汽缸套及耐磨环
2012-07-09 06:01本刊编辑部
航海 2012年2期
1 简介
该技术公告提供了关于 RTA82C,RTA82T,RT-flex82C以及 RT-flex82T 柴油机的汽缸套及耐磨环(ARP)配合的最新改进设计。
改进后的汽缸套设计对相应的耐磨环(APR)会造成一定的影响。因为改变了汽缸套与耐磨环接触表面区域的几何形状,在这种情况下,为了在装配时两个部件能够正确地贴合,APR倒角处也必须重新设计。
由于改变了汽缸套与耐磨环接触表面区域的几何形状,因此,旧式的耐磨环(APR)与新汽缸套不能准确地配合。
该技术信息提供如何正确装配汽缸套和APR及对应措施的指导方针,见图1。

图1 安装APR的汽缸套
2 汽缸套及耐磨环
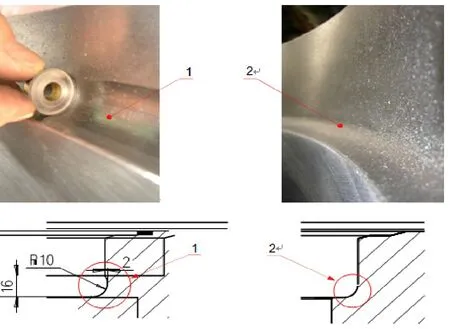
图2 旧式-新式汽缸套与耐磨环接触面几何形状的对比
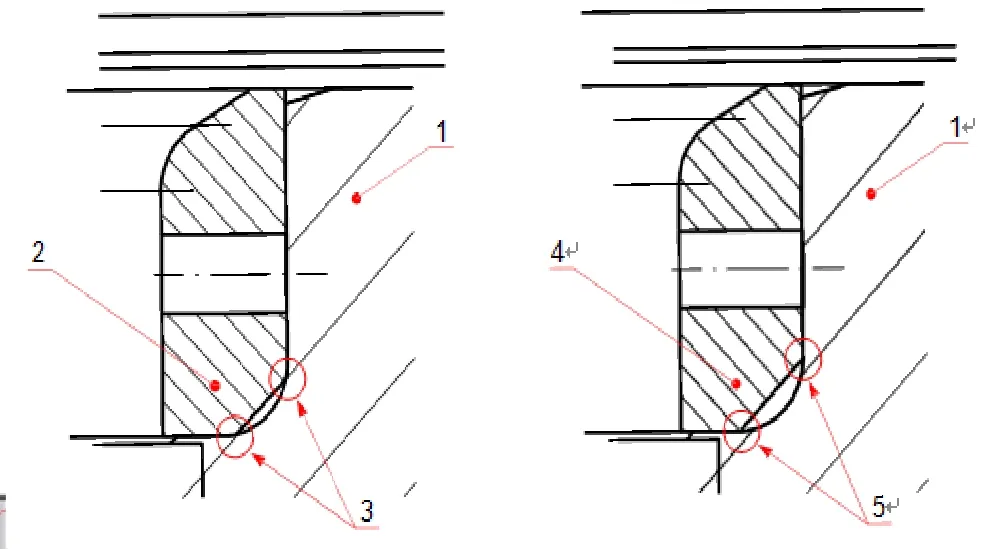
图3 旧式 -新式耐磨环与汽缸套配合的比较
3 装配前的检查
旧式部件与新式部件的备件编号是完全相同的,因此,在安装 APR之前,必须检查 APR与汽缸套的实际结构形状。汽缸套与耐磨环的备件编号见表1。

汽缸套与耐磨环的备用零件编号 表1
为了避免汽缸套及耐磨环之间的不匹配,必须进行下列检查。
3.1 检查
1)首先检查汽缸套
如果接触面的几何形状是以半径R10、深度为2毫米的,则为旧式汽缸套,如果没有,即为新式汽缸套。
2)检查耐磨环(APR)倒角的高度,参阅图4。
耐磨环(APR)倒角高度为8毫米是旧式耐磨环,倒角高度为10毫米的是新式耐磨环。
3.2 评价
如果 APR具有高度为 8毫米的倒角,那么 APR就仅仅适用于旧式汽缸套。
下列旧式或者新式汽缸套各自与旧式或者新式 APR的组合见表2。

新旧汽缸套-耐磨环匹配情况 表2
特别强调:对于新式汽缸套与旧式 APR的组合,必须采用改进的解决方案,或者必须使用新式的APR。
4 改进方案
4.1 旧式APR改进
为了使得旧式 APR与新式的汽缸套匹配,APR的 8x45°倒角尺寸必须改为 10x45°。因为新式汽缸套接触面几何形状已改变,所以在不改变倒角的情况下,在新式汽缸套上安装旧式APR,二者不能很好地配合。
4.2 工作步骤
·如果机床是可供使用的,可以将为8x45°的倒角重新加工为10x45°的尺寸,参阅图4。
·如果没有机床可供使用,可以通过手工磨削或者手摇砂轮机也可以将倒角的边缘磨掉,见图 4的(3)。从拐角点到接触面必须至少磨除2mm,使其最小半径为R6。

图4 APR重新加工或者磨削
4.3 机械加工后的状况检查
4.1 检查步骤
·将重新加工的 APR安装到新式汽缸套之后,必须检查APR与汽缸套是否达到良好配合,参阅图5。
·用厚度为0.1毫米的塞尺对轴向接触面进行测量。
·在接触面的圆周上每隔45度测量一次。
·APR与汽缸套的轴向接触面之间不允许存在间隙。

图5 检查汽缸套与APR之间的间隙
4.2 修正
如果用塞尺检测时发现有间隙,按下面的步骤进行操作:
·再次移除APR。
·在APR与汽缸套轴向接触表面处涂上蓝油。
·将APR放回到汽缸套中。
·检查汽缸套中的APR座表面的蓝色斑点。
·如果检测到了蓝色斑点,就要求对该处 APR的接触表面进行打磨。
再用塞尺对间隙进行测量,直到接触面之间没有间隙为止。
猜你喜欢
小主人报(2022年12期)2022-08-23
工程技术研究(2021年7期)2021-05-30
延河·绿色文学(2020年6期)2020-09-10
中国宝玉石(2018年5期)2018-11-12
中华家教(2018年8期)2018-09-25
Special Focus(2018年8期)2018-08-31
时代农机(2017年2期)2017-04-02
山东工业技术(2016年15期)2016-12-01
上海金属(2016年2期)2016-11-23
实用临床医学(2016年8期)2016-06-08