
矿热炉电极的非接触式在线检测系统
2012-08-16 01:10:12孟凡荣王海燕
长春工业大学学报 2012年4期
白 羽, 王 琪, 孟凡荣, 王海燕
(长春工业大学 机电工程学院,吉林 长春 130012)
0 引 言
矿热电弧炉冶炼钢技术近些年来迅速发展。目前,矿热炉的粗钢产量已经超过全球粗钢产量的三分之一[1]。矿热炉炼钢是一个高耗能、高污染的行业。矿热炉是依靠电极放电产生高温进而熔炼废钢的方法进行炼钢的。由于矿热炉工作环境的复杂性,这就使得电极放电极不稳定,进而产生巨大的能源浪费。随着人们对环境及能源关注度的提高,节能环保就成了矿热炉设备发展的新趋势。
为了提高能源的利用率,缩短冶炼时间,就需要对矿热炉电极工作位置进行实时检测并控制,以保证矿热炉电极处于最佳放电位置。因此,文中引进一种非接触式电极相对位置在线检测方法。
1 矿热炉电极相对位置检测装置
电弧炉的电极位移是由两个部分组成的[2]:第一部分是电极随液压缸的伸缩上下运动时的位移,这个过程产生的移动速度和位移量都比较大;另一部分则是因为电弧炉电极消耗掉,通过液压系统对6组电极夹持器的压放所产生的位移,而这个过程产生的无论是移动速度还是位移量都比较小。
增量编码器的应用就是为了能够精确地测量出液压缸伸缩的位置移动量。在电极夹持器没有对电极进行压放的时候,通过对液压缸伸缩量的测量就可以测量出电极的升降情况,与此同时,也就完成了电极移动速度的检测。对此部分的检测,文中使用的是SX80数字输出型拉绳式位移传感器,如图1所示。

图1 SX80数字输出型拉绳式位移传感器
通常在实际应用中一般会把拉绳传感器的一段固定在地面上,另一端固定在电极平台上。
电极夹持器压放电极的速度与位移量都比较小,对于它们的检测,文中根据光电传感器检测的原理设计了一种矿热炉电极的非接触传感器[3]。其结构为在PCB板上固定发光二极管、光学传感器和控制芯片。用夹子把光学透镜元件固定在底座上,同时PCB板和底座也需要用夹子固定住,图像获取系统实际安装结构如图2所示。

图2 图像获取系统实际安装结构图
2 矿热炉电极非接触式相对长度检测系统结构
插入式电极的横梁位置检测过程示意图如图3所示。
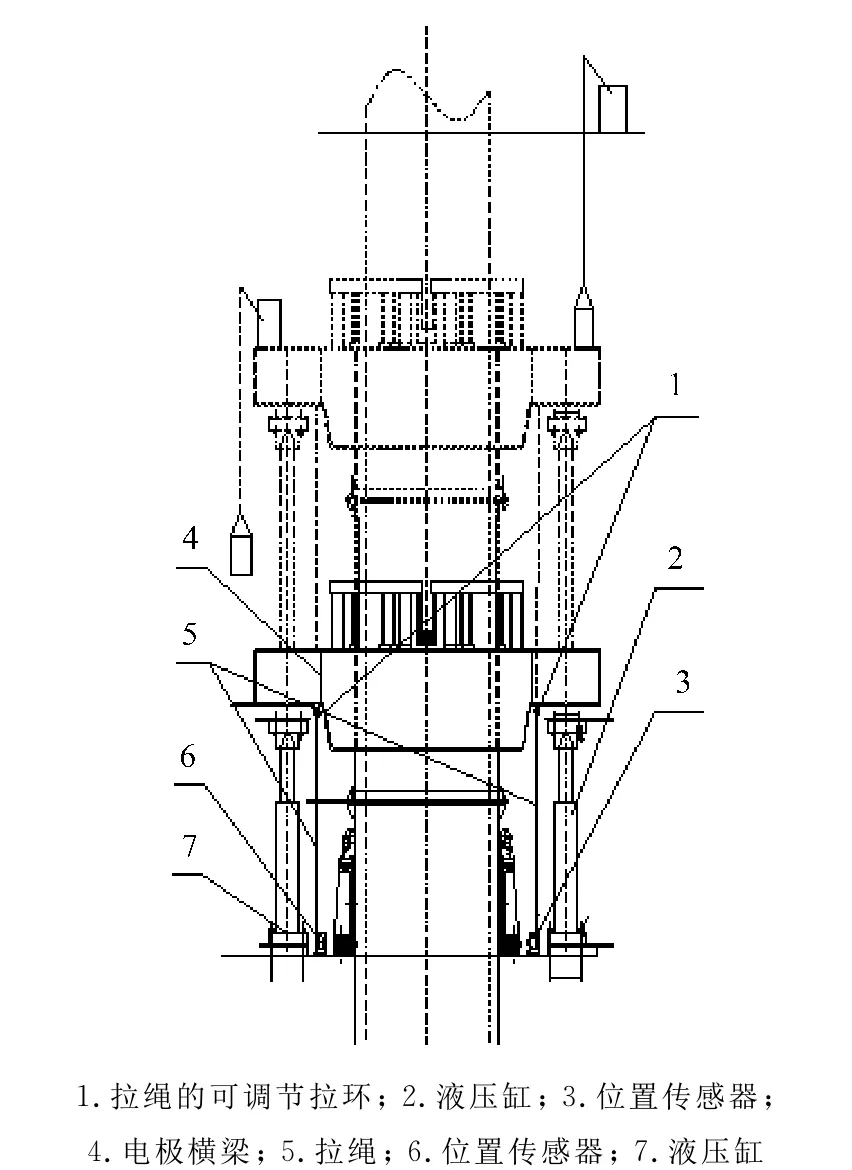
图3 插入式电极的横梁位置检测过程示意图
一种矿热炉可调节插入式电极非接触式相对长度检测方法及电极控制方法[3]示意图和结构图分别如图4和图5所示。
图4是电炉的总体结构。本套装置采用光电非接触式原理[4]对电极位置进行测量,可将其固定于电极表面上方3~5mm处,进而对电极位置进行实时检测[5]。
矿热炉电极相对长度的非接触检测方法及控制装置包括:
1)电极非接触式传感器、信号处理及转换装置[6]。可用于电极的损耗和进给量检测,即电极相对长度检测。非接触式传感器是采用激光光束或激光红外线式传感器进行检测的。
2)对于导电横臂的平衡检测,文中使用的是一种拉绳式位置传感器,在检测液压缸位置的同时,完成了对导电横臂的检测与矫正。对于传感器的安装可采用地平式安装,即将其安装在地面,拉环安装在导电横臂的方法。把它们倒置过来安装也可以,并且它们的位置是可以相互对换的。
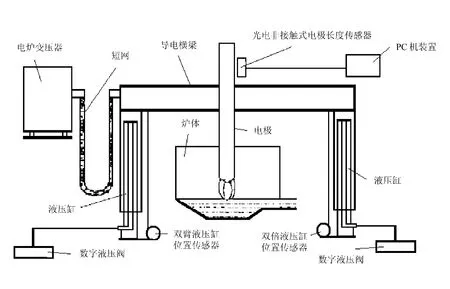
图4 矿热炉电极控制方法示意图

图5 矿热炉电极非接触式相对长度检测及控制结构框图
3 矿热炉电极非接触式相对长度检测方法及电极控制方法
文中所涉及的是一种在矿热炉冶炼过程中电极相对长度的非接触式检测、最佳熔炼控制方法及电极的控制方法[7]。图4中所示的是这种非接触式检测方法的电极长度传感器和信号转换装置。图5所示的就是电极相对长度的非接触式。非接触传感器把检测到的信号输送到信号处理电路,经USB通信接口传送到工控计算机进行处理[8],最后把各参数输送到电极控制系统中对电极的相对位置进行实时检测和控制[9]。电极在冶炼过程中的损耗量及其电极的压放进给量是通过非接触式传感及信号转换装置来完成的,即完成了电极的相对长度检测。拉绳传感器的主要作用是用来检测双液压缸升降的同步性,以确定导电横臂的位置,并且还能起到防止电极偏离中心线的作用。矿热炉的导电横臂是由双液压缸系统控制其升降的。在对导电横臂位置的控制中,两个液压缸会接收到来自工控机的同一个数字信号,进而控制液压阀的开关量控制着液压缸的升降。对于导电横臂的平衡检测是通过计算机对双液压缸的位置参数的实时检测完成的。根据液压缸在上下运动过程中的位置参数计算出偏差,然后,对导电横臂的液压驱动装置进行液压补偿等矫正偏差技术,以确保电炉工作时导电横臂的位置平衡。与此同时,配合电极最佳工作状态时电极电流、电极长度及电极位置参数,非接触传感器和拉绳传感器可以有效地保证液压缸的位置参数。计算机通过控制传感器输送的数字量信号实现对导电横梁的位置参数检测。通过对位置参数偏差进行计算,并使用液压补偿系统对液压缸进行控制,以确保电炉的最佳运行状态。
[1]朱荣.电弧炉炼钢设备技术的发展[J].中国冶金,2010,20(4):8-16.
[2]李刚.矿热炉自培电机双液压缸平衡智能控制系统研究[D]:[硕士学位论文].长春:长春工业大学电气与电子工程学院,2011.
[3]安振华.矿热炉电极放电最佳位置在线检测系统设计[D]:[硕士学位论文].长春:长春工业大学电气与电子工程学院,2010.
[4]白羽,卢秀和,侯云海,等.一种矿热炉电极的非接触检测及最佳熔炼控制方法:中国,201010186911.X [P].2010-05-31.
[5]白羽.高频高效照明驱动电路的开关与设计[J].吉林工学院学报:自然科学版,1999,20(3):32-35.
[6]白羽.电火花加工智能系统的仿真与实验研究[J].计算机仿真,2005(5):103-108.
[7]宋文彬.电孤炉炼钢[M].北京:冶金工业出版社,1995:142-192.
[8]罗钧,桂杰分.USB协议及其接口实现[J].仪器仪表学报,2008(4):56-64.
[9]陈明智,李锋,尚淮.USB通用协议分析和系统设计[J].自动与仪器仪表,2006(6):88-93.
猜你喜欢
体育科技文献通报(2022年3期)2022-05-23 13:46:52
汽车实用技术(2022年5期)2022-04-02 09:36:24
数学大王·趣味逻辑(2019年9期)2019-10-09 03:36:36
中国金属通报(2019年8期)2019-01-03 10:40:46
智富时代(2018年6期)2018-08-06 19:35:08
理科考试研究·高中(2017年7期)2017-11-04 22:09:06
北京汽车(2016年6期)2016-10-13 17:07:38
西安工程大学学报(2016年2期)2016-06-05 12:25:17
中国氯碱(2015年7期)2015-01-29 08:30:08
河南科技(2014年24期)2014-02-27 14:19:30
