
变量在球体加工技术上应用
2012-08-16 06:29李红伟
科技视界 2012年30期
李红伟
(济宁市玉柴发动机股份有限公司 山东 济宁 272001)
0 前言
汽车、航天、模具等一些行业零部件复杂而且精密,数控机床在这些复杂零件的加工中起着至关重要的作用,数控加工技术也越来越受到重视。 外形复杂的零件的精度除受机床、刀具、夹具的影响外,还与数控加工程序编制的合理性与质量有很大的关系。 在此环境下,各种CAD/CAM 编程软件层出不穷,自动编程在某些方面比较方便,但不能代替手工编程。 虽然手动编程既繁锁又容易出错,但是手工编程是自动编程的基础,并且可以解决自动编程在实际生产中存在的不足。
1 宏程序及变量简介
Fanuc 数控系统中有宏程A 和B,宏程序A 因其不能运用运算符和函数名而很少使用,而宏程序B 则可以使用变量、运算符、和函数名。
数控编程中流程的控制变量起着重要的作业,也使编程变得非常灵活。 变量按作用域分为三类:局部变量、全局变量、系统变量。 #1—#33 是局部变量, 局部变量只在本程序内起作用,;#100—#199、#500—#599 是全局变量, 在所有程序内起作用;#1000 以上是系统变量,控制机床运行的各种状态,不能随意修改。
数控编程中也要用到数学函数与逻辑运算,一般系统均提供以下函数与逻辑运算:绝对值函数abs(x);平方根函数sqrt(x);三角函数sin(x);cos(x);tan(x);取整函数round(x);反三角函数asin(x);acos(x);atan(x);加(+);减(-);乘(*);除(/);EQ(等于);NE(不等于);LT(小于);LE(小于等于);DT(大于);DE(大于等于)等。本文通过球体的加工来详细说明变量、函数、逻辑运算在手工编程中的运用。
2 球体加工工艺
2.1 球面加工使用的刀具
可以使用键槽铣、立铣刀及球头铣刀等。 本文采用粗加工用立铣刀,精加工用球头铣刀。
2.2 走刀路线。 以角度为自变量水平环绕加工。
2.3 圆的参数方程
X=R*cosθ;
Y=R*sinθ;
2.4 进刀轨迹的处理。 对立铣刀加工,曲面加工是刀尖完的,当刀尖沿轨迹加工时, 刀具中心轨迹也与刀尖轨迹只相差一个刀具半径,所以需要进行半径补偿。 如图示:
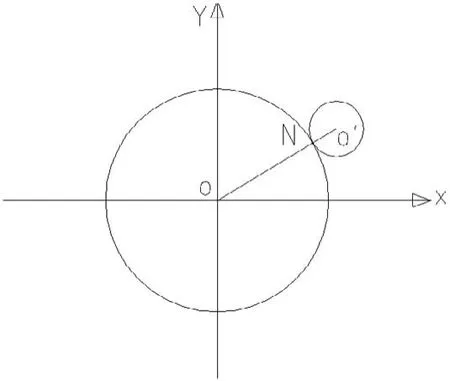
图1 刀尖轨迹图
3 加工流程图
球体可以看成是由无数层圆柱组成。 现实中不可能是无数层,但我们分割的越细密,所加工精度就越高。
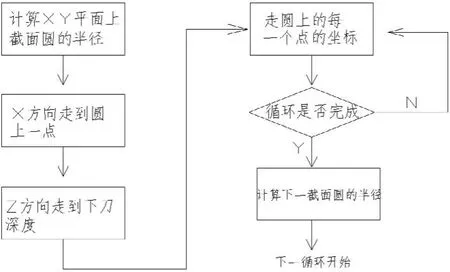
图2 加工流程图
4 编程实例
为了编程方便,工件坐标系原点与椭球体的中心重合,刀具从顶部开始加工,椭圆逐渐变大,加工程序及变量说明如下:
#1 球半径
#10 刀具半径
#20 某截面圆上X 坐标
#21 某截面圆上Y 坐标
#24 某截面圆半径
#26 平面到球心距离
#100 角度变量
程序:%316
G40G49G80M49
G91G28Z0
G28X0Y0
G00X-243.942Y-413.059
M03S1400
Z-200.
M08M12
G01Z-3.19F200
G92X0Y0Z160.
#1=50.
#26=50.
#10=10
#100=0
WHILE[#26GT0]DO1
#24=#1*SQRT[1-[#26*#26]/[#1*#1]]
求某一截面上圆半径
G10L12P1R[#10] 刀具半径补偿
G1G41X#24D01F500
G01Z#26F200
WHILE[#100LE360]DO2
#20=#24*COS[#100]
#21=#24*SIN[#100]
G90G01X#20Y#21F500
某一截面上任一点坐标
#100=#100+1 角度变量加1
END2
#100=0
IF[#26GT159.7]GOTO100
#26=#26-0.05 下一截面深度
GOTO150
N100#26=#26-0.015
N150END1
M09
G91G28Z0
G92Z0
M05
M30
将程序输入加工中心,因分割层比较薄,如加工完整需要相当长时间,现场加工得到20mm 高度的球体时停止程序,得到加工好的小半截椭球体。加工状态良好。如想要得到精度更高的球体,分割球体需要更薄,还可以用球头铣刀进行精加工,本文暂不介绍。
5 结束语
用变量、逻辑运算、循环、判断语句编程格式不一,非常灵活,编程者都应有自己的编程思想,只要充分、认真考虑问题,看似复杂形状的零部件也可以手工编程。 编程者还应掌握相应的数据知识,对复杂的外形建立正确的数学模型。
猜你喜欢
小哥白尼(野生动物)(2021年5期)2021-08-30
数学大王·低年级(2021年4期)2021-04-27
制造技术与机床(2019年11期)2019-12-04
池州学院学报(2017年5期)2018-01-23
制造技术与机床(2017年7期)2018-01-19
解放军健康(2017年5期)2017-08-01
发明与创新(2016年5期)2016-08-21
小猕猴学习画刊·下半月(2016年3期)2016-05-30
制造技术与机床(2014年1期)2014-03-11
