
薄壁不锈钢管的加工研究
2012-08-27 08:12:38徐中坤
时代农机 2012年5期
徐中坤
(河南经济贸易高级技工学校,河南 郑州 450000)
1 前言
一直以来机械加工中难度较大的就是薄壁零件,为相关人士带来了刺手问题。究其根源,主要是薄壁零件强度比较弱、刚性较差,加工中稍微不慎就可能导致变形,让零件阐述较大形位误差。而且随着不锈钢管的大量使用,加工薄壁不锈钢的质量难度越来越大,对车削各种刀具的选用与切削用量都提出了较高要求。
2 薄壁不锈钢管的加工研究
下水器中有一个重要的零件,即是薄壁不锈钢尾管(图1)。本文就是以不锈钢尾管作为案例,因每月要加工20万件以上,还必须要确保质量降低成本呢,难度确实不小。
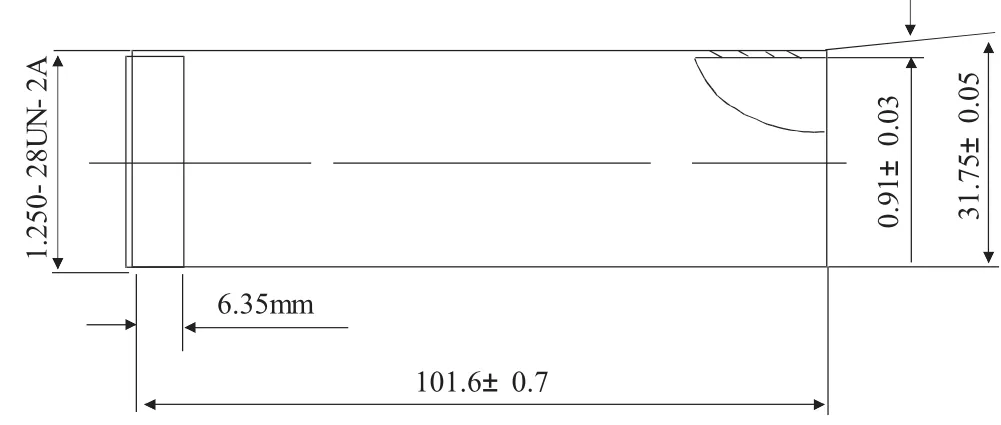
图1 不锈钢尾管
(1)加工分析。该零件大都是按照下料、倒角、车外螺纹的工艺流程操作,使用的钢管壁厚0.91mm,外圆的直径为31.75mm不锈钢薄壁管加工。但是现场中存在如下一些问题:①薄壁不锈钢管是由拉制成的,起表面的洛氏硬度高达90HRC,为加工带来了较大难度。②数控车床之上所使用的专用数控车刀为RT161.1w-28UN。在削切不锈钢之时,需要承受较高的温度,加之不锈钢在高温下强度比较高,导致加工的硬化增强,具备了较高的硬度层,对刀具的磨损较大。③对下料的工艺有两种方法:其一是使用冲压设备实施裁剪法进行加工,这种方法极易导致管件的内径及外形变形,致使产生出不良的质量,不能够满足客户要求;其二是使用车床进行切削法加工,但是要增强切削刀具切削量,增加了加工成本。相比之下,目前使用第二种方法比较多。④加工螺纹之时,因为螺纹的高度仅仅为0.541mm,因此大都使用了刀尖切削,极易磨损刀具,增加了加工的成本。
从上面四点分析可以看出来,科学合理的下料、加工螺纹的方法与螺纹加工参数、刀具都是薄壁不锈钢加工关键所在。
(2)下料工序的分析。因为上面两种加工方法都有缺陷,都不能够实现低成本高质量要求,因此根据管件外形内径的变形、刀具的切削量进行分析,采用了无切削余量裁剪方法,具体的加工工序如图2所示:
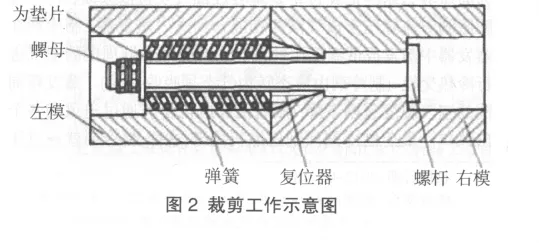
上图是由左右两个半模具1和4共同安置形成的裁剪模具,这两半模具经过中心轴孔中螺母2和螺杆5的轴向固定一起,并且还可以径向错位,其中模具1的螺杆5之上套置着弹簧7,而另一个模具4的螺杆5之上套置着由弹簧7经过压紧的,当两半模具在错位之时弹簧7就会受压让移动的6(圆锥形的复位器)。
操作时,要把左半模具1固定在机床或者其他的固定位置,并在模具上套上圆管管件,当给右半模具4的上方加压之时,复位器6就会向左移动,就会压缩弹簧7与螺杆5超着右移动,同时右半模具4就会朝下运动,这样就形成了和相邻左半模具错位,实现了裁剪的效果。如果将右半模具上方加压取消之后,右半模具势必向上移动,因弹簧作用让整个机构自行复位。
(3)螺纹加工分析。本文研究中使用的数控车床的转速为230~1800r/min,对三种加工方法做实验进行比较:①采用刀尖切削加工法:这种加工法车床的主轴转速为300~500r/min,总共分为8次进刀,而每次的进刀量都在0.0676mm,加工之时要采用切削液进行冷却。在研究中发现使用RT161.1W-28UN车刀时损耗较大,就改用了16ER-28UN车刀,但结果发现对车刀损失还是比较大。②采用左刀刃单面削切加工法:这种方法车床的主轴转速为800r/min,总共也是分为8次进刀,每次的进刀量是0.052mm,采用了RT161.1W-28UN车刀进行加工,使用切削液实施冷却。但是从使用中发现,这种加工法对RT161.1W-28UN的车刀有较大磨损,导致单个产品成本增高了。改用了16ER-28UN车刀之后,采用了切削液之后没有明显的效果,但是刀具的磨损确实比较前一种少一些,降低了单个加工的成本。但是通过研究发现,采用左刀刃加工法比上面那种办法利用率高,几乎提高了51%左右。通过几个月试用之后,使用16ER-28UN车刀在确保质量前提下降低了成本,但是和设定目标相比还相差甚远。通过研究分析,使用3ER-28UN的车刀进行加工,在确保了质量情况之下,确实将成本降低了不少,而还将过去的八次加工更改为六次加工,这样每次的切削量就为0.052mm,有效地提升了加工工作效率。③左右刀刃交替进行切削加工法:采用这种加工法车床主轴的转速为800r/min,也是按照8次进刀进行加工,而每次进刀的进度为0.052mm,采用3ER-28UN的车刀进行左右刀刃交替削切,鉴于数控车床强度、精度等多种原因,而且随着加工机械转动机床都有振动,导致多次试验失败,这种加工法如若应用到大型的数控车床上确实可行,但是成本比较大。
对最终结构进行比较;在同样的设备上采用3ER-28UN的车刀左对比研究,经过检测得出试验结果,具体如表1所示:

表1 试验结果统计表
3 结语
通过上面的各种比较来看,薄壁不锈钢管加工一定要选择科学合理的加工法,才能有效提高加工精度与质量。而几种加工法中无切削余量裁剪加工法,实现了低成本、高质量的要求;并且经过相应改进,有效提升了薄壁不锈钢质量、降低了加工的成本、提升工作效率,确保了产品质量和进度,让客户满意。
[1]郭洪明.薄壁不锈钢管的加工[J].金属加工,2011,(15):30-32.
[2]林黎锋.薄壁不锈钢管的加工[J].金属加工工艺,2009,(4):53-56
[3]时永利.不锈钢薄壁管件的加工工艺改进[J].重工与起重技术,2009,(1):16-18.
[4]耿忠民.不锈钢加工工艺[D].郑州:北方工业出版社,2007.
猜你喜欢
军民两用技术与产品(2021年2期)2021-04-13 02:06:56
模具制造(2019年10期)2020-01-06 09:13:02
制造技术与机床(2019年12期)2020-01-06 03:17:48
赢未来(2018年9期)2018-09-25 08:05:02
制造技术与机床(2017年4期)2017-06-22 11:18:05
山东工业技术(2016年15期)2016-12-01 05:31:59
现代工业经济和信息化(2016年1期)2016-05-17 05:33:37
制造技术与机床(2015年10期)2015-04-09 07:05:42
装备机械(2015年1期)2015-02-28 22:19:52
机电产品开发与创新(2014年6期)2014-03-11 16:42:58
