
3MZ3210外沟精研机改造
2012-06-11 01:55石圣娟李洪君栾佳园
哈尔滨轴承 2012年3期
石圣娟,李洪君,栾佳园
(1.哈尔滨轴承集团公司 小型圆锥轴承分厂,黑龙江 哈尔滨 150036;2.哈尔滨轴承集团公司 南直轴承分厂,黑龙江哈尔滨 150036;3.哈尔滨轴承集团公司 精密轴承分公司,黑龙江 哈尔滨 150036)
1 前言
随着工业发展和科技进步,机械制造业对轴承质量的要求越来越高。为尽快跟上市场要求,轴承企业必须持续开发更具备竞争力的产品。就轴承企业而言,利用现有的设备扩大加工范围和品种,以3MZ3210为例,将改造的设想及改造过程和大家分享,共同讨论观点与做法。
2 磨加工工艺的改进
调心滚子轴承由内圈、外圈、车制实体黄铜保持架及两列对称型圆柱滚子组成,主要应用于能源、交通、矿山、建筑等各行业的机电设备上。因为磨滚道加工是调心滚子轴承滚道加工的最后一道工序,而滚道是轴承的工作表面,所以显得尤为重要。调心滚子轴承外圈原工艺过程:①磨平面→②粗磨外径→③细磨外径→④终磨外沟→⑤修磨外径。
一般调心滚子轴承内外圈都是用专业机床加工的,制做或外购这种专用设备费用较高,且需较长时间,经调研,我们决定对3MZ1410SA机床进行改造,进行滚道磨加工,然而改造后的机床加工出的产品外滚道圆弧面光度不理想。为满足工艺要求,我们对工艺过程进行改进,将调心滚子轴承外滚道终磨加工后,增加一道精研工序,改进后的产品外圈工艺过程为:①磨平面→②粗磨外径→③细磨外径→④终磨外沟→⑤精研外滚道→⑥修磨外径。改进后滚道的表面粗糙度有了很大的提高,由原来的Ra 0.63,提高到了Ra0.1。
3 设备改造
由于没有适合生产调心滚子轴承外圈精研加工的设备,根据实际情况,对原有精研设备3MZ3210进行改造。
3MZ3210外沟道精研机,适合加工深沟球轴承,外圈加工范围为:外径:Ф47~100mm,深沟球轴承的特点是,轴承宽度窄,曲率大。而双列调心滚子轴承的宽度是深沟球轴承的 2 倍,外径也大于深沟球轴承许多,给产品加工带来了一定的难度,因此对机床的加工部位进行了改造。深沟球轴承与调心滚子轴承外圈见图 1、图 2。
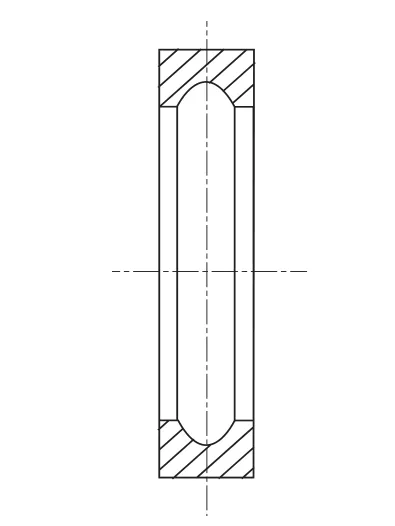
图1 深沟球轴承
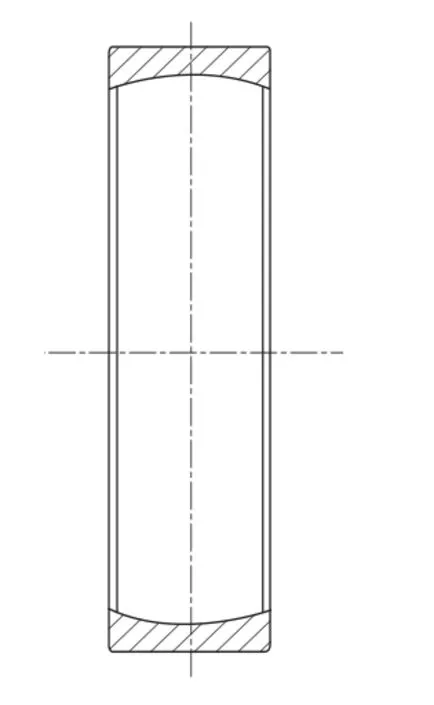
图2 调心滚子轴承
3.1 油石进给机构和油石夹的改进
调心滚子轴承是双列滚子轴承,外圈沟道形成了一个大的圆弧面(见图 2)。此弧面的宽度比一般的深沟球轴承外圈沟道宽许多,已经超出了3MZ3210精研机床的加工范围。所使用的油石宽度相对较大,给精研加工带来了一定的难度。原有的油石夹体无法适应加工要求,将油石夹加长、加宽是唯一的解决方法。改造后油石夹子与改造前油石夹子摆角如图 3所示。将油石装在改造后的油石夹上(见图 4),原有的摆动机构则无法摆动,经过分析发现只有将摆动机构(往复)上移,调小摆角时(如图3所示α2>α1),才能加大油石的回转半径,满足大半径要求。只有增加油石摆动幅度、油石工作压力,才能满足调心滚子轴承外圈的加工要求。因为宽度超出加工范围,必须加宽料道。
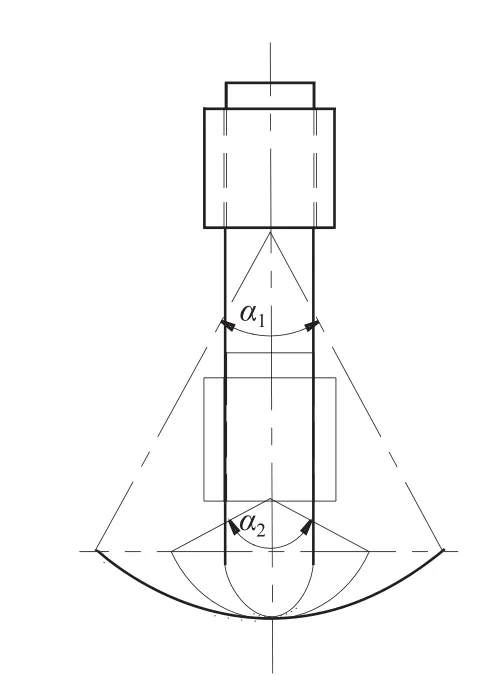
图3 油石夹摆角示意图

图4 油石夹示意图
3.2 压轮机构的改造
调心滚子轴承的宽度为深沟球轴承的两倍多,给轴承装卡带来了一定难度。我们在研究后,在压轮底板外侧钻眼,将整个压轮外移至合适的加工位置。
3.3 料道的改造
滚道宽度的加宽给自动上下料带来了难度。为满足加工要求,利用焊接技术,将料道底板适当加宽,并在相应位置钻眼,将料道的外挡板安装在外接板上。如图 5 所示。

图5 焊接前后示意图
4 结束语
将实施技术改造后的3MZ3210精研磨床投产使用,在半年多的时间内,发现其运行可靠,产品加工精度达到工艺规定要求。此项改造节约了购买新机床的资金,改造后的机床可加工深沟球及调心滚子轴承,具有很强的实用性和推广价值。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
哈尔滨轴承(2022年2期)2022-07-22
哈尔滨轴承(2020年4期)2020-03-17
轴承(2019年1期)2019-07-22
橡塑技术与装备(2018年18期)2018-09-22
华东理工大学学报(自然科学版)(2014年5期)2014-02-27
哈尔滨轴承(2013年2期)2013-10-11
轴承(2010年2期)2010-07-28
