电石渣浆中乙炔的回收
2012-08-16 02:09:12程荣香窦素芹
中国氯碱 2012年12期
程荣香,刘 璞,窦素芹
(河北金牛化工股份有限公司,河北 沧州 061008)
在电石法聚氯乙烯生产过程中,电石水解产生的电石渣浆中残存大量的乙炔气体。河北金牛化工股份有限公司以前的做法是将渣浆打入浓缩池,通过浓缩机回收上清液,上清液又打回到发生器加水系统中循环利用,这样的确降低了水耗,也可回收部分乙炔气。但在这个过程中,清液的温度也大大降低了,而其中的乙炔已有大部分被释放到空气中,并未被回收利用,不仅造成了有用气体的大量浪费,而且,由于乙炔易燃易爆,也增加了厂内和周围环境的危险性。
鉴于此,该厂引进渣浆乙炔回收装置回收渣浆中所含的乙炔,使之通过解析后再回到乙炔气柜。实践证明,这套装置的应用取得了令人满意的效果。
1 原理及工艺简介
乙炔气在电石渣浆中的溶解度与温度、压力密切相关,利用乙炔在不同温度、压力下饱和蒸汽压相差较大的特点,对电石渣浆真空闪蒸脱析,将析出的乙炔气体回收。
渣浆乙炔回收装置工艺流程示意图见图1。
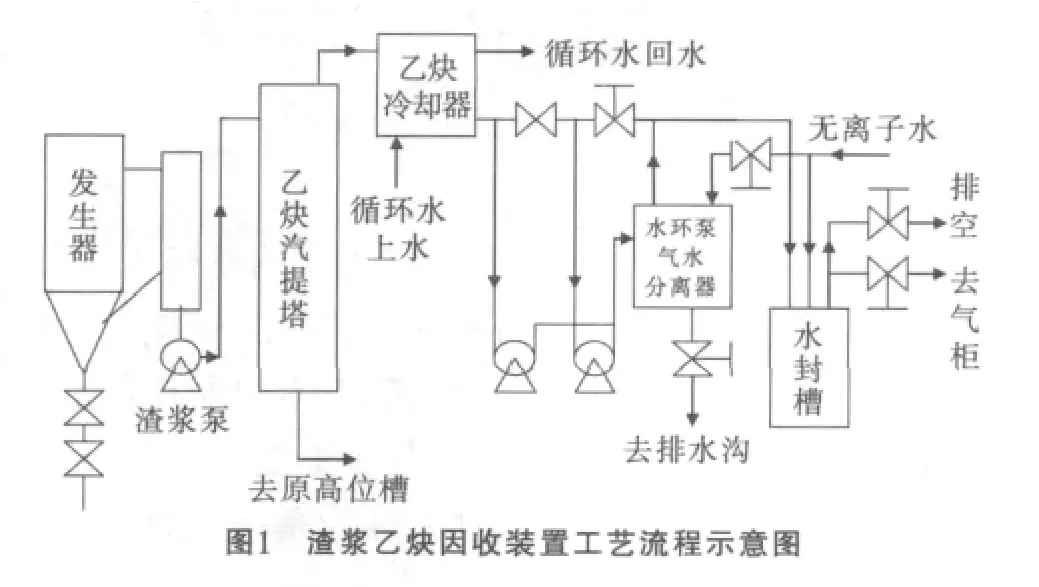
对原有的乙炔发生装置进行改造,发生器排出大约85℃的渣浆,改造后,渣浆经管道排放至电石渣浆缓冲罐,再用渣浆泵将渣浆送到乙炔汽提塔进行闪蒸脱析处理 (汽提塔压力控制在-40~70 KPa)。从塔顶析出的乙炔气进入乙炔冷却器用循环水冷却,再用水环压缩机抽取加压,打入水封槽析夹带的水分后,送往乙炔气柜总管,实现乙炔回收。在去乙炔气柜总管前,设有在线含氧量监测仪,只有在含氧合格后(小于0.3%),回收气方可送入气柜;若含氧量超标,则回收的乙炔气要随时排空,否则,进入气柜影响系统安全,若长时间含氧超标,说明设备有故障,回收装置需停车检修。从乙炔汽提塔底部出来的渣浆去原高位槽进行处理。
2 生产中应注意的问题
保留每台发生器现有的排放管路,接旁路去电石渣浆缓冲罐,以备不能进行气体回收时仍可走原先路线,不会耽误生产;渣浆乙炔回收装置需要循环冷却水和5℃水,增加了系统的制冷量;乙炔汽提塔在平时是负压操作,密闭性至关重要。在本装置中,不仅设有含氧量在线监测仪,还有化验室人员定期检测,以保证结果的正确性。
自2011年8月开车以来,装置运行比较稳定。跟踪记录的部分相关数据如表1所示。
3 渣浆乙炔装置产生的效益
以回收乙炔流量平均按40 Nm3/h,乙炔产率按90%,吨电石发气量按285m3,电石价格按3 800元/t,年开车率320天计,则每年可节约电石:
(40×90%×24×320)÷285=970(t)
由此产生的经济效益为:
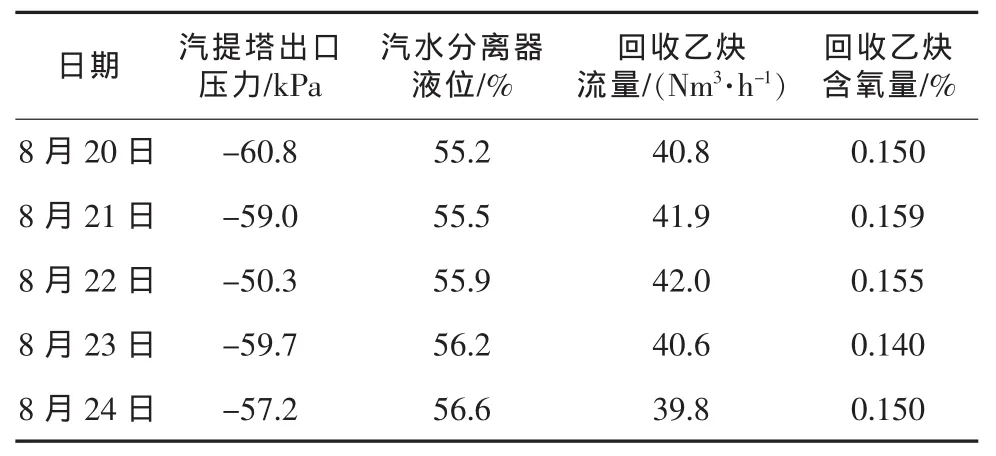
表1 乙炔回收装置的运行数据
970×3 800=368.64(万元)
本套设备投用资金310万元,装置运行1年费用(电费、水费、冷冻费用、折旧费、维修费)按150万元计,则18个月即可全部收回投资:
310÷[(368.64-150)÷12]=17(个月)
每年的利润为368.64-150=218.64(万元),经济效益相当可观。而且,渣浆中的乙炔气回收率高,大大减少了易燃易爆气体的排放量,确保了环保达标和工艺安全。
乙炔回收装置投运以来,运行稳定,有良好的经济效益和社会效益。随着此项技术的不断改进和完善,必将得到更广泛的推广和应用。
猜你喜欢
氯碱工业(2022年1期)2022-07-02 11:13:20
建材发展导向(2021年10期)2021-07-16 07:13:38
中国特种设备安全(2021年9期)2021-03-02 05:40:38
中国特种设备安全(2019年9期)2019-12-03 09:25:38
中国特种设备安全(2018年11期)2019-01-08 02:09:00
石油化工建设(2017年2期)2017-06-05 08:52:54
现代商贸工业(2016年23期)2017-02-04 00:47:16
肥料与健康(2016年2期)2016-03-28 13:01:30
石油化工建设(2016年4期)2016-02-27 15:03:14
机械制造文摘(焊接分册)(2013年2期)2013-03-20 13:57:11