
直线位移传感器在注塑机上的应用
2012-06-23 06:43陶永亮
电子科技 2012年10期
陶永亮
(重庆川仪工程塑料有限公司技术质量部,重庆 400712)
注塑成型作为一种重要的成型加工方法,在机械、化工、汽车、仪器仪表、军事国防、家用电器以及儿童玩具等都具有广泛应用,并且生产的制件具有精度高、复杂度高、一致性高、生产效率高和消耗低的特点,有着良好的市场需求和广阔的发展前景。塑件的加工精度一直是业界关心的话题,塑件的加工精度除了模具和工艺等因素外,与注塑机的控制精度有关,其中直线位移传感器对注塑机的控制精度有较好的提高,直线位移传感器在注塑机上控制和应用,易优化注塑生产流程,保证生产质量,并且降低了生产成本。
1 位移传感器用于注塑机部位
注塑机的工作原理是利用塑料的热塑性,将物料经料筒加热圈加热,使物料熔融,再以高速、高压使其快速流入模具的型腔中,经一段时间的保压、冷却、固化定型后,模具在合模系统的作用下开启模具,通过顶出装置把定型好的制品从模具顶出。注射成型是一个循环的过程,每一周期主要包括:定量加料-熔融塑化-锁合模-注射台前移-施压注塑-充模冷却-注射台后退-开模-顶出制品,取出塑件后又再闭模,进行下一个循环。在整个循环工程中,锁合模和开模、注塑量控制和顶出制品距离等这几个工位是需要精确控制的。而传统的塑料注塑机中采用行程开关或拔动位置、或时间掣等控制单元来进行上述控制,如图1所示。注塑机采用行程开关等控制,适应一些要求较低的制品,位置控制靠手工拨动。对于复杂的塑料制品,要求在注射行程中提高注射量的精确度,进行精确多级注射,才能获得较好的塑件质量。对于厚薄不一、流程长、表面要求高、多弯道塑件,成型工艺比较复杂,若使用行程开关,时间掣等做粗略调整,容易产生塑件局部残缺或严重溢料等,特别是透明件注塑,表面要求较高,难以保证塑件的质量。因此,提高注塑、预塑计量等精确度,既能保证塑件加工质量,又能降低机器的能耗[1]。
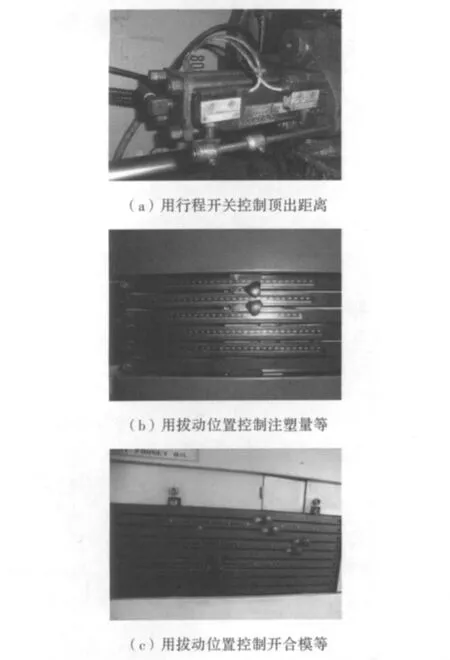
图1 原来注塑机控制方式
随着电子技术的发展,从20世纪80年代起,开始研究直线位移传感器替代行程开关,时间掣等控制单元等。注射机的注塑量与锁合模行程等控制对注塑机表现在塑件精度发挥着决定性的作用。近年来,随着对生产过程中精度控制要求的不断增高,更多的客户选择使用模拟量位置控制产品,更多的厂家和用户关注到精度控制的重要性。2000年以后,旧机械手动系统已被数字自动系统取代。数字测量不但提高了精度,而且用户能够优化生产流程,保证生产质量,降低生产成本。这就是直线位移传感器在注塑机应用得到很快发展的原因。
2 直线位移传感器概况
2.1 直线位移传感器组成及原理
直线位移传感器,是传感器里的一种。一般由拉杆、铝管、线路板、电刷、电刷支架、高频吸收电路、端盖以及装配部件等组成。其实际是一个滑动变阻器,是作为分压器使用,以相对电压来显示所测量位置的实际位置。拉杆连接着电刷相当于电阻元件的运动作直线往返运动,当被测量发生变化时,通过电刷触点在电阻之间的线性转化。直线位移传感器的功能在于把直线机械位移量转换成电信号,并且该信号能够与机械运动成正比。为达到这一效果,通常将可变电阻滑轨定置在传感器的固定部位,通过拉杆在滑轨上的位移来测量不同的阻值。传感器滑轨连接稳态直流电压,允许流过微安培的小电流,滑片和始端之间的电压,与滑片移动的长度成正比。将传感器用作分压器可最大限度降低对滑轨总阻值精确性的要求,因为由温度变化引起的阻值变化不会影响到测量结果。电阻式位移传感器主要应用在自动化装备生产线对模拟量的智能控制。适用于注塑机等需要精确测量位移的场合,如图2所示。

图2 注塑机主要用电阻式位移传感器原理和外观示意图
2.2 直线位移传感器运用与益处
注塑机中大多数使用的直线位移传感器是以电阻尺为主,成本低,使用广泛。主要用在控制注塑料量位置,开合模位置和顶杆顶出位置,其安装方式很简单,如图3所示。只需将传感器主体部分安装在机床固定在的被测部分的不移动端,拉杆端固定在被测部分的移动端,在移动端拉伸和压缩拉杆距离转换成电信号,对被测部分进行控制,精确控制上述位置。
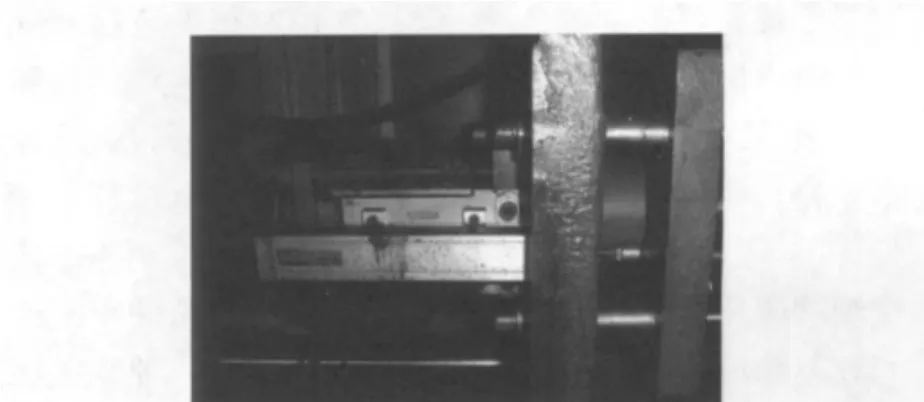
图3 电阻尺在顶出结构上安装
在注塑循环各工序中,注射机的注塑与锁合模行程控制对注塑机精度发挥了决定性的作用。位移传感器具有精度高、线性范围宽、对使用环境要求不高等一系列特点,在测量精密位移和检测精密尺寸得到了广泛应用。目前,一般液压注塑机的锁合模、注射台移动、注塑和顶出制品位置控制精度在±0.1 mm,注塑时通过螺杆将熔融塑料注入模具型腔中,依靠螺杆驱动控制注塑和溶胶位置。锁合模、注射台移动、顶出制品以油压控制,由压力和速度控制其大小和快慢,位置由电子尺设定距离控制。合模装置也有液压式、机械式和液压/机械混合式。在选用电子尺时,就一般的位移传感器线性精度误差<0.05%F.S,重复性误差<0.05 mm,耐磨寿命 >100×106次[2]。重复性误差是在全测量范围内和同一工作条件下,从同方向对同一输入值进行多次连续测量所获得的随机误差。这两项误差是衡量传感器的特性好坏指标。通过比较后这样的位移传感器完全能胜任注塑机各工序位置控制精度。
塑化位移重复精度在一定程度上反映了注塑量重复精度。注塑机的注射位移采用电子尺比传统的限位开关提高了位移精度,在其他因素达到理想条件下,电子尺重复性误差<0.05 mm时,能提高注射量重复精度。同时,对注射压力和速度的调节,提供了更方便的手段[3]。
塑件形状结构复杂,成型要求高,应选择多级注塑。多级注塑是在注射过程中,螺杆向模具推进熔体时,要求实现在不同位置上的有不同注射速度和不同注射压力等工艺参数的控制[4]。多级注塑通过设置不同位置注射速度,压力来充分改善熔体温度的均匀性,进而改善充模过程,以获得良好外观,尺寸稳定,内应力小的注塑件。
一般的塑件注塑时至少要设定3段。水口流道为第1段、进浇口处为第2段、产品进胶到95%左右时为第3段、剩余的部分为第4段。对结构比较复杂、外观缺陷多、质量要求高的胶件注塑时,需采用4段以上的射胶控制程序[5]。注射速度、保压压力、溶胶背压是注射部分首先要控制的3个变量,其控制精度直接影响制品的质量。现先进的注塑机具备了5~10级的注射速度和多段保压以及溶胶背压控制。一般通过位移传感器和其他传感器配合使用,实现注射成型过程中溶胶背压、注射速度和保压工况的位置精确控制。多级注塑的应用实践表明,连续批量注塑的制品的重复性和重复精度大幅度提高,目前常见的是同一种缺陷在同一部位重复出现。在射胶时,用于控制射胶螺杆的位移来控制熔融物料的用量,以保证精密注塑计量准确;准确控制开锁模是精密注塑的必要条件,若位置不够准确,则可能产生不完全合模,不能完成注塑。为得到密度均匀,应力小的塑料制品,必须严格控制速度来满足注塑工艺要求。必须在熔融状态将物料快速充满整个模腔,如果此时射胶速度变慢,充模时间长,制品容易产生冷接缝、密度不均、应力大等缺陷。但是,若是射胶速度过快,熔融物料容易在浇注口处形成不规则的流动,并造成空气吸入和排气不良等现象而直接影响制品的表面质量。因此,有效控制注射位置及其表征的速度对于精密注塑来说非常重要[6],更说明了位移传感器在注塑机中应用的重要性。当然,影响注射量重复精度还包括背压、转速、温度等各种因素有关。
2.3 直线位移传感器发展趋势
注塑机应用直线位移传感器已有一段时间,从最初的电阻尺,发展到电位计式传感器、磁致伸缩式传感器,再到如今的新型电感式检测原理,直线位移传感器得到了不断的发展。电位计式位移传感器原理,将机械位移或其他能转换为位移的非电量转换为其有一定函数关系的电阻值的变化,从而引起输出电压的变化,即它通过电位器元件将机械位移转换成与之成线性或任意函数关系的电阻或电压输出。受环境因素影响小、使用方便。但存在滑动触头与线圈等之间的摩擦,输出能量要求较大,且磨损降低寿命和可靠性,也会降低测量精度。
原先的电阻尺被用于注塑机上,但这种产品无论是在精度、可靠性、行程和寿命都远远不及磁致伸缩位移传感器,因为是接触式的,碳刷经过长时间重复使用难免磨损,最终导致失效。在注塑现场,会有复杂的电磁和电压波动干扰,对测量精度影响较大;对于精密注塑机来说,位移控制精度要达到0.01 mm,这里以1000 mm的尺子为例,对应电压值为0.5 mV,这样就提高了A/D采样分辨率的要求,增加了PCB布线的难度,同时对电源也提出了更高的要求。将非接触式的磁致伸缩式位移传感器应用于注塑机,可以实现大尺度范围内的精密测量,同时该传感器还配备有CAN,SSI等数字接口,采用数字传输,最大程度上减少了精度在传输过程中的损失。
磁致伸缩位移传感器,是利用磁致伸缩原理、通过两个不同磁场相交产生一个应变脉冲信号来准确地测量位置的。测量过程是由传感器的电子室内产生电流脉冲,该电流脉冲在波导管内传输,从而在波导管外产生一个圆周磁场,当该磁场和套在波导管上作为位置变化的活动磁环产生的磁场相交时,由于磁致伸缩的作用,波导管内会产生一个应变机械波脉冲信号,这个应变机械波脉冲信号以固定的声音速度传输,并很快被电子室检测到。由于输出信号是一个真正的绝对值,而不是比例的或放大处理的信号,所以不存在信号漂移或变值的情况,更无需定期重标。目前,磁致伸缩位移传感器已经在精密注塑机控制系统上的应用。与传统传感器相比,新型传感器具有高精度、高稳定性等特点,为精密注塑提供了足够的测量精度[7]。
电感式直线位移传感器采用新的检测原理,继承了磁致伸缩直线位移传感器优势,在抗磁场干扰、抗振动性、外型紧凑程度有更好表现。采用信号采集和处理分两个电路板的设计,使传感器输出类型的灵活性提高,只需更换不同的信号处理电路板就能改变传感器输出类型,这使产品成本降低。新型位移传感器的测量原理是基于RLC耦合电路产生的,是电感式原理的革新技术[8]。传感器集成了信号发射器和接收器线圈系统,发射信号线圈由高频交流磁场激活并与位置块相互感应产生一个RLC的感应电路,谐振器与接收线圈形成电感式耦合。在布有接收信号线圈的位置,电压的变化由谐振器与线圈的感应而引起。这些电压即为传感器的测量信号。传感器包含了一个粗略的和一个精确的测量线圈系统。前者负责粗略定位谐振器的位置,而後者负责精确定位。双管齐下保证了它的精确测量。新型检测原理不但保证了传感器的精度,而且能够使传感器在非接触的方式下工作,在允许范围内,通过谐振电路改变传感器输出信号,从信号源头增大了传感器灵敏度[9],如图4所示。

图4 Soway电感式直线位移传感器
3 结束语
传感器是仪器仪表的关键基础元器件,传感器技术是涉及到经济及国防各领域的重要技术。其水平直接影响到自动化系统和信息系统的水平,自动化程度越高,对传感器的依赖越大[10-11]。而信息往往是物质运动的量化表现,这种探测物质手段常称为传感器,作为获取外界信息的传感器,在决定注塑机控制精度方面发挥着核心作用。对于注塑机来说,位移控制无疑是重要的一部分,它直接影响塑料制品的质量,而由其表现的压力和速度特性也关系着制品的内在品质和生产效率。随着直线位移传感器新品不断涌现或被广泛用于注塑机上,如磁阻直线位移传感器[12],柱栅数字式直线位移传感器[13]等,对注塑机控制精度的提升有了很好的空间,将对提高塑件质量,节约生产成本具有重要的意义。
[1]郭寿高,钱国兴.注射机位移传感控制的研究[J].塑料工业,1983,62(6):63 -66.
[2]百度百科.直线位移传感器[EB/OL].(2012-04-02)[2012 - 05 - 01]http://baike.baidu.com/view/1488540.htm.
[3]张友根.影响注塑制品重量重复精度因素分析研究[J].现代塑料加工应用,2004,16(3);39 -41.
[4]张甲敏.注塑技术及典型工艺实例[M].北京:化学工业出版社,2010(7):43-44.
[5]陶永亮.两厢后灯体多级注塑工艺[J].塑料制造,2011,21(5):96-100.
[6]王智强,彭勇刚,韦巍.磁致伸缩位移传感器在精密注塑机上的应用[J].传感器与微系统,2010,29(9):138-144.
[7]王智强,彭勇刚,韦巍.磁致伸缩位移传感器在精密注塑机上的应用[J].传感器与微系统,2010,29(9):138-144.
[8]图尔克(天津)传感器有限公司.电感式直线位移传感器在机床行业的应用[J].国内外机电一体化技术,2011,88(1):42-43.
[9]王元龙,徐家品.提高电感传感器测量灵敏度的方法[J].电子科技,2012,25(2):57 -60.
[10]徐开先,赵志诚.振兴仪表工业必须加快发展传感器产业[J].中国机电工业,2003(16):31 -33.
[11]徐开先,赵志诚.传感器在仪表工业中的地位及国内传感器产业存在的问题[J].中国机电工业,2003(16):33-34.
[12]殷玲玲,尚群立.磁阻传感器在直线位移传感器中应用[J].传感技术学报,2006,19(4):1121 -1124.
[13]朱洪涛,施燕芳,熊瑞文,等.一种新型数字式直线位移传感器 -柱栅[J].传感技术学报,2006,19(2):290-292,296.
猜你喜欢
装备制造技术(2020年3期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
宇航计测技术(2018年3期)2018-09-08
物联网技术(2017年7期)2017-07-20
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
中国塑料(2015年11期)2015-10-14
河南科技(2015年2期)2015-02-27
河南科技(2015年2期)2015-02-27
