,必须采取措施防止电晕及电腐蚀对电机产生的损伤。在线棒绝缘槽部位置涂刷低电阻半导体漆,使绝缘表面和铁芯同电位,将该处的间隙短路,以消除绝缘表面电晕。槽内喷半导体漆,用半导体衬布包裹线棒后嵌入,使线棒在定子槽内与定子铁芯配合严密,采用波纹垫条、斜边槽楔、上下层止沉块防止线棒松动,以消除电腐蚀对电机的损伤。
定子;嵌线;安装工艺;潘口水电站
潘口水电站发电机为立轴半伞式结构,定子绕组由条式线棒组成,共有576槽1 152根线棒,4支路并联,“Y”形连接;线棒绝缘采用多胶模压。为减少漏磁在定子绕组间的导体中引起的涡流损耗,采用360°换位。
1 线棒嵌入工艺
下层线棒嵌入前,应检查单根线棒在冷态下直线段的宽度尺寸是否满足设计要求,其表面防晕层应无损伤,并按GBT 8564-2003《水轮发电机组安装技术规范》,对线棒的绝缘电阻和起晕电压进行抽检,并对工频交流进行耐压试验。抽检率应为每箱线棒总数的5%,绝缘电阻用2 500 V的兆欧表检查,应不低于 5 000 MΩ;工频交流耐压应为2.75 UN+2.5=45.8 kV; 起 晕 电 压 不 得 小 于1.5 UN=23.63 kV。
(1)准备。嵌线前,对铁芯槽及通风沟进行再次吹扫,根据定子绕组接线展开图确定铁芯第一槽的位置,再按规定方向逐槽用白漆编号。划出所有铁芯齿的轴向中心线、线棒中心线和两端的长度线,标出相应槽口部分之长度,控制槽口位置。明显标示出绕组上、下层极间的连线和引出线,测温电阻及引线位置的槽号。用带预紧力的游标卡尺检查线棒直线部分上、中、下部位的宽度及厚度尺寸,将测量结果与铁芯线槽测量数据进行比较,选配合适的线棒与线槽匹配。
对槽楔、楔下垫条等层压制品,用干净白布沾酒精或丙酮溶液擦洗干净后,在室温下晾干不少于30 min,在80℃温度下烘焙时间不少于8 h。绑扎用涤波管、玻璃丝带在烘箱中保持180~200℃的温度下烘焙4~8 h,使石蜡成份全部挥发后待用。
(2)端箍装配。端箍分9段在现场组圆,在定子铁芯圆周上均匀嵌入36根几何尺寸理想的下层线棒,每段端箍不少于4根。用502胶临时粘上槽底垫条,将线棒中心线与铁芯中心线对齐,并用压线工具将线棒压靠槽底。调整好绝缘支架与支座位置,使端箍与下层线棒间预留1~2 mm的间隙,将支座焊在上齿压板上(下端箍用工具临时挂装和调整好,与下齿压板焊接),拧紧端箍连接处的螺栓,每段端箍连接处的新旧绝缘搭接长度不得小于45 mm,搭接处先用 E -44∶H -4∶云母粉 =100∶65∶70的环氧胶填平,再半叠包0.14 mm粉云母带16层和无碱玻璃丝带一层,并涂环氧胶。然后半叠包一层热收缩带,再用红外线灯烘干,烘干后拆除热收缩带。
(3)测温电阻装配。在装配前应检查测温电阻是否有开或短现象,用250 V摇表测量对地绝缘,应大于20 MΩ,检查测温电阻所在槽号是否符合图纸的规定。接头处焊接好以后,用预先套好的丙烯酸脂玻璃纤维漆管作绝缘,将三线并在一起,用0.14 mm F级粉云母带半叠绕两层,再用0.1 mm无碱玻璃丝带半叠绕两层,将三芯包成一体,并涂刷环氧清漆。
(4)下层线棒嵌入工艺。清扫检查定子铁芯、定子机座,特别是定子铁芯的槽内。按图纸要求,将半导体层压板垫条用502胶粘牢在槽底,两端各伸出30 mm。以定子铁芯及线棒中心线为基准,同时兼顾线棒斜边间隙及两端伸出槽口的长度,将线棒直线部分包裹整张低阻半导体布槽衬,随线棒嵌入槽内。嵌入时,将线棒平行推入槽口,用橡皮锤均匀地将线棒逐步打入槽内,线棒平槽后,再用嵌线用压板和木榔头将线棒打入槽底,检查线棒中心与铁芯中心的错位应在2 mm以内。当下层线棒嵌入后,用槽楔撑块和木垫块固定线棒,使线棒直线部位紧贴槽底,如线棒与槽间间隙>0.3 mm,应垫入半导体板。检查端部斜边是否靠紧端箍,如直线部分已紧贴槽底垫条、而端部斜边与端箍之间有间隙时,则垫以合适厚度的浸透环氧胶的适形材料,尽量使线棒端部间的间隙均匀,再用浸过环氧胶的涤玻管将线棒绑扎在上、下端箍。嵌线工艺见图1。
(5)斜边垫块和止沉块安装。按图纸,用白色记号笔标出斜边垫块的绑扎位置。根据线棒端部间的距离,垫块可用不同厚度的间隔垫片搭配成合适的厚度,用浸过环氧胶的适形材料包住斜边垫块,塞入规定的位置;然后与线棒用涤波管横扎4圈,再沿斜边间隙纵扎3圈,绑扎完毕后,在外面涂以环氧胶。
线棒止沉块每隔6槽设置一块,整圆共96块。止沉块头部用适形材料+环氧填料包裹后,嵌入在线棒间。在环氧填料未干前,用玻璃纤维管将止沉块与线棒一起绑扎2匝。重复上述操作工艺,将全部下层线棒嵌入槽内。对有测温电阻的槽,该槽嵌线完成后,应测量测温电阻有无开、短路现象,并测量绝缘电阻。
(6)上层线棒嵌入工艺。用干燥气体吹净下层线棒,垫入层间垫条且不得损伤半导体槽衬布,层间垫条伸出定子铁芯两端的长度保持一致。为防止嵌入上层线棒时层间垫条发生错位,层间垫条两端宜采用无碱玻璃丝带在下层线棒上绑两层。嵌入上层线棒工艺与下层的相同。
2 槽电位测量
发电机定子线棒嵌线后,应对发电机定子线棒进行槽电位试验,以检查发电机槽部定子线棒绝缘外表面和槽壁之间,以及防晕层和主绝缘之间的电腐蚀情况。
3 打槽楔
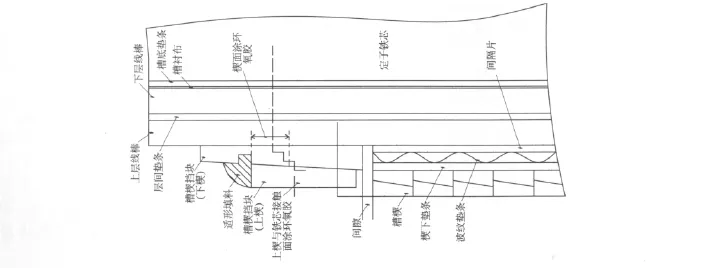
图1 嵌线工艺
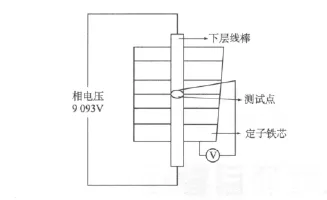
图2 槽电位测试原理
槽楔采用斜槽楔结构,每槽由11对槽楔组成。上、下层线棒全部嵌入且进行检查无误后,用小刀沿上层线棒的上表面割除半导体槽衬的多余部分,在上层线棒直线段上放置波纹垫条及适当的楔下垫条,用槽楔形撑块将线棒的上、中、下3个点分别压紧。根据测量值,结合滑动量规插入深度,选择调整楔下垫条;槽楔打入后,波纹垫条的厚度达到理论值。打槽楔时,压缩量达到 1.2~1.4 mm(波纹板压缩后厚度 1.4~1.6 mm),打完槽楔后,压缩量不得小于1.1 mm(波纹板压缩后厚度 1.7 mm)。用打槽楔工具从上向下打,进行中应根据需要移动槽楔形撑块,增加或减少楔下垫条的数量,使槽楔以合适的压力打入。当每槽的11根槽楔打完后,安装槽楔挡块。按下层线棒工艺进行斜边垫和止沉块的安装。
4 上、下层线棒间接头焊接
利用整形工具调整上下层端部偏差大的线棒,调整时,用力应均匀适当,避免损伤线棒绝缘。对每根线棒的绝缘根部,用浸湿的石棉布包缠紧密,线棒间用浸湿的石棉布塞实,防止钎焊过程中将线棒绝缘烧坏。
线棒端部接头用砂布打出光泽后,用无水乙醇清洗干净。将线棒焊接部位对齐,中间放银焊片,当焊接部位成深红色(约2 300 A的电流)后,进行间歇性通电以使银焊片熔化,必要时还可以填入银焊条。焊接完后,用细锉刀修平连接处,并清理干净。
5 绝缘盒装配与浇注
在使用前需检查绝缘盒是否有裂纹,其气泡、壁厚不得小于3 mm。对检查合格的绝缘盒擦洗干净并去除潮气,风干2~3 h,再将绝缘盒放入烘箱,在60~80℃温度下烘干2 h。
在线棒接头的上、中、下股间放入间隔片,并用无碱玻璃丝带绑在接头上,在股间的空隙中填入适形的材料和 E -44∶H -4∶石英粉 =100∶65∶70 的环氧填料。将上端绝缘盒封堵并调整好位置,待环氧胶泥固化后,对绝缘盒上孔中先倒入1/3高度的环氧填料,固化后再补充浇满。
下绝缘盒套装时,采用千斤顶支撑托板,先向绝缘盒倒入环氧填料约2/3高度,固化后再补充浇满。
6 极间连线安装
清理极间连接线、连接板、线棒端部需银焊部位,在线棒股间和连接板间夹入一层银焊片,焊接工艺同上、下层线棒间接头焊接。清理焊接部位,线棒端头三股间填入环氧填料,连接部位凸凹不平处用环氧填料填平,并在直角连接处包两层多胶云母板后,用无碱玻璃丝带扎紧,外面涂环氧胶。之后,在连接部位半叠包粉云母带21层,半叠包无碱玻璃丝带一层,外涂环氧胶,新旧绝缘搭接不得小于45 mm。按照图纸,对极间连线与绝缘盒间垫入间隔块,绑扎牢固。
7 汇流母线安装
(1)汇流母线预装。按图纸规定,在定子圆周位置上将汇流铜排支架垫块点焊在定子上齿压板,再按图纸规定的层次,从下往上将汇流铜排抬放在支架上预装。预装时,应使汇流铜排的端头与出线线棒端头对齐,而后再确定三相引出铜排和中性点引出铜排联接的位置和各层汇流排环段间的接头位置。预装完毕拆除铜排,将底座焊接在上齿压板上。焊接时用浸湿的石棉布保护线棒。
(2)定子线棒引出线与汇流母线的连接。从最下一层铜排开始安装,汇流铜排放入线夹线槽前,在线夹处先绕包Nomex纸二层,再绕包适形的材料一层,用钢丝刷清理施焊部位,线棒引出头和连接板用银焊机进行焊接,再用氧-已炔焰焊接连接板与汇流母线。焊接时,焊接部位放入银焊片,并用银焊接条填充,清理焊接部位并修平高点。用环氧填料将引出线棒与汇流铜排连接部位的凸凹不平处填平,再在直角连接处包两层多胶云母板并用无碱玻璃丝带扎紧,外面涂环氧胶。
经上述处理后,在连接部位半叠包粉云母带21层,半叠包无碱玻璃丝带1层,外涂环氧胶,新旧绝缘搭接不小于45 mm。
(3)定子干燥及整体耐压试验。采用铜损法干燥,即定子绕组通入额定电流的25% ~50%。定子绕组按正-A1-X1-X2-A2-A3-X3-X4-A4-负连接,每相用5台同型号的ZX7-500直流电焊并联加热,通入定子电流约1 200 A,加热72 h后,绝缘电阻及吸收比达到要求。
(4)耐压试验。下层线棒嵌入完成后,进行2.5UN+2.0耐压试验;上层线棒下线后,打完槽楔,与下层线棒一起作2.5UN+1.0耐压试验;全部定子绕组、端部连接、端箍、引线安装完成后,作2.0 UN+3.0耐压试验。
直流耐压试验在冷态下进行,泄漏电流不会随时间延长而增大。在规定的试验电压下,各相泄漏电流的差别不应大于最小值的50%。试验标准为47.25 kV(Us=3 UN=3 ×15.75)。
8 结语
定子绕组在出槽口、通风槽口、槽中间隙等处绝缘表面的电场分布不均匀,采用半导体漆、半导体衬布措施,可以有效防止电晕导致的绝缘老化速度的加快。波纹垫条、止沉块、斜边槽楔的应用,可以保证线棒嵌入后的紧度在一定范围内可自行调节,避免了下线时松动的线棒表面防晕层与槽壁的接触不良,从而导致绝缘表面受到严重的电腐蚀。嵌线时,应防止伤及防晕层及绝缘,从制造工艺和安装质量方面来保证电机的稳定运行并延长其使用寿命。
TV730
A
1006-0081(2012)09-0031-03
2012-08-26
唐鹏程,男,中国水利水电第三工程局有限公司制造安装分局,高级工程师.
猜你喜欢
水电与抽水蓄能(2022年3期)2022-07-17
重型机械(2022年2期)2022-04-18
科学家(2022年3期)2022-04-11
中国新技术新产品(2020年20期)2020-12-21
数学杂志(2017年3期)2017-06-15
少年文艺·开心阅读作文(2017年1期)2017-02-24
考古与文物(2016年5期)2016-12-21
大电机技术(2015年6期)2015-07-01
河南科技(2015年15期)2015-03-11
大电机技术(2015年5期)2015-02-27