天线座装配技术探讨
2012-06-28 03:05:04钱君锋
舰船电子对抗 2012年5期
钱君锋
(船舶重工集团公司723所,扬州225001)
0 引 言
天线座一般都是功能比较复杂、精度要求比较高、使用环境比较恶劣的机电一体化设备,其装配质量关系到整机的可靠性能,而且其主体部位一般都是免维护的,一旦发生故障,维修相当困难。所以天线座的装配全过程都需要仔细、严谨、一丝不苟。
在多年的天线座装配过程中,发现一些不引人注意的地方若装配不到位,轻则造成无谓的返工,影响装备生产进度,重则影响装备质量。下面谈一些相关的经验,与大家分享。
1 装配前的准备工作
装配前,首先要熟悉、理解图纸,充分了解设计意图,要了解设备的使用场合,看它们是舰载设备,还是车载设备等。必要时,要与设计人员和工艺人员充分沟通。在理解图纸和充分沟通的基础上,根据实际需要,合理安排装配工序,准备装配工具、工装夹具及相关自检器具等。
装配前,需要对加工好的零部件进行必要的检查,主要注意以下几个方面:
(1)配合面的检查
配合面的检查主要包括配合尺寸的检查,表面处理的检查,倒角、圆角尺寸的检查等。如图1所示的轴孔配合面,图纸上一般都会标注配合公差带,装配前首先检查轴、孔的实际尺寸,一定要符合图纸要求。若配合太松,影响精度和连接刚性;若配合太紧,可能出现装不到位的现象,装了一半,发现“上不去”也“下不来”,或在温度变化较大的情况下发生故障。
另外要注意,一般配合面是不要求进行影响尺寸的表面处理的,如镀锌钝化等,即使进行该类处理,图纸尺寸也是指处理完后的最终尺寸,若不进行检查,可能导致配合太紧。
要检查轴肩圆角R和孔端倒角C的大小,圆角R一定要小于倒角C,否则会装配不到位,而且不容易发现,貌似到位、实际不到位,使用一段时间后或在振动环境下会发生故障。
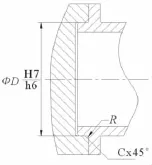
图1 某轴孔配合示意图
(2)螺纹的检查
天线座上经常用到锁紧螺母进行轴向承载和定位,装配前一定要检查锁紧螺母是否能安装到位,拧入是否轻松。经常发生锁紧螺母拧入太费劲或安装不到位的情况。
另外,天线座一般都采取密封设计,其外面的螺孔都是盲孔,一方面要检查螺纹深度是否到位,否则导致螺钉拧到位而装配件没有贴合,影响密封性能;另一方面要检查螺纹底孔是否打穿,打穿也会影响密封性能。
(3)密封槽尺寸检查
不同尺寸的硅橡胶绳,其密封槽尺寸是不一样的,密封槽的高度要小于硅橡胶绳的直径,宽度要大于该直径,一方面能保证密封性能,另外还能满足精度要求。所以一定要根据图纸要求对密封槽尺寸进行检查,以便能提前发现问题,及早处理[1]。
(4)外购件、标准件的检查
天线座中经常用到轴用挡圈或孔用挡圈,装配前一定要根据图纸和国家标准手册对挡圈进行尺寸检查,因为图纸是按照国家标准标注的公称尺寸,不少采购人员将公称尺寸当作挡圈的内径或外径进行采购,导致采购的挡圈尺寸与图纸和标准不符,根本无法使用[2]。
装配前要对轴承的内径、外径、宽度、内外圆角等尺寸进行检查,对于定制的轴承,还需检查其内部润滑脂是否加到位,转动是否灵活等。
另外还要检查走线孔端口是否倒角或圆角处理,是否去毛刺等。
若不提前进行上述检查,装配时再返工有时需将部分装好的设备进行拆卸,导致无谓地增加工作量,甚至一些问题暂时不被发现,待设备工作一段时间或在振动环境下发生故障,这将影响装备质量,造成不可估量的损失。
2 特殊件的装配
天线座一般都是密封设计,经常用到硅橡胶绳、内包骨架油封等密封件。
为防腐蚀、防老化、耐高低温,天线座的静密封广泛采用硅橡胶绳作为密封件,而硅橡胶绳的装配是有所讲究的,其装配方法为:硅橡胶绳装入前,先用丙酮将密封槽清洗干净,再用一薄层704硅橡胶将其粘贴在槽底,硅橡胶绳应保持平整,不允许有扭绞、翘曲等现象;硅橡胶绳切口为45°对接面,用硅橡胶粘牢;垂直水平面安装的硅橡胶绳切口放到下方,可防止因切口没处理到位而导致雨水进入设备。
天线座的动密封一般都是选用标准内包骨架油封,油封的功能不同,其安装方向也不同:防止外部雨水等进入内部的,油封开口朝外;若是防止内部润滑油外溢的,油封开口则朝内。油封装配时需加工与之匹配的工装,利用工装将其均匀压入外壳,然后再跟外壳一起套入旋转轴。
天线座中经常用到螺纹紧固胶,注意图纸中指定紧固胶的强度等级,一般分为高强度、中强度和低强度3个等级,值得注意的是,部分螺纹紧固胶是不耐油的,必须清理螺孔及其周边、紧固件外表面的油脂和杂质,保持清洁并固化24h以上才能保证防松紧固效果。要特别注意:即使是耐油的密封胶也不能接触大量的油脂和杂质,否则无法固化,起不到应有的效果。
键是天线座上经常采用的,键既承受扭矩,又要保证一定的精度,有经验的结构设计人员在设计键时,都不直接采用市购的标准键,而是自己设计加工键,原因是市购标准键的材料、热处理和尺寸都不能保证满足使用要求,所设计键的配合尺寸相对标准键都预留有一定的尺寸余量,方便装配时根据键槽的实际尺寸进行修配,所以装配键时需多次仔细测量键槽和键的尺寸,利用磨床对键进行多次修整,每次修整的量不能太大,以免造成键报废。
有的轴承安装有方向要求,比如角接触轴承的方向就有讲究。另外,由于轴和外壳材料不一样,热胀冷缩系数不一致,为防止温度变化时造成故障,一般天线座每个传动轴上都有一个轴承可轴向游动,该轴承装配前一定要检查其游动间隙是否足够,是否满足设计要求。
天线座中经常使用圆锥销定位或传递扭矩,锥销孔都为配作,配作锥销孔时要注意:一般圆锥铰刀的最小头外径要略小于圆锥销的最小外径,铰刀铰入的深度会大于锥销的实际作用深度,所以要反复多次对锥销的作用深度进行检查,切不可一次进刀量太大,尤其是盲孔更要格外小心。
天线座的装配中,紧固件的装配好像是最简单的,但千万不能轻视,尤其是图纸中有特殊要求的地方,比如,有的紧固件设计没有用平垫,而装配时就不能想当然地加平垫,因为设计者考虑了空间尺寸限制、受力大小以及紧固件的连接深度等综合因素。
为确保精度,天线座的各部分连接基本上都是过渡配合,在其装配过程中,为保护各零部件,经常使用铜棒作为敲打工具,但铜棒较软,容易掉屑,一定要注意随时清理铜屑,保持清洁,尤其是轴承、齿轮副等运动部件不能留有铜屑或其它任何杂质。
3 装配检验
天线座装配的检验一般分为工序自检、阶段检查和最终验收检查。
天线座装配过程中的每道工序都需要进行自检,比如每处紧固件是否紧固到位,轴向配合、径向配合是否到位等。工序检查主要是靠自检,检验人员验收时只是抽验,不可能面面俱到,所以工序自检贯穿装配全过程,是保证装配质量的重要手段。
阶段检查主要是对图纸有要求的关键特性或重要特性进行检查验收,比如传动链回差的检验等。装配过程中,对需要阶段检查的项目,一般都可以先根据经验判断,然后借助简单的配件验证,再进行仪器仪表自检,合格后提交验收。比如传动链回差的检验,首先可以根据负载来回转动的手感初步判断是否合格,然后通过在齿轮副间垫电容纸的方法来验证,再利用测试仪器仪表进行自检,合格后提交验收。
工序自检和阶段检测工作做得越充分,最终验收检查就越容易通过,但最终验收检查并不能涵盖装配过程中的所有检查要素,所以还是要强调每道工序的自检。
4 结束语
天线座的装配一定要树立“细节决定成败”的理念,另外,有经验的装配钳工,不仅局限于按图装配、充分理解设计意图,还要善于发现设计不足,提出合理化建议并与设计师充分沟通,共同把好天线座的质量关。
[1]机械设计手册编委会.机械设计手册[M].北京:机械工业出版社,2004.
[2]陈大先.机械设计手册[M].北京:化学工业出版社,1997.
猜你喜欢
港口装卸(2023年5期)2023-11-02 10:40:58
汽车实用技术(2022年14期)2022-07-30 06:10:56
装备制造技术(2021年5期)2021-08-14 01:44:56
微特电机(2021年7期)2021-07-22 08:14:20
中国测试(2018年10期)2018-11-17 01:58:42
汽车实用技术(2015年8期)2015-12-26 09:01:04
橡胶工业(2015年8期)2015-07-29 09:22:46
橡胶工业(2015年6期)2015-07-29 09:20:48
真空与低温(2015年4期)2015-06-18 10:47:22
中国管理信息化(2015年8期)2015-01-03 14:02:20