
PCB镍废水的零排放工艺研究
2012-05-31 02:51黄坤平
印制电路信息 2012年8期
黄坤平
(博敏电子股份有限公司,广东 梅州 514768)
PCB镍废水的零排放工艺研究
黄坤平
(博敏电子股份有限公司,广东 梅州 514768)
线路板行业是一个有污染行业,因此要对其生产过程中产生的废水进行有效处理。本文将对线路板废水中的重金属镍的零排放进行研究,使生产过程中产生的镍在废水中达到了零排放。
污染;镍;零排放
1 引言
线路板行业不是重污染行业,但是有污染行业其生产工艺比较长比较复杂,在生产过程中会产生有机物、多种重金属和其它废弃物。在重金属中,对自然环境污染影响比较大的主要是铜和镍,其中,镍的污染又甚于铜。因此,线路板行业必须十分重视环境保护工作,遵守环保的相关法律法规,依法生产,承担相应的社会责任。
由于线路板生产工艺长而复杂,所以对其生产产生的废水的处理工艺也相当复杂,须采用分类收集,预处理后再综合处理的工艺。本文将以博敏电子股份有限公司的污水处理工艺为例,对镍的零排放进行进一步研究。
2 线路板企业的环境问题
含重金属工业废水是线路板公司主要的环境问题,废水的主要来源于各生产工序的清洗步骤,如各主药槽的前处理过程、板面处理过程、蚀刻清洗过程等,这类清洗污水占总污水量的90%以上。清洗污水中主要含有重金属污染物如铜、镍及其它有机物质、杂质等。其余污水主要是来自制程中定期更换的废弃高浓度废液,如退膜废液、含镍废液、微蚀废液及各类浓酸浓碱等,此类废液具有极强的酸性或极强的碱性,或含高浓度的金属离子、有机物质,这些成分性质差异很大的废液,需要分类收集,再进行分类处理。
3 废水处理的必要性
3.1 铜对环境的影响
(1)对水体的污染:水中铜含量达0.01毫克/升时,对水体自净有明显的抑制作用;超过 3.0毫克/升,会产生异味;超过15毫克/升,就无法饮用。若用含铜废水灌溉农田,铜在土壤和农作物中累积,会造成农作物特别是水稻和大麦生长不良,并会污染粮食籽粒。
(2)对土壤的污染:当土壤中铜含量超过一定浓度时,将对农作物生长发育及产量产生影响。例如:植物铜中毒会出现失绿症。
3.2 镍对环境的影响
(1)对水体的污染:水中的可溶性镍离子能与水结合形成水合离子,当遇到Fe3+、Mn4+的氢氧化物、粘土或絮状的有机物时会被吸附,也会和硫离子(S2-)反应生成硫化镍而沉淀。
(2)对土壤的污染:过量的镍能阻滞植物生长发育,导致植物生长不良,对植物造成危害,直至死亡。镍可以在植物体内积蓄,当积蓄超出正常含量的植物进入食物链时,就会影响动物乃至人类的健康。
4 废水处理系统
4.1 污水处理系统设计原则
(1)严格按照国家相关环境保护的规定,确保废水排放各项指标达到或优于要求。
(2)采用功能可靠、自动化程度高、操作管理简单、运行管理方便的处理工艺技术和设备,以达到降低建设费用和处理成本。
(3)结合工程实际条件,谨慎合理选择技术先进的环保系统设计方案,确保环保处理系统长期安全可靠、废水排放稳定、达标。
(4)合理解决运行噪声及污泥处理问题,避免二次污染对周围环境造成不良影响。
(5)采用机械与自动化操作,以减轻操作人员的工作强度。
(6)确保环保系统处理系统整体布局合理、兼顾周边环境、厂区绿化及长远规划。
4.2 污水分类
由于制作印制电路板的过程十分复杂,所使用的化学品种类繁多,产生的污水性质变化很大,为了有效的达到处理效果,博敏电子股份有限公司将生产车间排放到污水处理中心的待处理废水按其特性进行分类后再处理,主要分为综合废水、络合废水、含镍废水、酸性废液、碱性废液、有机废水和含氰废水七大类,以上污水在车间分流后,最后在污水处理中心进行分类收集,再分类处理。
4.3 污水处理工艺
(1)含氰废水→含氰原水收集池→含氰批式处理池→综合原水收集池
(2)有机废水→有机废水收集池→

(3)络合废水处理工艺(图1)
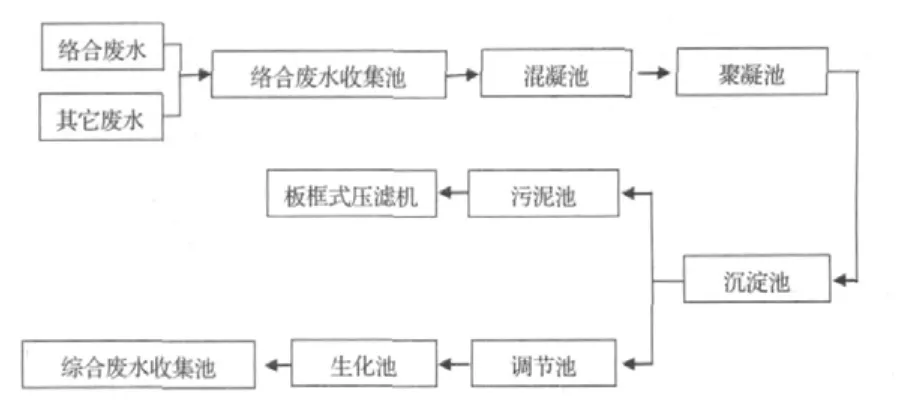
图1
(4)综合废水处理工艺(图2)

图2
5 废水排放标准
废水排放是按照广东省水污染排放标准水污染物综合排放标准DB44/65-94的一级标准。根据该标准,设计及安装新的污水处理系统,要达到以下水排放标准:
酸碱值(pH):6~9;
化学需氧量(COD):≤90 mg/L;
铜(Cu):≤0.5 mg/L;
镍(Ni):≤1 mg/L;
氨氮(NH3-N):≤10 mg/L。
6 含镍废水处理工艺
6.1 一般含镍废水处理工艺
在线路板废水中,主要含有镍和铜重金属,不能混合处理,要进行废水分类收集后分别处理,因为铜生成的氢氧化铜的最佳pH值为8.5~9.0,而镍生成氢氧化镍或者硫化镍的最佳pH值为10~11,当这两股废水混合一同处理时,就产生了因最佳工艺参数带来的问题。如工艺采用PH值控制点为8.5~9.0,则大量的镍离子会存在于废水中,造成超标排放;如工艺采用pH值控制点为10~11,那么,废水处理成本会大大增加,因此,一般的线路板废水处理都把含镍废水单独收集后单独处理。
在线路板处理含镍废水中最常见的工艺如图3。

图3
以上工艺如控制得当,可以得到镍含量小于3 mg/L的上层清液,但是,含镍压滤液的镍含量还是会大大超标,同时,不能对贵金属镍进行有效回收。
6.2 RO反渗透镍净化回收工艺
为了对废水中的镍进行回收利用,节约经济成本,行业中出现了利用RO反渗透膜对电镀镍废水中的镍进行净化的回收工艺,其工艺流程图如图4。

图4
该处理工艺由两部分组成,即漂洗水预处理部分和RO分渗透部分。其预处理系统由收集池、提升泵和袋式过滤器组成。主要是除去大部分固体悬浮物、大分子胶体等杂质,使进入到RO反渗透膜的水质得到最大的优化。废水经过预处理后,对含镍为500 mg/L的废水中经过两级RO反渗透膜(每级的浓缩利用率为70%)后,废水中91%的水被分离出来,直接回用到电镀生产作漂洗用水。同时,还得到浓度大约为6 g/L的浓缩液作补充用,其浓缩液的量为水洗水总量的9%,数量很多。
上述工艺貌似解决了问题,但是,此种工艺存在以下缺点:
(1)在电镀镍的工艺中,镀镍槽的温度一般控制在55度~60度,这样,会有小部分水被蒸发,因此需要补充少量的水,但是,仅仅是少量的。漂洗水经过浓缩后的浓缩液产生的量,远大于蒸发损失需要添加的镍槽水量,这就造成部分浓缩液需要另外处理,此时,只有两种选择:要么排放到废水处理中心,要么委外处理;
(2)当水质中金属离子浓度很高时,RO反渗透膜的运行费用将变得非常高。每支一般的RO膜市价为5千元左右,每套(级)RO系统大概需要16~40支这样的RO膜(按设计处理量需要),运行高浓度的水处理,每支膜的寿命约为1.5年,成本是非常高的。
7 线路板镍零排放处理工艺
线路板企业的镍金线分为电镀镍金线和化学镍金线,由于两种工艺的不同,镍槽里的成分也不同,所以,镍的零排放工艺也不同。
7.1 电镀镍的零排放工艺
电镀镍的镍缸成分比较简单,当镍槽使用到一定的时间后(通常为4~6个月),通过碳处理,把镍槽的有机物、胶体、杂质等处理干净,然后得到纯净的镍液,添加其它成分即可实现镍液的“无限”循环使用,因此,电镀镍实现零排放,只要解决镍缸后面的漂洗水即可。下面,我们按水洗槽的体积举例对镍零排放工艺进行剖析。
如电镍金线镍缸后面共有两级水洗,每级水洗缸的体积为1 000 L,两级水洗槽的体积为2 000 L。在生产过程中,水洗水的换缸周期约为15天/次,在这15天的生产过程中,通过溢流产生的含镍水洗水的数量为水洗缸体积的3倍即6 000 L,加上换水洗缸产生的水量,每月将产生16吨的含镍废水需要进行净化处理,并要求实现镍离子的零排放。下面为电镀镍线零排放工艺流程图(图5)。
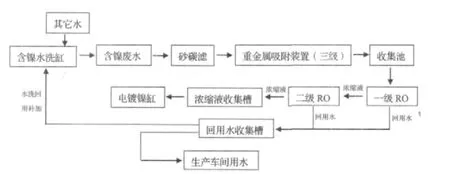
图5 电镀镍线零排放工艺流程图
工艺流程解析如下。
7.1.1 含镍水洗缸
含镍水洗缸在生产过程中需要不断的补加干净用水,补充途径有含镍废水的回用水、自来水和回用水(生产车间废水经过中水回用系统处理后产生的净化水)。
7.1.2 含镍废水
镀镍线产生的含镍废水中,镍离子的含量约为500 mg/L,还含有一部分生产过程中带来的杂质。
7.1.3 砂碳滤
砂碳滤主要是过滤由生产过程中带来的垃圾、颗粒和大分子胶体,增加“重金属吸附装置”的有效吸附率。
7.1.4 三级重金属吸收装置
重金属吸收装置装为特殊引进的特殊重金属吸附材料(该材料跟离子交换的原理有相似之处,但是,吸附能力更高、吸附效果更好),此种材料能有效吸附有机物、胶体和重金属。吸附时,废水中的金属离子镍会从溶液中析出,变成单质镍附着在吸附材料的表面,形成一层单质镍层。该吸附材料对有机物的吸附能力达到了60%,对于800 mg/L以下含量的重金属,吸附装置单级吸附能力达到了98%(因为吸附能力在后期会有所下降,所以本篇文章按95%计算),如进水金属离子含量为800 mg/L,那么,经过了三级金属吸收装置,其金属有效去除率为1-(1-95%)3=99.9875%,当进水镍金属离子含量为800 mg/L,其最终出水的镍离子浓度为0.1 mg/L。
镀镍水洗缸水洗水的镍离子浓度平均为500 mg/L,那么经过三级金属吸收装置后,出水的镍离子为0.0625 gm/L,达到了一个非常低的浓度。
重金属吸附材料的更换:单位千克重金属吸附材料吸附重金属的饱和吸收能力为6 g/kg,但是,我们检测材料是否吸附达到饱和时用的检测方法是对废水中的重金属去除率来判断吸附材料的吸附能力是否达到了饱和,从而决定更换时间。当第一级吸附装置连续3天的重金属吸收率小于94%时(检测仪器:TAS-990原子吸收分光光度计),我们将对重金属吸收材料进行更换,使其工作状态达到最佳工艺标准,保证下一级流程RO反渗透工艺的始终处于最佳工作状态。金属吸附材料换槽时得到的镍单质将回收至有资质的回收单位回收。
7.1.5 收集池
主要作用是作为一个RO分渗透系统的原水池。
7.1.6 RO反渗透系统
(1)反渗透基本原理
RO(Reverse Osmosis)反渗透技术是利用压力表差为动力的膜分离过滤技术,源于美国二十世纪六十年代宇航科技的研究,后逐渐转化为民用,目前已广泛运用于科研、医药、食品、饮料、海水淡化等领域。RO反渗透膜孔径小至纳米级(1纳米),在一定的压力下,H2O分子可以通过RO膜,而原水中的无机盐、重金属离子、有机物、胶体、细菌、病毒等杂质无法通过RO膜,从而使可以透过的纯水和无法透过的浓缩水严格区分开来。RO膜过滤后的纯水电导率 5 s/cm,符合国家实验室三级用水标准。
当纯水和盐水被理想半透膜隔开,理想半透膜只允许水通过而阻止盐通过,此时膜纯水侧的水会自发地通过半透膜流入盐水一侧,这种现象称为渗透,若在膜的盐水侧施加压力,那么水的自发流动将受到抑制而减慢,当施加的压力达到某一数值时,水通过膜的净流量等于零,这个压力称为渗透压力,当施加在膜盐水侧的压力大于渗透压力时,水的流向就会逆转,此时,盐水中的水将流入纯水侧,上述现象就是水的反渗透(RO)处理的基本原理。
(2)RO工艺参数
在水质比较复杂的情况下(如原水中金属离子较高,达到0.5 g/L以上,杂质较多等情况),市面上的RO反渗透膜的单级水回用能力一般为60%~80%,当然,水质越好,则原水的回收能力(产生的纯水量)会越高,在水质特别好的情况下,产生纯水的能力甚至可以达到98%。
在工艺中,RO反渗透的设计为两级RO反渗透,因为经过了重金属吸收装置,其出水(RO的原水)已经得到了非常好的优化,可以极大的提高原水的回收率。含镍废水经过三级重金属吸收装置后,水质中的杂质已经基本上得到清除,其镍离子含量也小于1 mg/L,此时的原水水质已经非常优异,因此,RO浓水的产生量可以调小,从而得到更高的纯水产水率,而且,第一级RO1反渗透系统产生的纯水水质已完全优于自来水的水质(电导率小于10 ms/cm,一般自来水的电导率均大于50 ms/cm),不需要经过第二级RO进一步处理。因此,工艺中的第二级RO2系统反渗透系统的作用是用来浓缩第一级RO1反渗透系统产生的含镍浓水。
在工艺控制过程中,第一级RO1反渗透系统纯水产生率控制在85%,把产水工艺参数控制为85%的作用有两个:一是有利于得到优质的纯水;二是RO膜的工作处于低负荷生产,有利于延长RO膜的使用寿命和维护周期,可以取得最小的运行成本;第一级RO1反渗透系统产水的浓缩水将收集起来,进入第二级RO2反渗透系统,第二级RO2反渗透系统的纯水产生率控制在65%(电导率小于20 ms/cm)。我们可以得出整个RO反渗透系统的运行数据:
(A)RO原水:含镍废水月产生量为16 t/月,Ni2+<1 mg/L
(B)第一级RO1反渗透运行详情:
月进水量:16T/月;
回用纯水产生量:16×85%=13.6 t/月;
回用纯水电导率:<10 ms/cm;
含镍浓水产生量:16×(1-85%)=2.4 t/月;
浓水镍离子浓度:Ni2+<1÷(1-85%)=6.67 mg/L
(C)第二级RO2反渗透运行详情:
月进水量:2.4T/月;
回用纯水产生量:2.4×70%=1.68 t/月;
回用纯水电导率:<20 ms/cm;
含镍浓水产生量:2.4×(1-65%)=0.72 t/月;
浓水镍离子浓度:Ni2+<6.67÷(1-70%)=22.23mg/L
由以上数据可知,电镀镍每月16 t的含镍水洗水经过处理后,可以得到15.28 t的回用纯水,得到0.022 g/L(22.23 mg/L)的含镍浓缩液0.72 t。
(3)浓缩液收集槽
得到的0.72 t/月含镍浓缩液将存放在浓缩液收集槽,用于电镀镍缸的蒸发补加;因为电镀镍槽的温度维持在55 ℃ ~ 60 ℃,1 000 L的镍槽,一个月的蒸发量和生产带出量,将远大于浓缩得到的0.72 t含镍浓缩液;
(4)回用水收集槽
用来收集得到的回用纯水,这部分纯水一部分将用于镍缸后水洗水的补加,一部分将用于生产需要。
7.2 化学镀镍的零排放工艺
众所周知,化学镍的镍缸使用一段时间后,镍槽达到寿命后会镍液会报废,不能再循环使用,此镍离子含量较高,同时,含有络合镍、次磷酸钠及少量添加剂,较难处理。而且,化学镍槽报废时,其镍离子浓度为5 g/L,用重金属吸收装置不能对其进行完全处理,而且重金属吸附材料需要频繁更换,处理成本会异常高。因此,要对浓镍水和含镍水洗水进行分开处理。
化学镍金线镍缸后面共有两级水洗,每级水洗缸的体积为400 L,两级水洗槽的体积为800 L。在生产过程中,水洗水的换缸周期约为2天/次,在这2天得生产过程中,通过溢流产生的含镍水洗水的数量为水洗缸体积的1倍即800 L,加上换水洗缸产生的水量,每月将产生24吨的含镍废水需要进行净化处理,并要求实现镍离子的零排放。下面为化学镍线零排放工艺流程图(图6):
工艺流程解析:
(1)含镍水洗缸
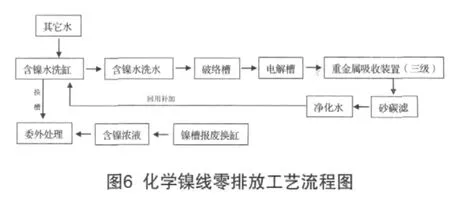
含镍水洗缸在生产过程中需要不断的补加干净用水,补充途径有含镍废水的净化水、自来水和回用水(生产车间废水经过回用系统处理后的净化水);
(2)破络槽
含镍水洗水进入破络槽的镍离子浓度约为450 mg/L,加入一定量的破络剂后,在一定程度上把络合镍转变成离子镍,使下一级的电解工艺得以顺利进行;
(3)电解槽
利用直流电的电解原理,通过钛材料作为阳极释放电子,不锈钢作为阴极进行直流电低电流电解离子镍。当电解时间达到工艺规定4小时后,取样分析(检测仪器:TAS-990原子吸收分光光度计)。如溶液含镍浓度<250 mg/L时,含镍废水排进“重金属吸收装置”,如溶液含镍浓度>250 mg/L,则延长电解时间,直至<250 mg/L;
(4)三级重金属吸收装置
该吸附材料对有机物的吸附能力达到了60%,经过三级吸收后,水质得到了净化,符合水洗水的要求。对于250 mg/L以下含量的重金属,吸附装置单级吸附能力为95%,那么,经过三级金属吸收装置,那么其金属有效去除率为1-(1-95%)3=99.9875%,则进水金属离子含量为250 mg/L,其最终出水镍金属浓度为0.03 mg/L,达到了一个非常低的浓度。
重金属吸附材料的更换:当第一级吸附装置连续3天的重金属吸收率小于94%时(检测仪器:TAS-990原子吸收分光光度计),我们将对重金属吸收材料进行更换,使其工作状态达到最佳工艺标准,保证水质的净化质量(金属吸附材料换槽时得到的镍单质将回收至有资质的回收单位回收)。
(5)砂碳滤
经过“重金属吸附装置”后,对废水进行进一步的净化,得到符合生产要求的净化水,净化水用于镍缸后水洗水的补加;
(6)委外处理
当镍槽报废时,将对报废含镍废液和水洗水一并排入10 t的暂存桶,达到一定量时,委托有资质的危废处理公司进行处理。
7.3 重金属吸附工艺
7.3.1 金属吸附工艺简介
传统的回收工艺使用直接沉淀提纯技术,这种工艺运行成本和提纯费用高,且回收率地下。我司特殊引进的活水中镍在线回收技术(重金属吸附材料),处理工艺独特,能有效回收水洗水中微量镍,解决了镍的零排放问题。
7.3.2 工艺说明
能对水洗水中含量为0.08%的重金属进行吸附;
单级装置重金属的吸附率能力达到98%,如安装三级吸附装置,其重金属镍去除率理论为1-(1-0.98)3=99.9992%,完全能满足镍零排放要求;
8 废水处理对环境保护的意义
人类与环境的关系十分复杂,人类的生存和发展都依赖于对环境和资源的开发和利用,然而正是在人类开发利用环境和资源的过程中,产生了一系列的环境问题,种种环境问题归根结底是由于人们缺乏对环境保护重要性的认识。要成为一个负责任的企业,必须不断的研发和引进新技术,实现节能降耗,对废水处理技术进行优化改善,更好的承担社会责任。
9 结论
企业根据自身的实际情况采取有效措施,防治环境污染与破坏,走可持续发展的道路。
在对镍的零排放工艺研发过程中,以零排放为原则,综合考虑了设备的运行成本、废物回收利用(金属镍回收)、节能降耗(废水回用)等有利于社会和企业的因素,利用现有社会资源,最终对废水中的镍的处理达到了真正做到了零排放。
Zero nickel waste water discharge process study
HUANG Kun-ping
PCB industry is a heavy pollution industry, so it must have the effective treatment of wastewater during the production. In this paper, it will research the heavy metal waste water of circuit board zero discharge of nickel, make the production process of nickel in the wastewater produced to reach zero emissions.
pollution; nickel; zero discharge
TN41 < class="emphasis_bold">文献标识码:A文章编号:
1009-0096(2012)08-0062-06
猜你喜欢
化工管理(2022年27期)2022-11-19
节能与环保(2022年3期)2022-04-26
发酵科技通讯(2021年3期)2021-09-27
天然气与石油(2021年3期)2021-07-02
科学家(2021年24期)2021-04-25
中国核电(2020年1期)2020-04-30
上海节能(2020年3期)2020-04-13
汽车实用技术(2020年5期)2020-04-10
现代盐化工(2019年4期)2019-09-10
中国高新技术企业(2015年9期)2015-04-02
