
拌和系统高浊度废水处理自动控制系统研究与应用
2012-07-12 06:49宋书军
四川水力发电 2012年2期
宋书军
(葛洲坝集团第二工程有限公司,四川成都 610091)
1 概述
混凝土用粗骨料经过二次筛分后产生大量高浊度水,有时浊度甚至高达140000 NTU,而且此类废水成分主要含石粉、泥土和少量油脂。处理此类废水的水处理厂辅助设备多,要求设备的动作要及时且高可靠,否则可能因各种管道堵管、净水药剂添加不准而导致整个水处理系统的循环过程崩溃的后果。笔者主要介绍了对此类水处理厂的电气自动控制系统。包括上位机监控软件的设计思想;下位控制单元及现场控制单元的配置及控制算法。
一般此类废水电气自动系统主要由工业控制机、PLC 控制器、PLC 输入输出扩展模块、模拟量/数字量转换模块等配以外围原水浊度测量传感器、液位控制器、电磁阀、设备现场启动控制柜、回信器组成污水现场工业闭环控制系统。该系统可以实时显示整个污水处理厂区设备的平面布置图,设备的工作/故障状态,工艺流程,废水的实时浊度变化和发展趋势并自动调整净水剂投加量和自动定时排污。可对废水浊度及设备运行报警数据定时存盘并报警打印。在综合了国内现有污水厂电气自动控制的不同方案并结合锦屏一级水电站大坝右岸高线拌和废水处理系统的现场实际情况,我们采用了研华610工业控制机、德国SEMENS S7系列控制器及扩展模块、ZDGD 系列原水浊度仪、现场操作柜、气动蝶阀、液位控制器等组成本系统,目的在于解决高线拌和废水处理系统的自动实时投加净水剂、定时排污、实时自动抽排水等。该系统的设计成功,可有效节约净水剂的用量;节约废水处理系统人员配置;节省因排污不及时造成管道堵塞而额外增加人力设备资源投入的费用;减轻运行人员的劳动强度;充分发挥现有废水处理设备的效能,提高污水处理能力。
2 系统的组成
A:用MCGS 可视化编程软件编制的上位机监控软件——用于显示整个污水处理厂区的平面图;显示设备间的相互位置;污水处理的工艺流程;原水浊度的历史曲线及发展趋势;现场设备运行/故障状态及报警数据显示;原水浊度的实时显示及定期存盘。
B:PLC 控制程序——实现废水现场设备的自动控制(检测原水液位,实时控制抽排水,测量原水浊度,控制净水剂的投加量,定时自动排污);对现场采集的数据进行工程处理。先将模拟信号(4~20 mA)转换成二进制数字信号并进行数字滤波,再进行取均方根计算、二进制到十进制的转换,最后送到工业控制机进行显示、报警等处理。
C:外围硬件控制系统——进行现场原水浊度电量信号的转换和远距离传送;同时配置设备现场操作柜,既可应急操作,又能对现场电气设备进行诸如三相电压缺相、电机过负荷、三相电流不平衡、漏电、漏油、漏水等的保护。
3 主要技术内容
3.1 系统的结构
该系统是一个中型工业控制系统。但为了便于开发,我们将该系统分为六个较小的功能模块,以便分步设计、单独调试,最后进行系统集成,以减少开发的风险,在开发过程中,若某一项子系统实现不了时,可以及时终止项目开发以减少损失(图1)。六个子模块分别为:
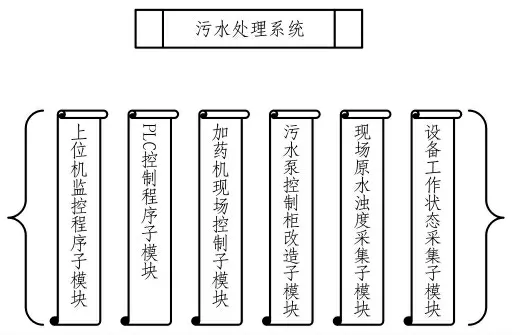
图1 系统示意图
3.2 废水处理系统各模块的功能
(1)高线拌和废水处理监控程序子模块。
该模块主要是利用MCGS 5.1组态软件开发出废水处理的上位机操控软件。该模块的功能是显示污水厂区的整个平面图、废水处理设备间的相互关系、动态工作过程、设备故障/运行状态、整个工艺流程、现场监控数据的历史曲线及发展趋势;对现场采集数据的存盘处理、打印及在上位机上实现对现场设备的操控(数据处理流程见图2)。
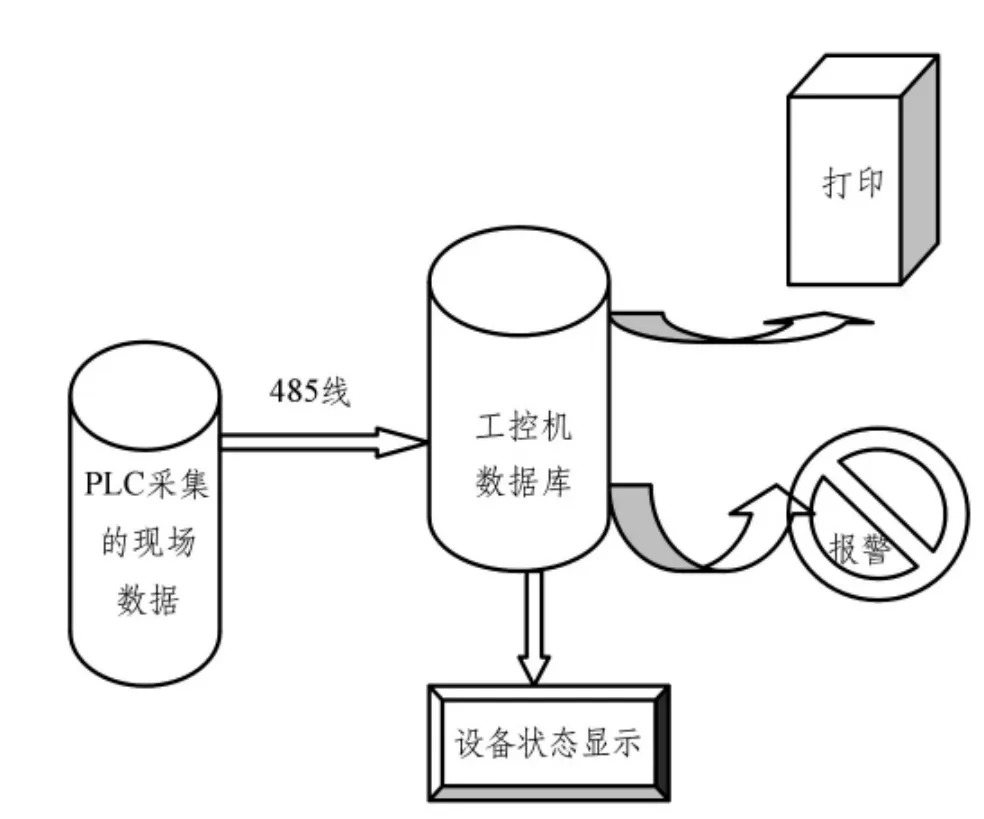
图2 数据处理流程图
(2)PLC 控制程序模块。
该模块主要是利用V4.0 STEP 7 MicroWIN SP4编程软件编制出切合此项目合理的控制软件。根据现场采集得到的开关量信号、废水浊度数字量信号等进行运算处理后控制现场设备的运行状态,并将采集到的信号通过485数据线送给上位工业控制机进行存盘处理并进行设备故障状态的报警或各种参数的显示、打印等处理。
(3)原水浊度采集模块。
该模块主要采用两台ZDGD-1000型在线原水浊度仪,分别安装于原水提取泵的后端(污水汇集总管处),用于测量废水系统的实时进水浊度。一台安装于旋流反应池的出水管处(亦即清水池的入水口)实时监测废水处理系统的出水浊度。这两台浊度仪将测得的浊度信号以电量的方式(0-1000 NTU 的浊度信号对应电量信号:4~20 mA)传输给PLC 控制器,为PLC 控制器进行现场设备控制提供数据参照。原水浊度仪的技术参数如下:
型号:ZDGD-1000
检测范围:0~1000 NTU
供电电压:220 VAC
输出信号:4~20 mA
外供电压:24 VDC
(4)废水加药机现场/远程控制模块。
该模块的主要功能:设置远程/本地加药机控制功能,实现对现场加药机的本地启动/停止和接收PLC 的远程控制信号。同时设置对现场加药及搅拌电动的过负荷、电气短路、三相电压不平衡、电气缺相等保护功能。部分电气元器件如下:
CD-10电动机综合保护器4台
SE-32交流接触器4台(带附助触头)
交流220 V 信号灯5个(分别指示总电源及各电动机的工作状态)
LW15万能转换开关1个(进行远程/现地控制切换)
RT14保险(2A)2组(用于二次回路短路保护)
DZ-32断路器4个(用于4台电动机的一次回路进行短路保护)
DZ-63断路器1个(用于现地柜的总电源)
(5)原水提取泵现场控制模块。
该部分主要是对原来厂家配套的2台潜污水泵现场电气控制柜(控制4台原水泵,现只有2台泵、1台现场电气控制柜)进行改造,保留其原有对电动机的漏电、漏油、电气缺相、过负荷、电气短路等保护功能。同时加装液位控制器,使其具备远程/本地控制功能,在实现本地操作功能的同时,又可接收PLC 的远程控制和向PLC 反馈水泵的工作状态信号,实现自动实时抽水。其增加的主要元器件如下:
SE-4接触器辅助触头4个
JXQ13型继电器4个
UQK-61型液位控制器2套(一备一用,以保证可靠性)
(6)废水现场设备工作状态采集模块。
该模块的主要功能是通过现场设备控制柜内主接触器的辅助触头并给各种排污阀门配置相应的回信器以实现对现场废水处理设备工作状态的监控,确保PLC 发出的指令被相应设备执行。主要元器件如下:
各废水设备现场控制柜主接触器(通过改造现场控制柜获得,执行PLC 指令);
各废水设备现场控制柜主接触器的辅助触头(通过改造现场控制柜获得,反馈工作状态);
排污阀电磁线圈(执行PLC 发出的排污指令);
AL—10型回信器(配于各种排污阀,反馈阀门工作状态)。
4 高线污水处理电气控制系统设计中的主要计算过程
该系统是一个中型工业控制系统,相对较简单。工程计算仅牵涉原水浊度电量信号的工程计算和处理以及现场废水设备的工作状态处理,即部分设备或关键设备故障时控制方案优化的算法问题。现分别叙述如下:
(1)原水浊度采集模块数字量工程计算。因该系统选用的ZDGD-1000型原水浊度仪其原水浊度测量范围为0-1000 NTU,对应的电流量输出信号范围为:4~20 mA。此信号送到中央控制室时,通过PLC 的EM231-OH22-OXA8 A14X12BIT 模/数转换模块转换成0-32767的二进制数。为防止干扰信号的窜入,保证测量数据的准确性并显示稳定性及可读性,首先将此信号的采样频率定为100 ms 采集一次并连续采集5次,得D1、D2、D3、D4、D5,并对这5次数据取均方根,即D=SQRT(D12+D22+D32+D42+D52)/5,进行数字滤波。滤波后的数字量仍为二进制(范围0-32767)。为了进行显示,必须转换成十进制数S(即S=(1000×D)/32767),再进行二进制到十进制的转换。为了保证所显示的稳定性和可观看,对显示数据进行不断刷新,刷新频率为0.5 s。
(2)启发式算法。在废水系统实际运行正常情况下,参与运行的设备按照规划规定的配合关系运行。当有外部事件发生时(如某台污水设备损坏时),调用调度策略进行实时调整。调整策略是一种算法,它根据所搜集到的系统各个部分的实时状况,在进行分析综合后按一定的规则向各个相关设备发出控制信号,指挥系统协调运行。该规则在此是一般的逻辑函数关系。
系统运行过程中可能出现的问题有很多,它们可能发生在任何时间和任何设备。比如抽水系统中的原水提取泵出现堵塞、漏油、电气短路、过负荷或急停故障等影响生产的情况发生时,都被认为是原水泵故障。在实际运行时,为了便于维修,需要提示确切的故障位置,但是我们不必对每一种情况都制订一种对策。因为我们发现,有很多故障对系统造成的影响是相同的,我们可以将它们合并为一类故障,制订一个通用的对策加以处理。根据处理方法的不同,我们将所有的对策归纳为以下几个大类:
Ⅰ.某单元只有一个电机发生了故障。这时仍可以继续运行,但效率降低了。
* IF 1#原水泵OR 2#原水泵故障THEN
* IF 1#搅拌器故障OR 1#加药机故障OR 2#搅拌器故障OR 2#加药机故障THEN
* IF 1#-11#某一排污阀故障THEN
提示故障报警
IF 能够满足正常运行需要THEN
自动切换(或手动)至另一台备用原水泵或停止某故障搅拌器、加药机或排污阀继续生产,提醒运行人员及时抢修。
END
ELSE
END
Ⅱ.如果两个原水泵或两台搅拌器和两台加药机同时发生故障。此时不能继续生产。
* IF 1#原水泵故障AND 2#原水泵故障THEN
* IF 1#搅拌器和1#加药机故障AND 2#搅拌器和2#加药机故障THEN
* IF 1#-11#排污阀门全部故障THEN
提示故障报警
停止生产,提醒运行人员进行抢修。启用现地控制看是否能恢复部分生产。
END
当外部事件发生,例如某一原水泵发生急停故障时,不妨假设有以下两调度策略可供选择:
①等待修复。
②切换至另一台原水泵。
分析以上两种调度策略,得到最佳决策①或②,以使总费用最小。这里的费用概念涵义很广,既包括因等待而造成的生产损失,又可包括因延误生产而造成的损失等。
以上问题相当于一个决策问题,它包括一定的目标,决策者,可供决策者选择的可能行动(策略和方案)和采取这些可能行动后所造成的所有可能结果,决策过程就是从可能达到一定目标的一系列可能行动,从策略和方案中选出一个特定的行动,以得到最好的结果。决策过程是一个复杂的判断过程,需要对客观事物的本质有足够的了解,收集信息,分析处理,最后由决策者做出正确的选择。
一般而言,决策有状态、策略和收益三个要素。
考虑策略1)等待修复,这时面对的状态可能为:
状态a.在允许的时间内修好,概率为p1,费用包括等待费用。
状态b.在允许的时间内不能修好,概率p2,费用包括因延误造成的废料费用。

其中,f 为对各项费用的估计函数,这些函数由相应的统计资料拟合而成。
考虑策略②,改为其它备用设备。费用包括废水处理效率损失费用、等待费用等。
在开发中,将不同的调度策略实现为不同的调度成员函数,供系统中的对象实体调用。这些成员函数还可以传入不同的参数,以考察同一类策略在不同参数情况下的性能。
本废水处理系统中关于现场设备控制策略的选择,也正是参照了上述算法和控制理论并进行了适当变通后进行控制程序设计的。
5 高线废水处理电气控制系统的可靠性设计
为了保证系统运行的可靠性,减少故障机率。主要采取了以下几项措施:
(1)控制计算机选用知名品牌,且为高可靠性的工业用计算机,PLC 控制器选用德国西门子公司的产品,性价比较高。
(2)系统在中控室设置自动、手动控制各一套,同时加上现场的手动操作系统。系统总共有三套单独操作系统,控制系统有足够的冗余。
(3)中央控制室的控制系统与外界的电气连结采用继电器隔离加PLC 控制器I/O 输出口的光电隔离。系统有两道电气隔离功能,从而减少了外部电气故障影响中央控制室的机率。
6 废水处理电气控制系统主要元器件性能
(1)计算机——选用工业控制用、性价比较高的主流机——研华610工业控制机。
型式:工控机IPC610。
品牌:台湾研华。
CPU:INTEL PⅣ2.8 GHz。
内存:DDR256 M。
硬盘:80 G,1 GB 缓存,7200 rpm。
光驱:32X 及以上CD-RW/DVD ROM COMBO。
接口:2×10/100/1000 M 以太网卡,USB2.0,PS/2,串口,并口,显示接口等。
>插槽:4 PCI,4DIMM 等。
>显卡:256 MB 显存128位以上名牌显卡。
>显示器:14″液晶显示器。
与PLC 通过PC/PPI 电缆(H485通信方式)进行通信。负责现场开关量、数字量、报警值的采集并在监控画面上进行显示。
(2)PLC 控制器——选用国际著名的德国SIEMENS 公司S7-200PLC 控制器主机(PLC 主机技术参数:CPU226216-2BD23-OXBO 为PLC 控制器的基本单元,其额定输入电压为172~264 VAC,最大输入有效功率为78 W,用户输出电流为0.2A@24 VDC;其用户内存为16 K,最大本地I/O 能力为960,最大本地模拟量I/O 能力为40)及EM231-OH22-OXA8 A14X12BIT 模拟量/数字量输入转换模块(技术参数:模拟量点数为4路,输入方式为电压或电流,背板电流负载为0.025A@5 VDC,分辨率为16位)等组成下位机。通过运行污水处理程序进行对现场设备的控制以及对现场采集到的模拟信号、开关量信号进行处理和上传。
7 结语
该电气自动控制系统投入运行以来,实现了抽排水、净水剂投加、斜管沉淀池和预沉器排污的全自动,有效减轻了废水运行人员的工作强度及各种废水处理设备和管道的堵塞机率,提高了设备运行的可靠性。但由于现有废水浊度大大高于业主招标给定的参数,进而造成了现有废水设备处理能力不足。后续将增加废水干化设备,相应的电气自动控制系统也将进一步增加和完善。
猜你喜欢
供水技术(2022年1期)2022-04-19
云南化工(2021年6期)2021-12-21
昆钢科技(2020年6期)2020-03-29
小猕猴智力画刊(2019年9期)2019-11-08
酒·饮料技术装备(2018年1期)2018-04-28
资源节约与环保(2018年1期)2018-02-08
中国资源综合利用(2017年1期)2018-01-22
山东工业技术(2016年15期)2016-12-01
水科学与工程技术(2016年1期)2016-07-12
中国资源综合利用(2016年1期)2016-02-03
