
环形止回管自动装配方案设计
2012-07-04 09:42张丽英
制造业自动化 2012年11期
龚 民,刘 佳,张丽英
(沈阳理工大学 机械工程学院,沈阳 110159)
0 引言
装配是指按规定的技术要求将零件或部件进行组配和连接,使之成为半成品或成品的工艺过程。在零件装配过程中,常常会遇到环形零件与管类零件之间的装配,虽然这类装配并不复杂,但是由于缺乏有效的装配方法和工具,使得对于这类零件的装配只能采取手工装配或是以手工装配为主并借助一些辅助机械装置的半自动装配。手工装配和半自动装配会因人工疲劳、疏忽、情绪等因素的影响而造成产品质量的缺陷或不稳定,不仅装配效率低、质量差,而且还不安全。因此,发展自动装配尤为重要。
1 制备管过滤器及环形止回管简介
过滤实验是生物实验中常做的实验,如血基因组DNA分离实验、基因组DNA分离实验等。制备管过滤器[1]在过滤实验中起到洗涤、洗脱和过滤作用,制备管过滤器由制备管管体,过滤膜和止回管装配而成,其组成如图1所示。
环形止回管是制备管过滤器中的零件,如图1中所示,当环形止回管被推送到制备管管体下端时,由于它们之间是过盈配合,所以止回管便会卡紧在制备管下端,其主要作用是将过滤器中的过滤膜压紧,防止过滤膜脱落,环形止回管具体尺寸如图2所示。

图1 制备管过滤器组成图
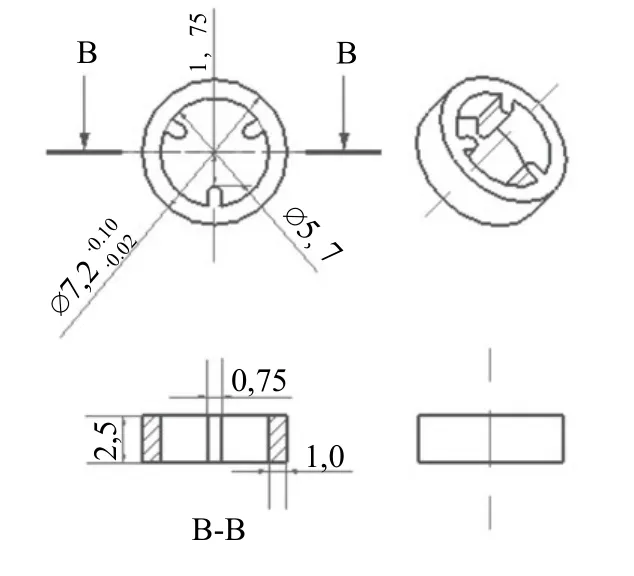
图2 环形止回管外形尺寸图
2 制备管过滤器的自动装配过程
制备管过滤器组成简单,其装配步骤也相对较少。制备管首先由自动上料机上料,经隔料装置后被送入传送带上的随行卡具中;卡具夹紧,传送带运转,将工件输送到过滤膜冲裁装配工位进行过滤膜填装;过滤膜装配好后,工件被输送到止回管装配工位,由机械装置将止回管填装并压紧;最后,装配好的制备管过滤器经过检测后卸料[2]。
3 环形止回管自动装配方案
在自动装配线中以往的装配方法通常是利用机械手首先对待装配零件进行拾取,然后机械手将工件送到指定位置,与装配件中心对齐后把零件装配进去[3]。这种装配方法虽然可以很好的完成零件装配,但是机械手和装配线的设计制造成本较高,对于像制备管过滤器这种简单装配来说是没有必要的。
3.1 止回管装配过程中出现的问题
要实现止回管的自动装配,首先要解决止回管如何准确装入制备管管体的问题。当止回管被自动上料后,储存在储料管内。假设使止回管单个由料道内靠自身重力垂直落入制备管中,则会出现如下问题,如图3(a)所示。制备管内壁与竖直方向成1°夹角,最上端尺寸为φ7.91mm,最下端为φ7.2mm,中间段尺寸在φ7.2mm~φ7.91mm之间。在止回管下落过程中,由于工件的锥度误差,摩擦阻力的不一致性,导致工件偏转,当其对角与制备管侧壁接触时,就要在接触处产生一个反作用力,该力与工件重力构成了一个力矩,使工件绕中心点有转动的趋势[3]。

图3 止回管填装中的问题
图3(a)所示的位置,止回管对角线尺寸等于制备管在此位置时的直径,设该直径为dm由图可以算出:

当制备管直径大于dm,即在dm段以上时止回管在下落过程中将有可能翻转,如图3(b)中所示情况,当这两种情况发生时,再施加外力压紧将会把止回管挤压变形甚至压坏。
3.2 止回管卡紧冲压装配方案
为防止止回管在装配时翻转,实现止回管分料并进行自动装配,采用了如图4所示方案对止回管进行自动装配。

图4 止回管自动装配方案
如图4(a)所示推料板带动储料管内的止回管一起水平向右运动,图4(b)中卡料盒右侧的弹簧被压缩,滑块在向右运动一段距离后被挡板挡住。在弹簧力的作用下,止回管在冲头的正下方被夹住,在图4(c)冲头向下运动,带动止回管被填装进制备管中并压紧[4]。
3.3 止回管在装配过程中的运动分析
如图5(a)所示,当止回管被夹紧且未脱离卡料盒时,止回管在竖直方向除了受自身重力外,还受到冲头施加的向下的冲压力F和向上的摩擦力f,此时冲头以加速度ac向下运动,ac=(F+Mg)÷M,M为冲头自身重量,在冲头的作用下,止回管和冲头一起运动,ac=ay;当止回管刚刚脱离卡料盒时,如图5(b)所示,摩擦力f突然消失,此时止回管将会以大于冲头加速度ac的速度向下运动,从而脱离冲头,但当止回管脱离冲头后所受的冲压力F消失,其加速度又减小到重力加速度g,而冲头由于受到重力和冲压力F,其加速度大于重力加速度g,在下落过程中与止回管会再次相遇,从而带着止回管下落,将止回管填装进制备管中[5];即使在下落过程中冲头受到阻力使其加速度小于重力加速度g,即速度小于止回管下落速度,但在冲头与止回管一起下落过程中,冲头与止回管之间的距离会很小,止回管有翻转趋势时,冲头会立即将其纠正过来,保证止回管的正确装配[6]。

图5 冲头及止回管加速度
3.4 止回管自动分料的实现
采用这种填装方案,同时可实现止回管的分料,如图6所示。

图6 止回管分料过程
当图6(a)中推料板水平向右运动时最下端的止回管被推向右侧,同时上面的止回管在重力作用下落到推料板上,止回管被冲下填装后,推料板向左退回到原始位置[7],如图6(b)所示,止回管落到低端水平面上。重复图6(a)、6(b)的过程,止回管被一个一个的送进并被填装。采用这种装配方案,实现了止回管的分料并精准的实现自动装配。
4 结束语
本文设计的止回管自动装配方案,解决了止回管在自动装配过程中出现绕中心旋转,倾斜和竖直落入制备管中的问题,实现了止回管自动分料及装配,同时也简化了止回管自动装配的机械结构、节省了成本和空间。本设计方案不仅适用于止回管的自动装配,而且还适用于其它类似零件的装配,如轴承的装配、圆形卡簧的装配等。
[1] 李考真, 任树海, 王俊礼.有机制备实验微型化研究[J].聊城师院学报(自然科学版), 1996, 9(1).
[2] 李春书, 崔根群, 李迅, 彭商贤.产品装配顺序规划方法的研究[J].机械设计, 2002, 7(9).
[3] 胡海清, 刘雪雪.PLC与自动生产线技术[M].北京: 北京理工大学出社, 2010.
[4] 姜华, 周济, 王春和, 余俊.机械装配设计的关键技术[J].华中理工大学学报, 1997, 25(4).
[5] 徐云庆, 盛小明.基于气动机械手的零件自动化柔性装配设备[J].苏州大学学报(工科版), 2009, 29(4).
[6] 周健东.四项微动开关自动装配设备设计[J].机械设计与制造, 2010, 6(6).
[7] 陈国华.机械机构及应用[M].北京: 机械工业出版社,2008.
猜你喜欢
小哥白尼(神奇星球)(2022年5期)2022-08-15
中华养生保健(2020年10期)2021-01-18
装备制造技术(2020年4期)2020-12-25
农机质量与监督(2020年8期)2020-09-29
科普童话·神秘大侦探(2020年3期)2020-05-11
电子制作(2019年13期)2020-01-14
科技与创新(2019年13期)2019-08-12
汽车文摘(2018年12期)2018-12-05
趣味(语文)(2018年2期)2018-05-26
制造技术与机床(2017年8期)2017-11-27
