
DCS控制系统在分子蒸馏生产工艺中的应用
2012-07-09 01:44:28唐重和刘克平孙天放吴忠伟
长春工业大学学报 2012年2期
唐重和, 刘克平, 金 晶, 孙天放, 吴忠伟
(长春工业大学电气与电子工程学院,吉林长春 130012)
0 引 言
分子蒸馏技术(Molecular Distillation)[1]是伴随着真空技术和真空蒸馏技术发展起来的一种液-液分离技术,从其原理上看,它又根本区别于常规的蒸馏技术,具备许多常规蒸馏无法比拟的优点。
1)分子蒸馏的操作温度较低、操作真空度高。因为分子蒸馏是依据分子运动平均自由程的差别将物质分开,因而可在低于混合物的沸点下将物质分离。其独特的结构形式决定了其操作压强很低,一般为0.13~1.33Pa,这又进一步使物质的沸点得到大大地降低。一般来说,分子蒸馏的分离温度比传统蒸馏的操作温度低50~100℃。因此,分子蒸馏可在远低于混合物沸点的温度下实现物质的分离。
2)受热时间短。在分子蒸馏器中的受热液体被强制分布成薄膜状,其厚度一般为0.5mm左右,加之设备的持液量很小,因此,物料在分子蒸馏器内的停留时间很短,一般几秒至十几秒,使物料所受到的热损伤极小。很好地保护了被处理物料的颜色和特性品质,使得用分子蒸馏精制的产品在品质上远远优于传统真空蒸馏法生产出的产品。
3)分离程度高。分子蒸馏与常规蒸馏相比,有更高的相对挥发度,分离效率高。这些优点使得聚合物可与单体及杂质进行更有效地分离。
4)工艺清洁环保。分子蒸馏技术不使用任何有机溶剂,不会产生任何污染,被认定为一种温和的绿色操作工艺。
为了提高生产过程的产品稳定性和安全性,对原分子蒸馏设备进行改造,这对生产过程中的自动化连续作业控制提出了更高的要求,也为提高分子蒸馏设备生产五味子及其它产品的质量和生产能力。
1 生产过程的工艺流程
针对DCH-300分子蒸馏系统进行建立三级的DCS过程控制系统,由于DCH-300属于三级真空分离系统,对一般物料可以一次性处理完毕,依靠连接在管道上的输送泵可以完成连续蒸馏。
液料放入原料罐被计量泵抽取。泵用稳定流量输送物料,经过管道被送入降膜器内的旋转分配器,在离心力的作用下,被甩向夹套加热室内壁,这时物料液体受重力的作用,沿着内壁向下流动。与此同时,装在转轴上的刮板把料液刮成薄膜,这样料液受加热而蒸发,由于在重力及离心力的作用下不断地更新液膜。根据分子运动理论可知,液体混合物的分子受热后运动会加剧,当接受到足够的能量时,轻组分首先就会从液面溢出而成为气体分子,当气体分子逸出碰到内冷凝列管时,瞬即从气体变为液体并被柱下气相罐收集,重组分因达不到逸出温度,而仍然以液体状态流出蒸馏柱,由液相罐收集。
分子蒸馏生产过程工艺如图1所示。

图1 分子蒸馏生产过程工艺图
2 系统的硬件设计
DCH-300设备由3大部分组成:
1)前级脱气。由原料罐和蒸发器冷凝器及管道组成。
2)分子蒸馏。由短程蒸发器和冷凝器及管道组成。
3)分子蒸馏。由短程蒸发器和冷凝器及管道组成。
原手动控制系统由3个分离器、仪表回路、制冷机、加热系统、真空系统和互相连接的泵与物料管道组合成一套的装置,控制各级油温由PID仪表完成。对其进行改造,利用其三级过程结构分别对应一台PLC进行控制,并集中传递给上一级PLC,再由最上一级的计算机进行控制,实现分子蒸馏过程的三级DCS控制。
系统结构如图2所示。

图2 分子蒸馏控制系统结构
DCS分子蒸馏过程控制系统[2]硬件包括PLC、触摸屏、计算机、传感器及执行器等,分成控制站、操作站、网络硬件等。采用3台西门子S7-300PLC[3]分别控制第一级薄膜蒸发器、第二级分子蒸馏、第三级分子蒸馏,加上现场总线仪表及HART变送器组成底层控制站的硬件设备;通过触摸屏以人机界面的方式显示被控对象的过程,动态显示分子蒸馏生产过程,与第二层S7-300 PLC组成操作站;在最上层由计算机构成信息管理网,实现高级管理算法,并远距离控制现场设备。DCS控制系统主要监控的对象有蒸发器内压力、蒸发器内温度、料位传感器、进料的质量流量、夹套温度等。监控系统硬件由PLC的电源模块、CPU模块、输入输出模块、现场总线通讯模块、操作站和网络路由及其它部件构成。
3 系统的软件设计
针对DCH-300分子蒸馏过程控制系统生产关系的特点,为实现分子蒸馏设备生产系统长周期安全稳定运行,也为给操作人员以全新良好的人机界面的操作方式,利用西门子WinCC flexible[4-5]对整个工艺过程进行图形化、动态化,这样不仅操作简单、界面友好,并且软件的功能齐全,提供了设备生产运行的实时曲线监控及报警系统。
在生产过程及设备检修中,有可能出现3种情况:
1)DCH-300设备中的蒸发器都是负压设备,如果出现真空度不能达到生产需要,当需要检修时,充气体使蒸发器内部出现正压找寻出气口时,可能会发生事故;
2)蒸发器内温度过高很可能会导致设备过热,出现漏点,使产品产生胶状物;
3)蒸发器内温度过低或真空度达不到需求时,会使生产出来的产品达不到标准。
为保证分子蒸馏DCH-300设备的安全生产,要求蒸发器内压力(真空度)、蒸发器内温度控制在规定的范围内。对蒸发器内温度及压力进行在线实时曲线监控,并进行归档记录[6-7]。有效监视该生产过程的温度及压力情况,并以直观的形式表示出来,同时给出报警提示,方便了操作员对现场的监控。分子蒸馏过程组态如图3~图5所示。

图3 DCH-300第一级薄膜蒸发器组态图

图4 DCH-300第二级分子蒸馏器组态图

图5 DCH-300第三级分子蒸馏器组态图
实时监控曲线也运行于HMI设备,HMI设备采用的是Windows CE操作系统[8]。传感器将被控变量转化为标准信号送入PLC中的模拟量输入模块,经过AD转化后给底层S7-300PLC,再经现场数据通讯传递给过程控制层中,S7-300 PLC与HMI可以直接通信,保证了集散控制系统的优点。蒸发器实时曲线监控如图6所示。
4 结 语
由PLC组建的DCS控制系统在很多工业控制上得到了成功应用。DCS分子蒸馏控制系统长期运行以来,可靠、稳定、各种功能齐全,如信号处理及采集、模拟量数字量的处理、数据通信、硬件电气、软件程序连锁以及人机操作界面等。通过对系统的改造,使得操作员能对控制量进行方便地控制,确保了分子蒸馏生产工艺流程的稳定性,同时降低了操作员的工作强度,提高了设备的可靠性,对后续生产工艺参数的研究提供了良好的平台。
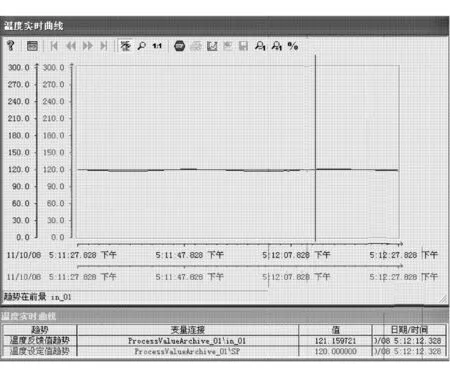
图6 蒸发器实时曲线监控图
[1] 连锦花,孙果宋、雷福厚.分子蒸馏技术及其应用[J].化工技术与开发,2010,39(7):32-39.
[2] DCS控制系统在甲醛生产工艺中的应用[J].化工自动化及仪表,2011,38(8):982-984.
[3] 刘楷,周海.深入浅出西门子S7-300PLC[M].北京:北京航空航天大学出版社,2004.
[4] 西门子(中国)有限公司.深入浅出西门子人机界面[M].北京:北京航空航天大学出版社,2009.
[5] 廖常初.西门子人机界面[M].2版.北京:机械工业出版社,2011.
[6] 张德江,和红梅,孙晓晖.先进控制技术在DCS控制系统中的应用[J].长春工业大学学报:自然科学版,2008,29(4):361-365.
[7] 史文树,尤文,于明.热泵蒸馏的节能技术与应用[J].长春工业大学学报:自然科学版,2010,31(5):523-527.
[8] 李青虹,吴龙,晋芳伟.陶瓷粉料液压成型机PLC控制系统的设计[J].长春工业大学学报:自然科学版,2010,31(6):701-705.
猜你喜欢
河北农机(2020年10期)2020-12-14 03:13:42
能源(2017年7期)2018-01-19 05:05:05
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
工业设计(2016年11期)2016-04-16 02:49:22
中国铸造装备与技术(2015年5期)2015-12-10 10:23:41
制造技术与机床(2015年12期)2015-07-31 17:23:11
自动化博览(2014年12期)2014-02-28 22:34:27
自动化博览(2014年7期)2014-02-28 22:32:28
机电信息(2014年20期)2014-02-27 15:53:23
机电信息(2014年17期)2014-02-27 15:53:00
