基于S-R 理论的平面锉削尺寸控制的研究
2012-08-29 06:36:14梁伟明
科技视界 2012年20期
梁伟明
(佛山市三水区工业中专 广东 佛山 528100)
0 引言
平面锉削尺寸控制技能则是钳工技能人才必备的核心技能之一,也是培养技能人才善用工具,理解切削三要素和培养良好工具使用技巧的绝佳方法;更是中级钳工技术等级考试中重要得分手段。 因此,作为中职实习指导老师,怎么安排学习活动才能促进这种技能的形成呢?
事实上, 没有经过系统的平面锉削尺寸控制技能训练,要学生尺寸控制水平(尺寸公差0.03mm)达到钳工中级并不现实。 学生主要表现在:锉削动作不规范,锉削达到平面度低或者与垂直度低,测量精度失准,锉削流程思路不清,尺寸精度控制变化不定,技能水平反复等等,都严重影响尺寸加工技能的形成。 本文根据S-R 理论原理,分析技能动作学习形成规律, 重点分解出平面锉削尺寸控制的局部操作技能,先进行独立训练、强化,再组合成连贯系统的尺寸控制训练程序,为学生掌握平面锉削尺寸控制提供最佳训练流程。
1 S-R 理论原理
S-R 理论是由赫尔提出来的动作技能学习理论,该理论以刺激-反应心理学为基础, 认为动作技能学习是技能学习者, 在外边影响作用下,会形成稳定、连贯而又准确的动作序列.通俗来说,合符要求的的动作习惯或技能。 其动作形成阶段为费兹总结的:局部动作阶段、程序化阶段、自动化阶段;技能学习策略:练习、强化、反馈。
2 运用S-R 理论建立平面锉削尺寸控制的训练流程
2.1 分解出平面锉削尺寸控制所有局部技能
2.1.1 图纸尺寸分析技能
加工一个尺寸,必须阅读理解图纸尺寸的要求,如尺寸的基本尺寸、上偏差、下偏差等。
2.1.2 锉削平面达到相应的平面度、垂直度的锉削动技能
规范的锉削动作可以保持锉刀切削的稳定性, 提高工作效率,减少体能消耗。 不同锉刀在平面锉削时应该保证的直线度和垂直度也不同。平面横向锉削操作流程:水平夹紧待加工平面, 将锉刀水平放置于加工平面上, 观察与虎钳前后钳口高度是否一致,轻轻试锉削几下工件后,观察新的锉纹是否在工件水平分布,如果倾斜,就对锉刀的前后平衡进行微调,再重复试锉,直到锉纹位置正确为止,(用6 寸锉刀精锉时,在工件待加工平面涂上粉笔效果更佳)然后,用中等力度进行正常的锉削, 并伴随间歇性或连续性的横向移动,达到同时保证平面的平面度和垂直度,锉纹为一个面为佳。
为保证尺寸加工精度,通过努力的训练,使我们的锉削动作能保证相应的平面度和垂直度要求。 (如表1)
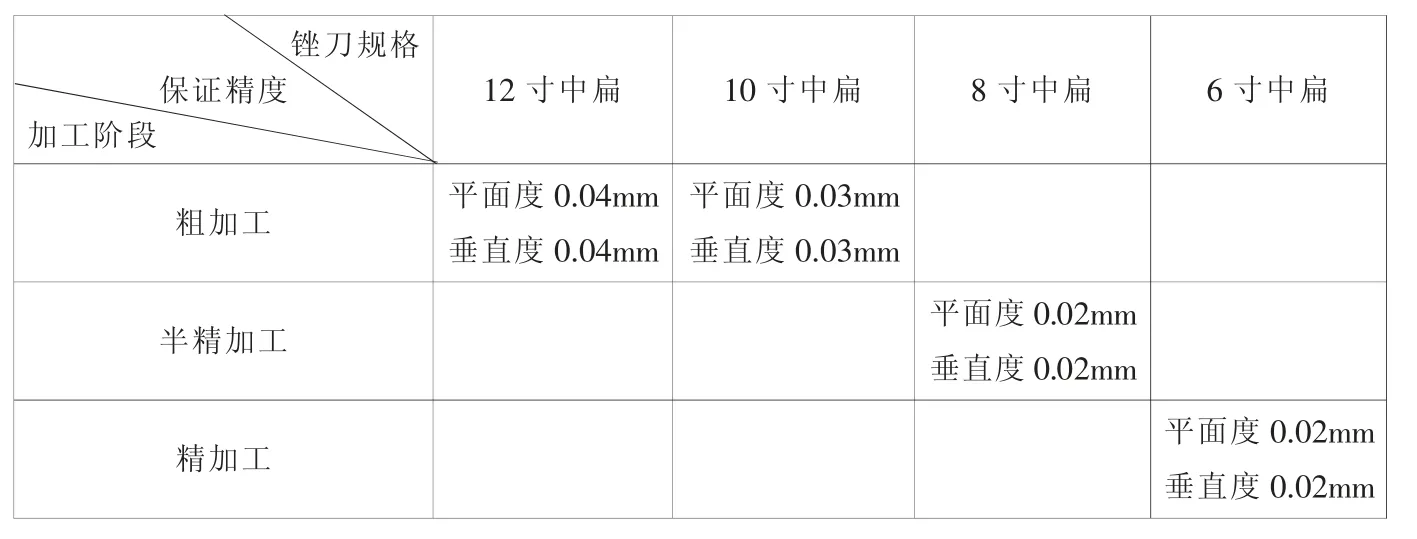
表1 锉削的平面度和垂直度要求
2.1.3 控制锉刀的切削深度的技能
一个训练有素的中级钳工,他用一把自己熟悉的锉刀在工件上锉削,能根据锉削的次数,判定锉削深度尺寸。因为他经过使用中已经测定锉刀,在多大的切削力、推锉多少长度,每锉削多少次,就会锉削0.01mm 深度,这就是控制锉刀的切削深度的技能。 那如何测定锉刀的锉削深度呢? 先来了解深度公式:单位切削深度=切削深度尺寸/锉削次数。 切削深度测定法举例:如我如果测量工件尺寸是40mm,用12 寸锉刀在同一位置,用均匀的力度,相同的锉削长度, 同一把锉刀锉削20 次, 尺寸减少0.2mm,0.2mm÷20=0.01mm,就可计算出锉刀切削深度为0.01mm/下,如果连续三次都是误差不超过正负0.01mm,就可以确定锉刀切削深度约为0.01mm/次。同理其他锉刀也可以测定切削深度, 每把锉刀都应测定切削深度锉削几次切除0.01mm, 这在尺寸加工时就可以通过数切削次数就知道切削深度。
2.1.4 精确的测量尺寸的技能
精确的测量技术包括会灵活选用量具、 选择测量位置、准确的读数等。
2.1.5 其他辅助技能
如工件装夹,工件去毛刺/倒棱.
2.2 平面锉削尺寸控制流程
分析图纸→测定锉削余量→工件装夹→锉削流程→去毛刺、倒棱→复检尺寸。
3 运用S-R 理论对平面锉削尺寸控制的训练流程实证分析
3.1 分析图纸加工的尺寸及公差
图纸中加工的尺寸基本尺寸:40mm;上偏差:0mm,下偏差:-0.03mm,根据尺寸加工的安全性来说,尺寸加工到上偏差即可:
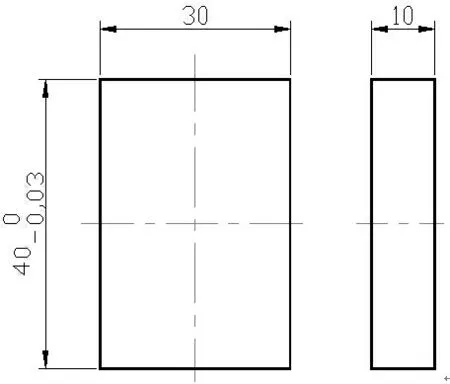
图1 加工零件图
3.2 测定锉削余量
测量图2 中最大余量为0.4mm,最少余量为0.3mm,判定足够余量加工。
3.3 夹紧工件
3.4 平面锉削加工流程
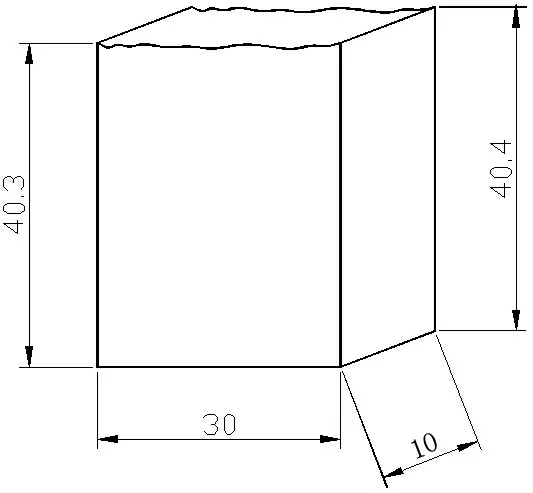
图2 加工零件余量图
3.4.1 粗加工
选择10"~12"中扁锉刀,运用数锉技能,锉削工件平面,保证工件尺寸为40mm,并用游标卡尺检测尺寸,为下一步加工准备。
3.4.2 半精加工
选择8"中扁锉刀,运用数锉技能,锉削工件平面,保证工件尺寸为40(+0.08~+0.12)mm,并用千分尺或者用电子游标卡尺检测尺寸,为下一步加工准备。
3.4.3 精加工
选择6"锉刀细扁锉刀,运用数锉技能,锉削工件平面,保证工件尺寸为40(0~-0.03)mm。
3.5 去毛刺、倒棱
3.6 复检尺寸为40(0~-0.03)mm
4 小结
通过S-R 理论对的平面锉削尺寸控制的研究,分解出独立的技能进行强化训练,再进行组合系统平面锉削尺寸控制操作流程,对于理清教师的教学思路,提升实习教学效率作用明显。
[1]南京师范大学教育系.教育学[M].北京人民教育出版社,201,5.18.
[2]生产实习教学法[Z].
[3]刘德恩,等.职业教育心理学[M].2001.
猜你喜欢
星星·散文诗(2022年34期)2022-09-03 09:23:43
金属加工(冷加工)(2022年2期)2022-02-24 07:31:50
知识文库(2020年2期)2020-01-17 05:58:41
制造技术与机床(2019年7期)2019-07-22 03:42:06
汽车维护与修理(2019年4期)2019-03-07 05:54:08
现代机械(2018年1期)2018-04-17 07:29:48
试题与研究·高考数学(2016年1期)2016-10-13 10:40:58
肇庆学院学报(2016年5期)2016-03-11 18:09:18
焊接(2015年9期)2015-07-18 11:03:52
数学教学通讯·初中版(2014年12期)2014-04-29 00:44:03