
硅凝胶膜疤痕贴物理性能分析及质量控制方法概述
2012-08-07 06:26:50范珺济南兰光机电技术有限公司济南250031
中国医疗器械信息 2012年9期
范珺 济南兰光机电技术有限公司 (济南 250031)
图1.
瘢痕,是指伤口愈合过程中,创面表面形态和内部组织变化的统称,一般分为浅表性瘢痕、增生性瘢痕、萎缩性瘢痕和瘢痕疙瘩。日常生活中,灼伤、切割伤、感染等造成真皮层创伤后,胶原蛋白合成加速进行,成纤维细胞增殖,易生成增生性瘢痕,表现为该组织颜色红紫、高于正常皮肤,且伴随痒肿痛等症状,短时间内极难平复,给患者造成严重的外表和精神影响(图1)。
多种增生性瘢痕治疗方法中,压力疗法通过压力作用血管,减少血流量,从而抑制增生组织扩展,从而成为普遍的治疗方法之一。近年来,采用硅凝胶制成的贴膜(亦称疤痕贴)进行压力疗法大为盛行,疗效颇佳。所谓硅凝胶膜疤痕贴,是指由医用高分子材料硅胶系列制成的柔软、具有一定自粘性的贴膜,经过30多年国内外医学工作者的研究与验证,该种贴膜在治疗瘢痕,尤其是增生性瘢痕方面效果显著。接下来从其作用机理角度对硅凝胶膜疤痕贴的几项重要物理性能及其质量控制方法进行详细论述。
1.水蒸气透过率
水蒸气透过率是硅凝胶疤痕贴的关键指标之一,其重要性源于水蒸气透过在瘢痕形成过程中的重大影响。人体皮肤主要由表皮、真皮和皮下组织构成,真皮是由以成纤维细胞为主的细胞体和以胶原纤维为主的细胞间质构成,表面整齐且平滑。当遭受外界灼伤、切割、手术等外伤或感染后,胶原纤维缺失或结构错乱,新的毛细血管和纤维长入,致使瘢痕产生。在这个过程中,血浆蛋白渗入瘢痕间质,导致间质内流体量增加,瘢痕水肿,进一步刺激血管及纤维组织增生。同时,瘢痕表面角质层较薄,水分蒸发量较大,同样也会增加对毛细血管的需求,促进毛细血管增生。
而硅凝胶膜疤痕贴是以硅凝胶为主要材质的高分子材料,具有良好的透气性和较低水蒸气透过率,通常硅凝胶膜的水蒸气透过率低于正常皮肤的一半。这种特性,可以使更多的水分潴留在瘢痕表层,从而使间质中水溶物质(如血浆蛋白等)的通透性增加,加速扩散,降低间质中水溶性物质流体量,使瘢痕软化。另一方面,硅凝胶膜对毛细血管产生抑制作用。由于毛细血管活性的增加是增生性瘢痕形成的一个先兆,硅凝胶膜贴覆在瘢痕表面,形成第二层“角质层”,减少水分蒸发,降低对毛细血管的需求,从而抑制毛细血管的增生。硅凝胶膜低水蒸气透过率的优异特性,现已成为其生产过程质量控制的一个重要指标。
进行质量控制,首先需要了解成品硅凝胶膜水蒸气透过率的参数,根据与标准参数的比对结果,再进行科学的工艺调整和生产方法优化。目前,获取硅凝胶膜水蒸气透过率参数的方法有四种,即称重法、红外检定法、动态相对湿度测定法和电解分析法。称重法(Gravimetric Method)是在规定的温度条件下,在试样两侧保持一定的水蒸气浓度差,然后利用称重传感器或分析天平把透湿杯的重量变化“称”出来,再根据试样的面积、厚度、称量间隔时间以及试样两侧的湿度差计算出材料的透湿性能参数。
由于称重法是国际透湿性测试的仲裁方法,接下来笔者主要根据称重法测试方法来介绍硅凝胶膜疤痕贴的水蒸气透过率数据的测试过程(图2)。
首先,进行测试准备。本次测试地点为兰光阻隔性实验室,保持室内温度38℃,湿度90%RH。测试仪器为PERMEW3/060水蒸气透过率测试仪。测试对象为厚3mm,粘性一面贴有两片格纹保护膜,另一面为一层透明光滑的保护膜的硅凝胶膜疤痕贴,如图3所示。由于该硅凝胶膜较厚,需事先定制加高透湿杯,如图4。
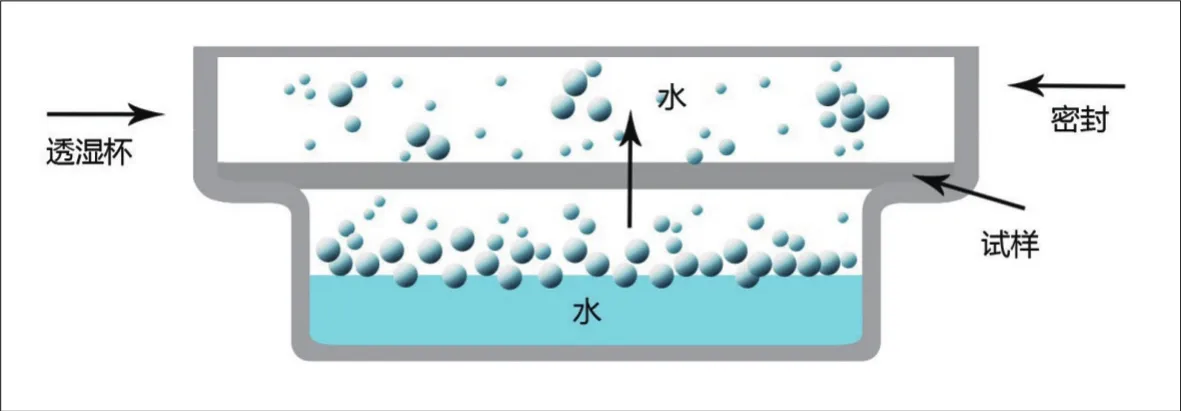
图2.称重法试验原理图

图3.硅凝胶膜疤痕贴

图4.加高透湿杯

图5.透湿杯装置
其次,制样和装夹。透湿杯中加入1/3杯槽高度的蒸馏水,同时采用圆形标准取样器裁取直径为74mm的圆形试样,揭除粘性面保护膜,置于透湿杯体上下橡胶圈之间后再压上密封圈,以防止泄漏,最后盖上顶层压盖,将密封后的透湿杯放入仪器测试腔中的支架上。注意在旋紧过程中,应避免蒸馏水溢出杯槽,如图5。
第三,设置参数。打开仪器配套软件设置预热时间4h,试验判断比例为10%,试验温度38˚C,试验湿度90%RH。由于硅凝胶贴膜相较塑料、薄膜属于低阻隔材料,因此称重间隔可适当缩短,建议120min即可。参数设置完成后启动试验。
第四,结束试验。试验过程中,系统会根据所选的试验判断比例判断模式的设置,自动识别水蒸气透过量的变化值的偏差是否小于预设的10%来停止试验。本项试验结果为硅凝胶疤痕贴水蒸气透过量为19.463 g/(m²·24h)。
2.厚度
硅凝胶膜疤痕贴的水蒸气透过性能的高低,一方面取决于材料本身的性能,另一方面取决于材料的厚度和材质的均匀性。随着材料的由薄变厚,阻水性能越来越好,当材料达到一定的厚度后,阻水性能趋于稳定,不会再随着厚度而变化。硅凝胶膜的作用机理要求其具备一定的阻水性,但不能过高和过低。而且该种材质价格较为昂贵,过厚的话阻水性太强,一则导致瘢痕处皮肤组织无法正常新陈代谢,无益瘢痕消除,二则增加生产成本;过薄会加快水分蒸发,同样无法起到消瘢作用。
硅凝胶膜厚度质量控制,需要依靠厚度检测仪器进行。厚度检测仪器按照用途可分为在线式仪器和非在线式仪器两大类。理想的质量控制方案是两者相互配合使用。在线检测仪器测试快速、方便及时了解批量材料的厚度情况,但使用灵活性较差、价格昂贵。此类仪器大多采用非接触式测量,但生产线上的硅凝胶膜材料平整性不一,容易引起数据波动较大的现象。非在线测厚仪器体积小、方便易用,价格较低,采用的是接触式测量原理(如图6),可以对成品硅凝胶膜进行抽样检测,测试时会对被测材料表面施加一定的压力,有效弥补在线式仪器由于材料平整度较差造成的数据偏差。
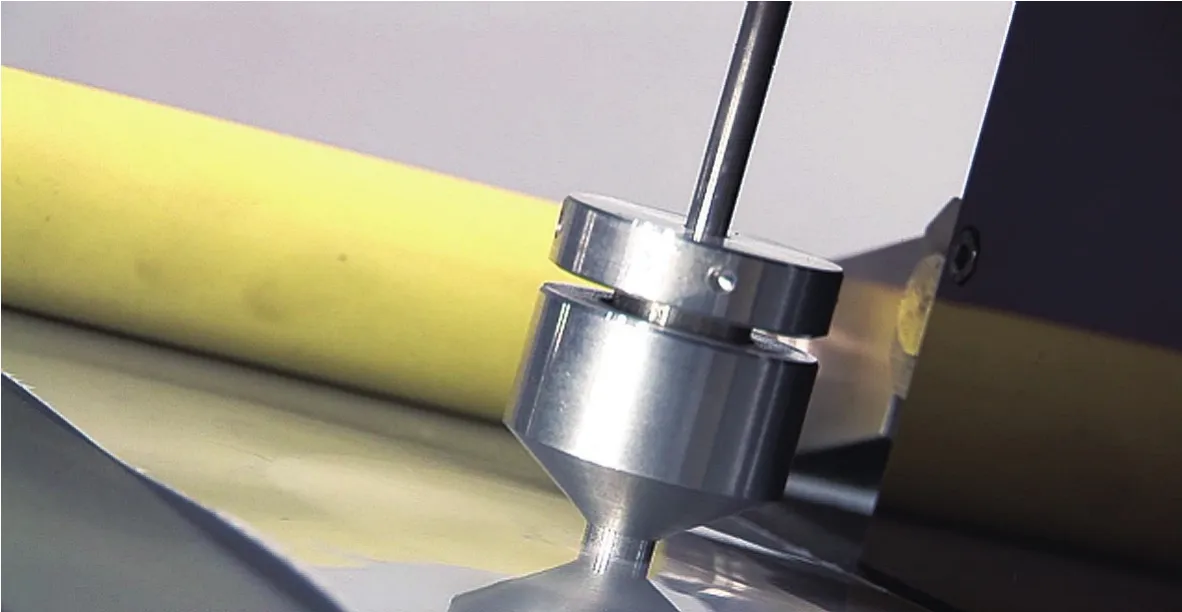
图6.接触式非在线测厚
3.拉伸性能和粘性
硅凝胶膜疤痕贴另一作用机理体现在胶膜覆 盖在瘢痕处会给瘢痕面施加一定的压力,这种压力会在不同程度上抑制组织增生,达到治愈瘢痕的目的。压力的表现是由多种因素共同作用,如自身的重量、拉伸性能和粘性。
硅凝胶膜疤痕贴作用患处灵活,可贴覆于面部、胳膊、背部等平整部位或关节、脖颈等活动频繁部位。为了增加硅凝胶膜帖覆的紧密性,防止帖覆或使用过程中外力拉断的情况,硅凝胶贴膜需要具备较强的拉伸性能。所谓拉伸性能是指材料受力后沿拉力方向变化的性能,通常用抗拉强度、拉伸强度、断裂伸长率、弹性模量等指标表征。抗拉强度是指材料拉断前承受的最大应力值与截面积的比值,单位为MPa。而拉伸强度有时与抗拉强度通用,但专业来讲,拉伸强度为材料拉断过程中最大力值与材料宽度的比值,单位为KN/m。断裂伸长率则用来评价材料在拉断时的位移值与原长的比值。因此硅凝胶膜疤痕贴拉伸性能质量控制应以以上几个指标的检定测量为中心进行。
该项检定一般采用拉力机来完成。首先,按照标准或需求制取一定规格和数量的试样,通常取横向或纵向至少5个宽为15mm的长条试样(如图6),装夹在试验机的上下夹头中间(如图7)。其次,在显示屏中选择试验项目,设置编号。最后启动试验。系统会自动出具各种测试结果。
另外,贴膜粘性也是保证疤痕贴压力疗法功效的重要指标。一方面,较强的粘性可以使疤痕贴牢牢贴合在瘢痕处,最大程度发挥原有的作用;另一方面,可以更好地抵御水分、汗渍的影响,减少滑移和脱落的情况发生。由于目前尚无硅凝胶贴膜粘性测定标准,暂以药典中贴膏剂粘附力测定法为参考标准,以此标准中的指标来衡量硅凝胶贴膜的粘性特征。
该标准规定,初粘力、持粘力和剥离强度为基本衡量指标。初粘力试验装置包括倾斜角为15˚或30˚、厚约2mm的不锈钢板,可调水平的底座,一套共46颗、重量自0.002g至5388g不等的不锈钢球,以及一接球盒组成。初粘力的测定采用斜面滚球方法,即将一不锈钢球从置于倾斜板上的试样粘性面滚过,根据试样粘性面能够粘住的最大号钢球,评价试样的初粘性大小。持粘性测试是把贴有胶粘试样的试验板垂直吊挂在试验架上,下端悬挂规定重量的砝码,用一定时间后试样粘脱的位移量,或试样完全脱离的时间来评价试样抵抗拉脱的能力。

图6.取样示范
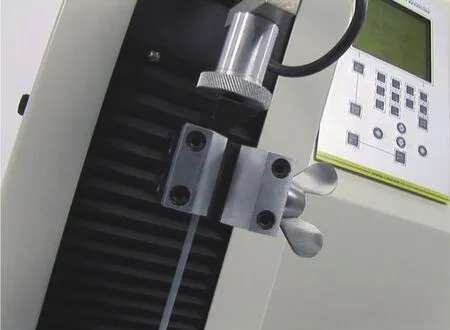
图7.试样装夹和测试
剥离强度是针对粘结在一起的材料,从接触面进行宽度剥离时所需的最大力值。根据剥离的角度分为90˚剥离和180˚剥离。胶贴剂一般采用后者进行测定。测试时,将硅凝胶贴膜非粘性一面固定在试验板上,粘性面与洁净的聚酯薄膜粘接,用2000g压辊在贴膜表面来回滚压3次,以确保粘接处无气泡存在。静置20~40min后,将聚酯薄膜自由端对折(180˚),把薄膜自由端和试验板分别上、下夹持于试验机上,如图8。注意应使玻璃面与试验机线保持一致。试验机300mm/min±10mm/min速度连续剥离,试验记过以剥离强度的算术平均值表示,单位为KN/m或N/cm。
以上仅是笔者根据以往测试经验,针对硅凝胶膜疤痕贴的部分重要物理性能及其质量控制建议的概述,其他如残留粘性物质、酸碱度等等尚未涉及。硅凝胶膜疤痕贴以其无损的治疗方法,在瘢痕治愈中具有其他方法无可比拟的优势。但就目前发展而言,产品性能和质量控制有待进一步优化,仍需相关企业和科研人员进行深入研究。
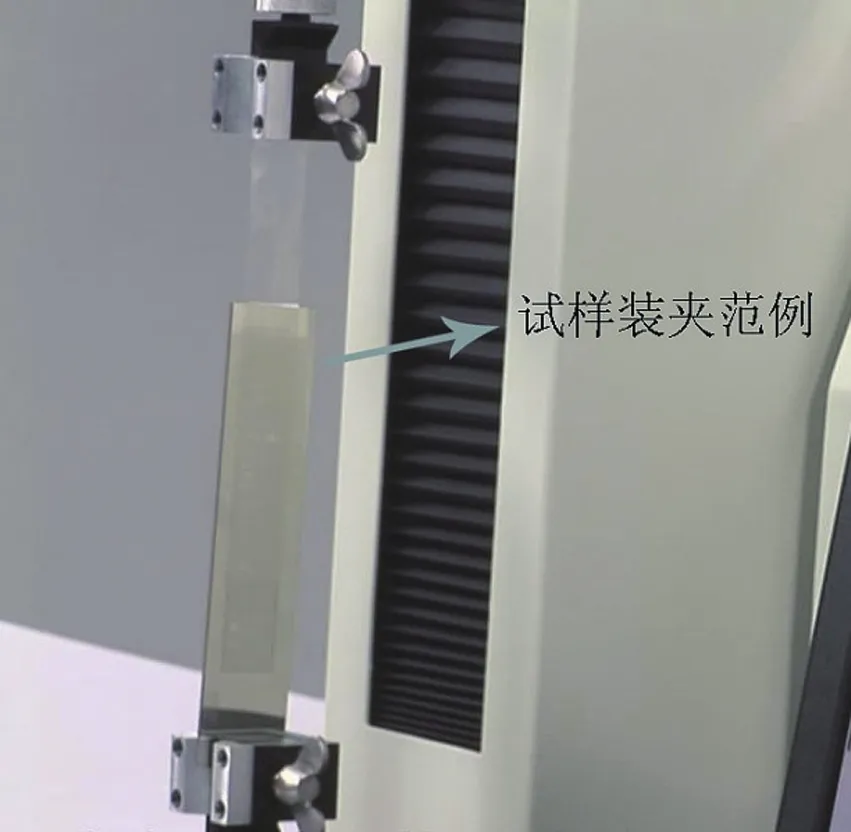
图8.试样装夹、剥离示例
猜你喜欢
数学年刊A辑(中文版)(2022年3期)2023-01-05 10:04:02
实用手外科杂志(2022年2期)2022-08-31 09:48:18
数学物理学报(2019年6期)2020-01-13 06:08:10
装备制造技术(2019年12期)2019-12-25 03:06:28
意林·全彩Color(2019年8期)2019-09-23 02:12:32
小学生作文(低年级适用)(2017年4期)2017-07-07 10:10:41
学生天地(2017年10期)2017-05-17 05:50:26
数学物理学报(2016年2期)2016-12-01 05:36:20
唐山文学(2016年11期)2016-03-20 15:25:50
电子工业专用设备(2015年4期)2015-05-26 09:10:34
