
台儿庄泵站立式水泵安装
2012-08-31 02:25曾迎峰中国水利水电第十一工程局有限公司
河南水利与南水北调 2012年22期
□曾迎峰(中国水利水电第十一工程局有限公司)
1.工程概况
台儿庄工程有ZL31—5型立式轴流泵5台(1台备用),叶轮直径3000 mm,配5台额定功率为2400 kW的同步电机,单机流量为31.25 m3/s,设计调水流量为125 m3/s.装机总流量为156.25 m3/s。
南水北调东线工程共9级泵站,其中规划采用全调节轴流泵的为6个,合计26台套。因此总结轴流泵的安装方法,对后续工程的实施将有很好的借鉴和指导意义。
2.主水泵安装
2.1 主水泵的主要技术特性见表1。
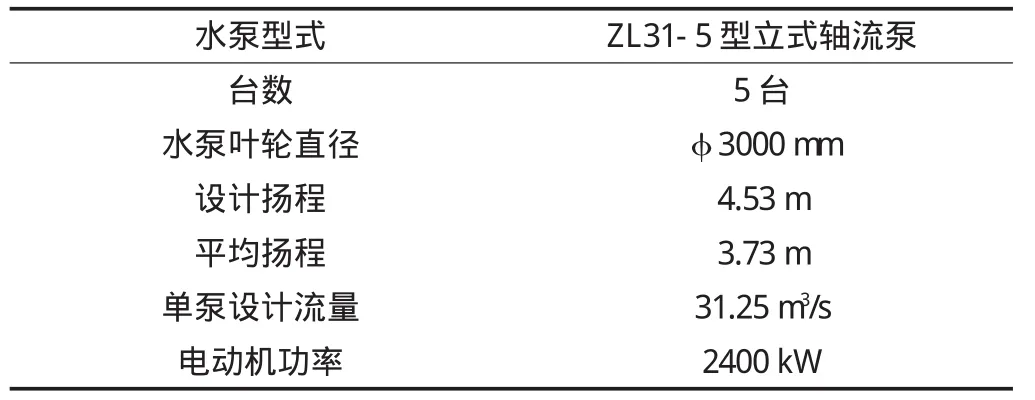
表1 主水泵的主要技术特性表
2.2 安装工艺流程见图1。
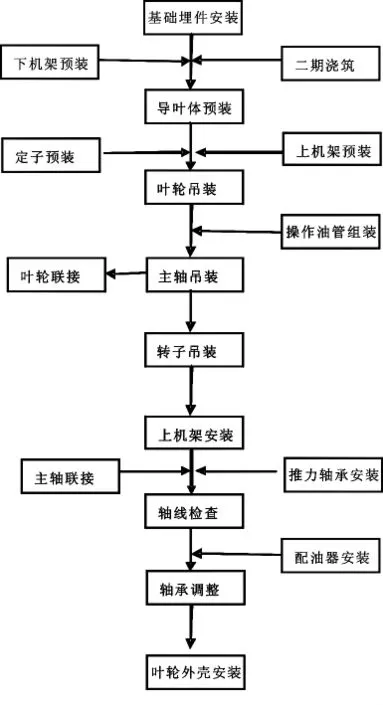
图1 水泵、电机安装流程图
2.3 水泵基础埋件安装及部件预装
水泵基础埋件由水泵底座、泵座、上座组成,见图2根据现场情况可以分别调整安装,也可一次安装,以满足SL317-2004、GB/T8564-2003等规范对各部件对同心度、高程、中心及水平的要求,中心偏差≤2 mm,高程偏差≤3 mm,各水平度≤0.07 mm/m,同轴度≤1 mm。

图2 水泵固定部分示意图
2.3.1 按泵组X、Y轴线设置泵组十字中心线,安装挂线架,并将泵组X、Y轴线引放在挂线架上。
2.3.2 在安装间检查底座各部几何尺寸正确后吊至机坑,初步调整其高程、水平及中心位置合格后加固固定,然后浇注二期混凝土。
2.3.3 泵座、上座安装时悬挂泵组中心线,以底座止口外圆为基准,分别调整,保证同心度≤1mm。
2.3.4 出水弯管、导叶体按照底座中心线来调整合格后,打好定位销钉。
2.4 主水泵的正式安装
主水泵正式安装前,检查二期混凝土浇注情况,进行清理,在强度达到设计强度的80%以上时,方可进行正式安装。按照结构尺寸,应先将叶轮外壳、底圈、接管、导水圈吊装到EL15.0 m高程,沿机坑两侧平稳放置。
2.4.1 叶轮检查与吊装。清理、检测泵轴与叶轮连接的法兰面,去除高点及毛刺。按照厂家和规范要求做好叶轮的耐压和动作试验。叶轮检查合格后,利用专用吊装工具将叶轮吊入机坑并放置在底座上,见图3。

图3 叶轮吊装示意图
2.4.2 导叶体吊装。用厂房桥机水平吊起导叶体,将导叶体上下连接法兰面清扫干净,初步调整水平后将导叶体吊入机坑进行安装。导叶体吊入机坑,按预装标记找正方位后缓缓落在泵座上,再安装上座,按规范要求调整导叶立面和端面间隙,穿入定位销钉,按设计力矩把紧连接螺栓。将水泵导轴承部件依次吊放在导叶体内暂存,然后准备吊装出水弯管及水泵上盖。
2.4.3 出水弯管及水泵上盖吊装。在安装间将出水弯管和水泵上盖进行组合,按设备图纸要求安装好密封垫圈,然后吊入机坑进行安装。水泵上盖落在基础上后,先按预装标记找正上盖中心位置,穿入定位销钉后,将水泵上盖把合在基础上,复测水泵上盖的水平度及轴孔的垂直度应与预装记录一致。
2.4.4 水泵轴吊装。一是将泵轴运至安装间指定工位,在主轴下部铺垫方木,仔细清洗油污、检查主轴法兰面和连接螺栓孔,将毛刺油污等清理干净。二是将叶轮操作油管清扫干净后,水平插入主轴内,并临时固定在主轴上。三是安装主轴吊具,用厂房桥式起重机将主轴竖立,竖轴时在主轴下法兰垫放方木,以防止主轴法兰面受损,一边将主轴吊起,一边行车找正,同时注意不得损伤操作油管。四是主轴竖直吊起后,仔细检查下法兰面有无损伤,合格后在桥机主钩上挂装一只5 t手拉葫芦,将操作油管挂装在手拉葫芦上,然后将主轴吊入机坑进行安装。五是泵轴落至机坑后,找正方位及厂家预装标记,将泵轴缓缓落在叶轮上,当泵轴下法面距叶轮顶面200~300 mm时,桥机停止下落,操作手拉葫芦将操作油管落下,按设备图纸要求先将操作油管与叶轮联接在一起。六是继续下落桥机主钩,当泵轴下法兰凸出部分进入叶轮止口后,按编号穿上所有连接螺栓,使用专用工具,按设备技术文件要求的方法和步骤逐步对称上紧,其拧紧力必须达到设备技术文件的要求。七是用塞尺检查法兰组合缝间隙,不得>0.05 mm。合格后按设备技术文件的要求将螺栓、螺母锁定牢靠,避免运行时,发生螺栓、螺母的脱落。
2.4.5 叶轮室安装。在电动机推力轴承安装完成、电动机轴与水泵联轴、转动部分定中心后,将叶轮室进行复位安装。先将叶轮室分瓣面清扫干净,按图纸要求涂上密封胶后把合在一起,检查组合面间隙符合要求后,再调整叶轮室径向及周向位置,对正与导叶体的连接螺栓孔,穿入连接螺栓,插入销钉,按设计力矩将叶轮室把合在导叶体上,复测叶轮叶片与叶轮室之间的间隙应符合设备技术文件的规定。调整接管法兰位置,将接管与叶轮室把合在一起,按设备图纸要求均匀对称的压紧伸缩节盘根。
2.4.6 导轴承和主轴密封装置安装调整。在电动机推力轴承安装完成、电动机轴与水泵联轴、转动部分定中心后,按制造厂家图纸要求安装水导轴承。
一是导轴承安装前,对轴瓦进行仔细清扫和检查,轴瓦表面应无裂纹、起泡、硬点及脱壳等缺陷;二是轴瓦安装前,先与泵轴进行试装,泵轴与轴瓦试装必须考虑其材料水浸后的膨胀量及温度升高后的膨胀量,应按设备技术文件的规定严格控制;三是将轴承座就位,把紧轴承座与导叶体的联接螺栓;四是用塞尺测量转轮叶片与转轮室的间隙,合格后用百分表监测;五是根据泵组盘车测得的摆度值调整水导轴承间隙,间隙调整完成后顶轴复测总间隙;六是轴承间隙调整之后,钻铰定位销钉孔;七是安装密封填料及压板,压紧量初步以设计值为准,泵组运行时再根据漏水量现场加以调整。
2.4.7 配油器的安装。配油器安装在电动机刷架安装后进行。
2.4.7.1 配油器预装。一是先将配油器油盆和配油器底座初步找正方位及中心后就位,将轴孔密封环及配油器座套入操作油管,将密封环装入主轴内孔中,按标记找正配油器座,并临时固定;二是调整配油器座的挡油环与放置油盆的间隙均匀并在设计要求的范围围内,合格后临时固定;三是将油分配器和支座套入操作油管并按记号就位,初步找正方位及水平后临时固定,然后进行盘车找正(可与泵组盘车同时进行),测出操作油管的摆度值并进行调整,合格后拧紧配油器座与主轴的连接螺丝,钻铰配油器座与主轴、油分配器支座与油盆、油盆与受油器支承座的定位销钉孔。将油分配器及支座和油盆拆除进行正式安装。
2.4.7.2 配油器的正式安装。其一在配油器支承座上放入绝缘垫,再将油盆按预装记号吊装就位,插入定位销,紧固连接螺丝。其二在油盆上安放绝缘垫,再将油分配器及支座按预装记号吊装就位,插入销钉拧紧螺丝。复测操作油管的摆度值和配油器的水平偏差在设计要求范围内。其三将配油器上操作油管外面两腔分别经高压软管与压油装置的两根压力油管联接。其四测量配油器底座与电动机上机架间的绝缘度,合格后调整受油器指针位置,并安装外罩等。
2.4.7.3 调节器全部安装完成后,进行充油试验,检查配压阀、油管路漏油情况;检查调整角度机构,其动作应灵活可靠,无憋劲或卡死现象。
2.4.7.4 用0.3倍的工作压力调整指示盘指针位置,并在叶片调整的全范围内进行检查,指示盘上指针位置应与实际的转轮叶片角度位置相一致。
3.10 kV高压立式同步电动机的安装
3.1 下机架安装
先将电机下机架和基础板组装在一起后,吊入机坑进行基础板的安装和电机机架的预装工作。电机机架预装与水泵组基础埋件及部件的预装可同步进行。
下机架的高程、水平和中心测量、调整合格后,将基础板下的调整垫铁打紧并点焊固定,配铰定位销钉孔,打入销钉,回填基础二期混凝土。
大型立式水泵与电机大都为不同的两个厂家生产,加上国内水泵行业的加工能力有限,两段主轴的长度配合都存在问题,导致联轴后转轮中心位置不合格,所以通常是下机架调整合格后暂时不浇筑混凝土,待联轴检查合格后再进行,以保证质量。
3.2 定子安装
对定子进行了相关的检查电气试验合格后,将定子机座内外用压缩空气清扫干净,然后将上机架与定子机座把合在一起,利用上机架吊装定子进行安装。定子吊装到事先测量、调整好的下机架上,按照设备图纸装配位置进行组合。然后拆除上机架。用水准仪复测定子的水平和高程,高程控制以座环铁芯中心线为准,以圆周均匀确定8个测点进行测量调整。
3.3 转子吊装
按照规范要求进行各项电气试验,合格后即可进行转子安装。利用吊转子专用工具进行转子的吊装工作,转子吊起后,离开支墩少许,再次检查桥机各部分工作情况,同时测量转子的水平,并进行调整。合格后,检查桥机工作情况应良好。然后将转子提起,对转子下部进行全面检查。确认合格后吊入机坑。
转子落入定子前,仔细找正转子方位。准备软木条,8人人手一根,在转子下落入机坑时,均匀布置在空气间隙位置,防止转子磁极与定子线圈接触挤压,造成损坏。将转子慢慢落在下机架千斤顶上。转子吊入后,利用行车初步调整空气间隙,利用下机架上的4只千斤顶初步调整磁场中心。检查合格后用塑料布将定、转子盖住,以免杂物掉入空气间隙。
3.4 上机架与推力轴承安装
3.4.1 上机架安装。上机架安装时,用框式水平仪检查上油槽的水平度,不合格时在连接面上用加垫的方法调至水平。
3.4.2 推力轴承安装。推力轴承座清洗干净后,按编号装入推力轴承各部件,按图纸及说明书的要求调整推力瓦各面水平高程在同一工作面上。油冷却器按要求进行耐压试验检查合格后安装。推力轴承的安装应严格按设备技术文件的要求进行安装,推力瓦水平及高程采用框式水平仪调整,其高程、水平必须符合设备技术文件和规范的规定。
3.4.3 推力头热套。将推力头加热合格后,用白布把推力头孔擦净,并均匀地涂上一层润滑油,吊起推力头至主轴上方,对准键槽位置后平稳地落在轴顶上,拆除钢丝绳及吊环,使用大锤配合铜棒进行敲打,直至推力头上顶与轴上卡环槽相平,装上卡环,因推力头与镜板为一整体,安装工程中注意保护镜板。
待推力头冷却后,在推力瓦上涂上一层二硫化钼,降低下机架上的4只千斤顶,直至转子重量转移到推力瓦为止。
3.5 联轴与盘车
3.5.1 机组联轴用制造厂专联轴工具进行,泵轴提起后,穿入联轴螺栓,对称均匀把紧,并测量其伸长值符合图纸要求。
3.5.2 机组盘车采用桥吊加导向轮方法进行盘车,清除转动部分上的杂物,确认无异物卡阻。
3.5.3 在水导轴领及主轴联接法兰处各按X、Y方向对应的各装一只百分表,以手推动主轴,观察百分表的动作,确认全部转动部分处于自由状态,并以百分表密切监视。
用桥吊拉动转子,测量转轮下转轮室间隙、水导轴领及主轴连接法兰处的摆度以及镜板外缘处的轴向跳动值,同时固定测量1个磁极旋转1周时在各测点的空气间隙。根据实测数据,分析确定机组轴系各部件之间的不同轴度和折线度,并反复调整、检测,直至合格。
3.5.4 当机组盘车及推力瓦受力均合格,转动部分定中心后,安装、调整各部导轴承。导轴承安装时,在水导处放置百分表监视主轴,不应变位。调整导轴承间隙时,其中心应是机组的旋转中心,需根据设计间隙、盘车摆度及主轴位置进行,导轴承的调整应使其双侧间隙符合设计值,各部导轴承必须与旋转中心,达到同轴的要求。
猜你喜欢
水泵技术(2021年3期)2021-08-14
家庭影院技术(2019年12期)2020-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
工业设计(2016年7期)2016-05-04
工业设计(2016年4期)2016-05-04
电子工业专用设备(2015年4期)2015-05-26
航空学报(2015年4期)2015-05-07
电机与控制应用(2015年3期)2015-03-01
