
PCS7在滚切式双边剪控制系统中的运用
2012-04-27 10:30宝钢集团八钢公司中厚板分厂苗劲蓬
电子世界 2012年2期
宝钢集团八钢公司中厚板分厂 苗劲蓬
引言
早期PLC采用德国西门公司的S5控制系统,此系统故障率高、故障频繁出现、性能的稳定性差、使得维护维修非常困难。而在八钢滚切式双边剪自动化控制系统中,最核心的部分选用的了西门子过程控制系统:SIMATIC S7-400,其开发软件采用了西门子的PCS7。全部控制设备通讯网络化,其优点是PROFIBUS-DP现场总线把设备和PLC紧密集成为一个完整的控制系统;现场远程站、操作台、控制室、传动室均采用PROFIBUS-DP通讯接口,节省大量电气元件和电缆;并通过快速以太网的连接,实现PLC与PLC、PLC与HIM之间的快速数据通信和交换;开放的以太网接口,使连接全局管理系统变得十分方便;能够满足复杂的基础自动化控制,并且具有分散控制,集中管理,安全可靠,方便维护的优点。
1.PCS7简介
西门子公司SIMATIC PCS7过程控制系统是由TELEPERM、SIMATICPCS、SIMATICS5PMC等互相结合并进一步发展而成的,保持了同上述系统的兼容性。PCS7是一种模块化的基于现场总线的新一代过程控制系统,它将传统DCS和PLC控制系统的优点有机的结合在一起,即具有DCS系统的分散控制、操作管理、通讯等特征功能;同时也保持了与SIMATICS7系列可编程控制器的通用性。系统所有硬件配置基于统一的硬件平台;所有的软件全部集成在SIMATIC程序管理器下,具有统一的软件平台。
2.PCS7硬件配置
2.1 SIMATIC S7-400 PLC
SIMATIC S7-400 PLC其主框架有18个槽位,装备了整体风扇和供电电源。CPU模块能用于开环和闭环控制以及算术运算;程序存储器为0.8MB;数据存储器为0.8MB;存储器最大为64MB;最大512个计数器和512个计时器;在整体框架中,多CPU系统最多可插入4个CPU;最小执行周期为10ms;具备统一的时钟;板子上的CPU带备用电池用于缓存器;MPI和PROFIBUS-DP接口整合在CPU模块中。通讯模块CP443提供PROFIBUS-DP/工业以太网接口可与其他的CP443和SIMATIC工业以太网进行过程数据交换;过程数据和信息用WINCC显示;同时支持TCP/IP和OSI协议。远程通讯模块ET200M可用于现场控制柜、操作台、适用于SIMATIC PLC的分布控制,通过PROFIBUS-DP接口与CPU通讯,远程I/O模块用来采集现场压力、流量、传感器及开关量信号,此分布方式可大大减少电气元件和电缆用量,降低成本同时方便设备维护。
2.2 工业以太网和PROFIBUSDP现场总线
在过程控制系统中,SIMATIC使用工业通讯网络SIMATICNET技术。它包括工业以太网总线和PROFIBUS-DP现场总线两种。前者,最多可以连接1000个站,运行波特率为10Mbps/100Mbps;支持TCP/IP和SINECH10SI 802.3协议;可以使用三轴电缆工业双绞线和光纤。后者,最多可以连接127个站,运行的速率为9.6kbits到12Mbits;最大传输距离为9.6km;传输介质为屏蔽双绞线和光纤,传送形式为串行位传送,方式为令牌主从式。
3.SIMATIC PCS7的软件组成
西门子过程控制系统PCS7的组态开发软件的核心是基于STEP7的工程师工具集。它包括以下内容:
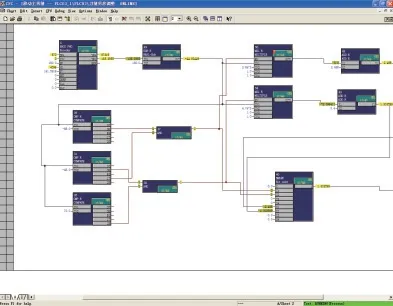
图1

图2
(1)CFC—Continuous Function Chart(连接功能框图编辑器)用于连续过程控制的组态。它是一种图形组态,方便、直观、操作简便等特点。PCS7将许多逻辑和运算功能形成了功能块,并将各种数据传送直OS与AS,与运行在OS与AS画面中的标准操作面板连接。操作员只需在OS或AS上进行简单的参数设定,即可对现场装置进行操作。在进行过程组态时,可以直接调用西门子逻辑和运算功能块,用户也可以自定义特殊功能块,存放在功能块数据库中,随时可以调用,方便、快捷。CFC程序以循环中断方式执行,程序编制顺序并不影响程序的执行顺序,程序执行顺序可以根据需要确定。在加热炉自动化系统程序中,这个特性可以保证需要快速响应的生产过程得到及时的处理。(如图1所示双边剪CFC程序)
(2)SFC——Sequence Func-tion Chart(顺序功能框图编辑器)按照工艺上的顺序控制要求,生成流程图式结构,对于每一个步骤都有条件进行判断控制。(如图2所示)
(3)SLC——Structured Control Language(结构化控制语言)这是个编辑器,它可以根据工艺生产上的要求,自行编辑满足自己需要的功能块。
(4)Libraries用于存放技术功能块库、驱动功能块库、通信功能块库和现场装置块库
对于上述可选择的过程控制组件,它们提供PCS7项目一个具有过程自动功能、操作监控功能和组件之间通讯功能的大环境。由于不同种类的SIMATIC组件是在一个面向系统测量面向点的结构中执行的,因此它的组态、运行、和维护都非常快捷、简便、高效。
4.滚切式双边剪自动控制功能的实现
4.1 控制功能编程思路
新双边剪设备是三轴三偏心滚切式双边剪。由一台固定剪和一台移动剪组成。这两台剪机相对地安装在同一底座上。每台剪都有切边的纵向剪刀和切废边的碎边剪刀。它们各自由二台主电机经过齿轮传动装置及三根平行的轴带动。两台机架上的下剪刃和碎边剪刃是固定的,而每个上剪刀则通过偏心轴和连杆升降。上剪刃由4台485kw变频电机传动,每侧各由2台交流电机驱动,通过一个共用齿轮箱连接。
新双边剪自动控制按照工艺设备总体要求,对四台主电机传动设备两两同步性、8台加送辊电机的同步性要求相当精确、同时对于液压润滑设备、以及现场检测元件、传感器等附属设备作为控制部分。新双边剪控制程序在每段开始,对此程序整个过程及控制思路都有描述,极大了增加了程序的可读性,同时对程序框架有整体的概念,通过它的引导能快速阅读到各设备的功能控制,便于设备发生故障时快速查找,同时运用了SFC功能生成了工艺动作流程图,对于每一个生产设备动作步骤都有条件判断,极大方便了设备维护人员及其生产工艺人员判断故障问题所在。
4.2 控制功能编程语言
新双边剪自动化控制系统的程序编程语言采用PCS7中的CFC和SFC编写。CFC将许多逻辑和运算功能形成了功能块,现场控制设备通过远程I/O将信号采集送至相对应的断口处,其中信号包括了温度、液位、压力、冷金属检测器、线位开关、编码器、位移传感器等检测元件,通过PLC与ET200、ET200与ET200之间的通讯进行发送和接受。功能块相互连接时,连接线自动生成,连线的位置不影响连接的功能,通过连接线更加方便查找故障,降低故障处理时间。SFC通过编辑顺序功能图,将设备动作步骤一一分解并且把每个步骤所需要的条件也相应的展示给HMI画面,通过顺序功能图可以更好的帮助设备维护人员查找问题原因,以便更高效的处理故障。
结束语
通过现场跟踪研究、反复编译、测试,编写了相关控制功能模块,满足了新双边剪工艺控制的现场要求。该系统的应用方便设备维护、降低故障处理时间。PCS7过程控制系统相关控制模块功能可以更好应用到轧机、剪刀机、飞剪等工艺设备中。
[1]西门子(中国)有限公司自动化与驱动集团编WINCC.V6[M]北京:北京航空航天大学出版社,2004:21.
[2]西门子(中国)有限公司自动化与驱动集团编.西门子深入浅出[M].北京:北京航空航天大学出版社,2004:21.
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13
中国资源综合利用(2017年4期)2018-01-22
能源(2017年7期)2018-01-19
科技与创新(2017年14期)2017-08-09
浙江大学学报(工学版)(2016年9期)2016-06-05
中国氯碱(2015年9期)2015-11-02
焊接(2015年5期)2015-07-18
化工自动化及仪表(2015年7期)2015-01-13
组合机床与自动化加工技术(2014年9期)2014-03-01
自动化博览(2014年12期)2014-02-28
