大跨度钢箱梁焊接变形控制研究
2012-04-29 00:44赵灿宏
科技资讯 2012年24期
赵灿宏
摘要;在本文中我们主要是结合大量的工程实例来对大跨度钢结构箱梁焊接变形的状况进行研究和说明,并在此基础上进一步的给出控制的方法和手段,提出合理的钢箱梁焊接变形控制方案,并对钢箱梁的整体焊接工艺进行优化。实践证明,这样一种优化和处理在实际的实践过程中是有着非常好的应用效果的。在实际的控制过程中,选择采用专用的工装和胎架夹具,并具体结合一些有效的预防措施来对焊接过程中的变形,使得工程整体能够在控制精度上达到要求从而整体的质量也符合要求。本文的最后对完工以后的钢箱梁进行了检测和分析,认为其各项具体的指标都是符合设计要求的,这也就意味着,我们所提出的各项措施在实际的工程实践中是有应用价值的。
关键词;大跨度钢箱梁焊接变形控制
中图分类号;TG42 文献标识码;A 文章编号;1672-3791(2012)08(c)-0034-02
1大跨度钢箱梁焊接变形的控制研究背景分析
我们在进行大跨度钢箱梁的制造以及安装时所面临的最为主要的技术问题就是对焊接变形的有效控制,如果能够在这样一个问题上得到较好的突破的话,钢箱梁的制造与安装就走入了一个全新的纪元和时代。这样一种状况的形成主要是因为箱型梁内往往空间都比较小,因此在进行焊接的时候最后一条焊缝就面临着较大的困难,这一点已经成为了厚壁钢箱梁制造中一个关键性的技术难题,针对于此,国内外已经相继提出了多种解决方法,到目前为止,使用最多且最为常见的一种就是使用熔咀电渣焊接方法来解决。但是这样一种方法在应用的过程中尚存在着多方面的不足,主要就是因为熔咀电渣焊接方法中涉及到的设备相当昂贵,且在使用的过程中也存在着明显的阻碍,包括操作复杂、耗电量极大、投资的成本较大等状况,这就使得这样一种技术在实际的工程中技术、资金以及实际的施工条件都会不允许,因此在国内熔咀电渣焊的应用还是在一定程度上受到了限制的。本文在讨论的过程当中结合了一系列的工程实际,通过生产实践的状况,从焊接工艺本身的角度來对施工过程中的变形量控制以及焊接方法进行了说明以及进一步的优化设计。在施工的过程当中,涉及到的工艺主要有埋弧自动焊工艺、结构变形预拱计算、工装、焊接方法的优化设计、焊接接头坡口形式的设计、焊接变形的控制方案、胎夹具的应用设计以及钢箱梁关键部位的变形控制措施等,在对这样一些方面做好控制工作以后,基本上就能够保证得到最初预料的效果。
2理想模型大跨度钢箱梁焊接变形控制方案说明
我们在对大跨度钢箱梁焊接变形控制方法与技术进行说明和分析的时候,首要构造出一个符合讨论要求的工程实际模型来,在此基础上进行进一步的讨论。在进行相关参数的设置时,基本上保证其关键参数的到位即可,因此其建筑形式可以由梁、檩条以及支撑这样三个主要的部分所共同组成,其中最为主要的是左中右三点的支撑,在设计与施工的过程中就设计成为160m长的两段大跨度钢箱梁,却每一段又具体的划分为六个分段进行建造,建造完成以后再在现场进行总装并应用到实际的工程建设中去。由其在整体中的结构位置以及作用就能够看到,钢箱梁在施工过程中的变形控制对于整个工程而言都是非常关键和重要的,必须在施工的过程当中予以良好的把握。
2.1 角变形控制
我们在进行设计和施工的时候,为了保证所设计长方形箱梁整体以及局部的刚性以及稳定性,就在其内部安装了一系列的隔板,希望通过这样一种途径来提升其自身的稳定程度。但这样一种设计带来的直接问题就是在对箱内四条纵向角焊缝进行双面埋弧自动焊的时候面临着较大困难。为在实际的施工过程中较好的解决这样一种困难并减少箱内的焊接工作量,我们最终选择单V型钢衬垫坡口,并在其外部进行二氧化碳气体保护焊打底、埋弧焊自动角焊填充以及盖面组合焊接工艺。
2.2 整体变形控制
我们在工程进行的过程中必然需要掌握和控制好钢箱梁的整体变形状况,这主要是因为刚箱梁一旦在施工的过程中发生不良的变形或者其他状况在后续的工艺操作中是很难再回复到原状的,也就是具有破坏的不可恢复性。这其中具体的破坏形式就包括挠曲变形、扭曲变形和畸变变形,不难看出,这样一些变形都是上文中所描述的难以控制和恢复性,甚至在实际的工程环境下条件极度不利的状况下还使得整体的结构最终报废,这样一种结果无疑是非常严重的。
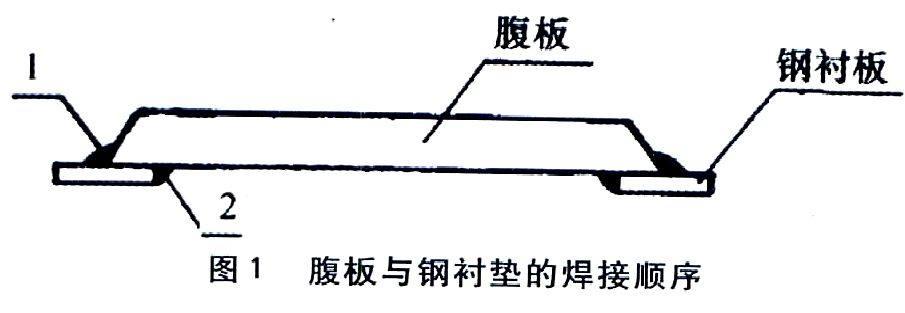
我们在对整体变形进行控制的时候,实际上是具有多方面的控制指标的,包括控制构建制造和组装过程中的精度以及焊接过程的正确与否这样一些具体的过程来实现的。在这样一种状况下,如果我们在进行构件的制造或者是组装时对翼板或者腹板等旁弯或者是波浪变形不经过必要的校正就强行进行组装会使得钢箱梁在组装过程完成以后具有较大的组装应力,这样一种状况从本质上来说是非常不良的,这主要是因为这样一种状况会使得钢箱梁在焊接的过程中或者是焊接完成以后由于应力的释放而产生扭曲变形或者是挠曲变形,基于此我们才提出在腹板或者是翼板等位置进行组装的时候要控制好相关方面的尺寸,尽量保证其精准,接头间的空隙同样不能够太大,否则就是使得焊缝在焊接完成以后存在着较大的变形,并因为条件的原因而使得变形逐渐的增加,这同样不是我们所希望看到的。对于这样一种状况,本文中所选择的是采用单面焊钢衬垫坡口型式,在进行施工安装的时候需要按照既定的步骤和程序来进行,首先就是要将腹板和钢衬垫进行组装,这样一个组装完成以后才能够进行焊接,并在焊接后沿着衬垫板的长度方向进行刨边,刨边的要求就是要保证箱梁纵向角接头坡口处的组装绝对精度,这样主要是不希望在施工的过程中出现变形不一致的状况。图1中我们给出了钢衬垫组装以后进行焊接的具体程序。
我们在对钢箱梁的整体进行变形控制的时候,需要考虑到的最主要的因素就是工程中长方形钢箱梁四条纵向T型接头处的焊接工艺,这样一个点位处的焊接工艺对于整个焊接质量的影响同样是非常关键的。在施工的过程中采用船型焊接的时候,一般情况下一次就只能焊接出一条焊缝来,这样一种状况在实际的施工环境下就很容易引起箱体的扭曲变形,我们在进行设计和思考的时候就需要将这样一个问题切实的处理和解决好,下文中较为详尽的给出我们的设计思路。本文中采用的方法是;将箱型柱的腹板平直的搁放在搁架上,这一过程中做需要保证的就是纵向焊角焊缝处的水平位置,这一点是非常有必要的,主要是希望能够保证左右两条焊缝之间可以直接由两台埋弧自动焊接机同时的进行焊接。采用埋弧自动焊机进行焊接的时候要注意一系列的问题,主要就是在焊接开始以前要先用二氧化碳气体保护焊打好两层底,这样一种操作的目的主要是为了防止钢衬垫被焊穿。在进行焊接的过程中,需要将埋弧自动焊接机小车置放在腹板面的轨道上,这样就可以在焊接进行的过程当中实时的通过对机头的调整来实现焊丝给送机构的角度问题,最好是保持焊丝侧倾5°左右并保持指向坡口根部即可。经过实际的工程实践证明,这样一种处理是有着多方面的好处和优势的,主要说来,就是能够较好的提高焊接的效率,并在焊接的过程当中尽可能的减少翻动焊件的次数,这对于我们焊接过程的进行一级变形控制的要求来说都是非常理想的,主要就是因为这样一种控制能够较好的防止弯曲和扭曲变形的出现。
2.3 结构变形控制
通过上文中一系列的分析我们就可以看到,我们在进行施工的过程中最不希望看到的就是完全变形和扭曲变形的出现,因此我们就需要采取一定的措施处理之,在目前的施工背景和前提下我们采用的是预热的方式。预热同样也是有相应的操作规格和操作规范的,在长期的实践过程中我们同样总结出了一套行之有效的方式来进行预热工作,其主要的思路和方法就是对四条焊缝同时进行加热和焊接,其中先焊的焊缝预热温度控制在100℃~150℃之间,而后焊的焊缝预热温度则需要相应的增加50℃~80℃之间,这样一种处理就能够保证整个焊接过程中的温度一致性,能够最大程度的减小焊接的应力和焊接的变形控制。
3大跨度钢箱梁焊接变形控制
3.1 钢箱梁分段制造的控制要点
我们在进行板单元的制造以及拼装时最为主要的一点就是要保证好整个板面的平面度,最好是能够保持整个拼板的接错变量控制在1mm以内,腹板单元件在反变形胎架先焊纵肋,并在纵肋的焊接工作全部完成以后才进一步的在平面胎架上进行横肋的装配和焊接。在安装与拼接的过程中同样要注意多方面的问题和要点,主要就是要控制好销轴孔的加工精度以及其实际的同心度,这从本质上来将都是非常重要和关键的,在我们的设计方案和规划里,这样一些部件的安装原则就是要在其他部件都安装完成以后再进行必要的整体机加工轴孔,根据实际的经验我们也发现这样一种处理完全是可取的。分段制造的过程中还需要注意的就是对腹板单元件的控制,这主要是包括单元件自身的线性以及钢梁端口的实际尺寸,总而言之,在这样一个控制和制造的过程中,最为核心的部分就是钢箱梁的线性制造。在进行箱型焊接的过程中,要严格的按照焊接的工艺规定来进行,以此来避免箱型扭曲以及旁弯的发生。
3.2 主要的工艺方案
我们在进行大跨度钢箱梁的焊接变形控制时,还需要根据实际的需要进行批量的控制与管理,具体来说,就是要在施工与管理的过程中采用以单元件为中间产品来进行必要的托盘管理,在管理的过程中采用先进技术来有效的组织批量生产,并在此基础上按工序来相应的工作人员、设备以及作业对象,包括工艺方案以及场地都需要在这样一种基础上来进行确定。下文中就多个方面来对这样一些具体的问题予以说明和分析;一是在双钢梁的制造过程中采用单元件的分段制造、预制装制造以及工地的拼装制造,这样一种施工工艺方案是后续所有工作进行的大前提和基础;二是在零件下料的时候保证采用补偿料下料的工艺方案;三是保证在施工的过程中板的单元件在专用的平胎架上进行制造;四是钢梁在制造的过程中采用分段单节以腹板为基准卧装的制造工艺方案,在此过程中,带下悬梁钢梁的胎架控制线性与加放预拱以后设计线性保持一致,这样就能够保证在后续的施工中钢柱钢梁的胎架控制线性与设计线性保持绝对的一致;五是在施工的过程中尽量保证钢梁的预拼装采用分段匹配技术正装预拼装工艺方案来进行,檩条装焊是直接贯穿整个钢梁的,因此应当保证其在焊接的过程中与钢梁的预拼装保持在同一个胎架上完成,带下的悬梁钢梁预拼装纵向控制线性则需要与加放预拱值设计线性保持一致;六是在板对接缝的位置处应当衬垫药芯焊丝,并采用二氧化碳气体进行保护焊打底,采用埋弧自动焊技术与盖面焊接技术的组合应用。
3.3 分段工艺流程
下文中我们对分段工艺的流程做一个简单的说明和介绍;首先就是进行胎架的制造;然后依次进行第六分段、第五分段以及第四分段的定位,并匹配各个分段之间的端口,以此来对实际的线性进行调整;再次就是进行檩条和附件的安装,并分段的安装临时连接件,在临时连接件上做出标识;上述工作完成以后就可以将四、五、六以此从胎架上直接拆离,并将各个分段都放到涂装间内进行涂改和存放。上文过程的进行基本上就能够保证分段工艺流程的良好进行与实施。在每一个步骤进行的过程中以及进行以后都要进行必要的工艺合格,只有在上一个工艺合格的情况下才能够进入到下一个工艺当中去,否则就需要针对实际的情况并根据需求进行必要的调整。
3.4 预拼装以及制造的控制要点
通过上文中的分析我们就可以看到,整个工程在进行的过程当中钢梁分段拼装胎架的模板线性与钢梁下端面线型是一致的,这也就是说,带钢柱的钢梁分段预拼装线性与设计的线性是一致的;带下线梁的钢梁分段分段预拼装以后要保持与加放预拱值的一致。胎架以及地面上的部分都需要做好相应的中心线、轴线以及定位的标记。在总拼装进行以后,就要将所有的组成分段定位的部分与地面的固定标记表示绝对的一致,这是希望能够避免误差积累的发生。
4结语
钢箱梁结构的制造以及安装过程中的变形控制都是非常复杂的工艺,大跨度钢箱梁的变形控制变形精度的控制则更是这样一个过程中的关键所在。本文正是针对于这样一个方面的问题展开了分析和论述,希望能够对大跨度钢箱梁焊接变形的控制起到一定的作用。
参考文献
[1] 戴智华.144m大跨度空间桁架屋盖施工[J].钢结构,2001(4).
[2] 白玲.大型钢箱梁焊接收缩变形及其控制[J].钢结构.
[3] 何志标.钢结构大楼中箱型柱的制造工艺[J].钢结构.
[4] 梁肇伟.厦门海沧大桥钢箱梁的装配焊接[J].钢结构.
[5] 陈倩清.大跨度钢箱梁焊接变形控制研究[J].江苏科技大学学报,2007(3).
猜你喜欢
建材发展导向(2022年14期)2022-08-19
工程建设与设计(2021年11期)2021-07-28
西部交通科技(2021年9期)2021-01-11
工程与建设(2019年4期)2019-10-10
城市道桥与防洪(2019年5期)2019-06-26
上海建材(2018年4期)2018-11-13
中国建筑金属结构(2018年4期)2018-05-23
北方交通(2016年12期)2017-01-15
广西科技大学学报(2015年4期)2015-02-27
河南科技(2014年24期)2014-02-27