
含铅钼矿综合回收新工艺研究
2012-04-24 13:49张文钲
中国钼业 2012年5期
吴 贤,曹 亮,马 光,张文钲
(西北有色金属研究院,陕西 西安 710016)
0 前言
陕西省洛南县黄龙铺钼矿区地处秦岭腹地,属于东秦岭钼矿带,与世界六大钼矿之一的金堆城钼矿毗邻。矿区有4个矿体,平均品位在0.06% ~0.078%之间,已探明钼金属储量为28.7万t。其钼资源中伴生有丰富的铅矿物,铅品位0.14% ~0.25%,可以估算其金属储量至少60万t;还伴生有价金属铼60 t左右,还有其他有价金属铜、银、铁及稀土金属等[1]。目前洛南钼矿开发企业有十几家,其主要采用钼传统选矿工艺回收金属钼,钼的回收率仅为65%~70%,只有个别厂家回收了硫,没有一家综合回收铅,其钼精矿中富集的金属铼在钼冶炼中没有得到有效回收,其资源利用率低下。该矿区产出的钼精矿品位低(40%左右),铅含量很高(达6%~10%),与国际市场的钼精矿产品质量(钼品位53%以上)相差甚远。铅是钼冶炼及其深加工产品中极为有害的杂质。近几年,许多工业发达国家炼钢所用的工业氧化钼含铅不大于0.05%,目前高铅氧化钼难以出口,按工业氧化钼与钼精矿的焙烧比可换算出,选矿厂生产的钼精矿含铅不大于0.04%[2]。钼精矿含铅高导致连锁的环境污染,在炼钢温度下,氧化钼中的铅可能转化为黄丹和铅丹等有毒气体,污染生态环境且影响人体健康,铅氧化物不但属剧毒,且易在人体中积累。由于环境保护要求日趋苛刻,可以预期,未来冶炼对氧化钼含铅量的要求可能再降低,这是必然趋势,无疑未来对钼精矿含铅的要求将会进一步降低。该矿区钼精矿铅严重超标也是钼资源开发亟待解决的一大难题。因此研究开发该种含铅钼矿选矿新技术和新工艺,等于为洛南钼矿区开掘了一个中型金属铅宝库,大大提高了其钼资源综合利用率和钼产品质量,并为社会、企业创造可观的经济效益。
1 矿石性质
洛南含铅钼矿床矿石工业类型主要为细粒级碳酸岩脉型钼(铅)矿石,主要有用金属矿物:辉钼矿、方铅矿、黄铁矿。主要脉石矿物有石英,其次有绢云母、黑云母、正长石、方解石等。矿石多元素分析结果见表1,钼和铅矿物物相分析结果见表2和表3。
对原矿样进行了磨矿30 min的粒度筛析试验和分析,考查Mo和Pb在不同级别中的分布,其结果见表4。可以看出:Mo和Pb主要分布在细粒级中,特别是主要分布在-400目中,矿物嵌布粒度细导致钼铅分离困难。

表1 原矿样化学多项分析结果

表2 原矿样钼物相分析结果 %

表3 原矿样铅物相分析结果 %
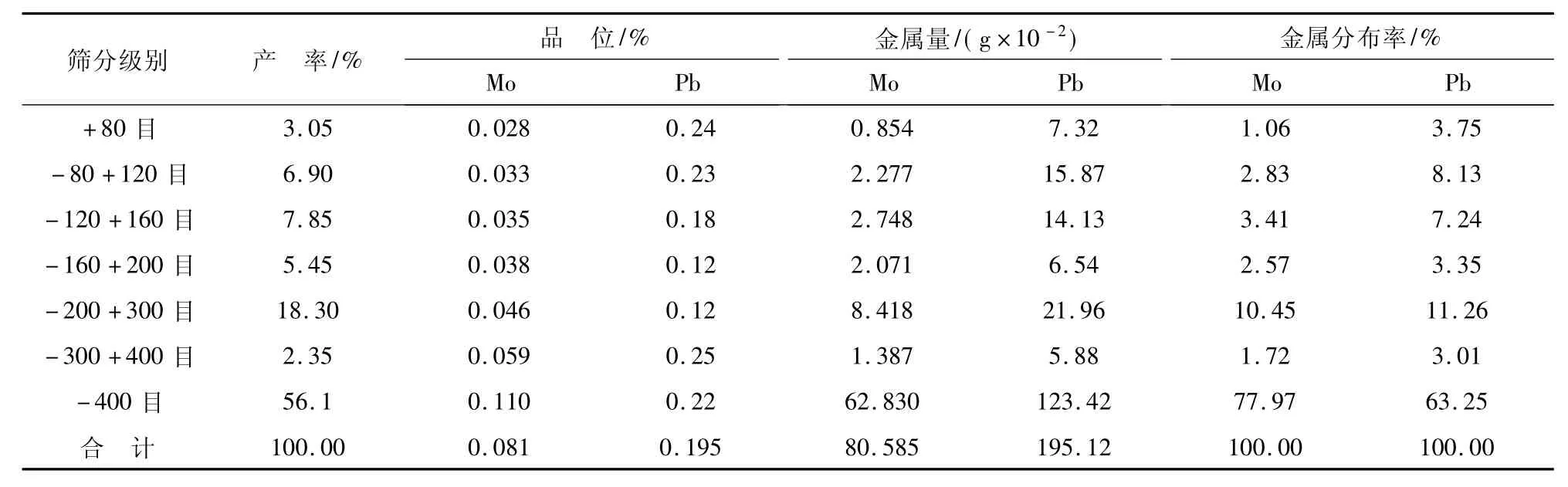
表4 原矿样筛分分析结果
2 选矿新工艺试验研究
2.1 新型捕收剂试验研究
目前矿山生产采用的捕收剂是煤油,根据文献资料检索结果,试验选定钼矿有效捕收剂煤油、柴油(初馏点高于180℃,终馏点<320℃的馏程高而宽的新型柴油[3])、煤油与柴油混合油、钼友、BK4,分别进行钼粗选试验,其工艺流程见图1,试验结果见表5。从表5列举数据可以看出:捕收剂柴油的选别效果最佳,钼的回收率为87.30%,比其他捕收剂高出6%,且保证粗精矿品位不低。柴油的市场价格也低于其他捕收剂,是该矿石的最佳高效捕收剂。
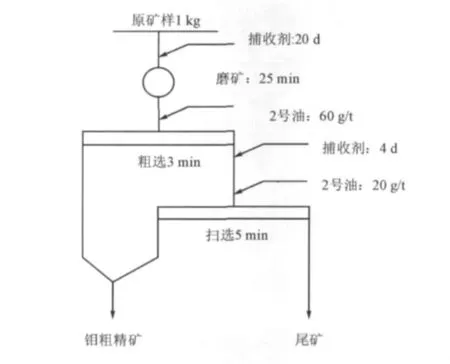
图1 粗选捕收剂种类试验工艺流程

表5 捕收剂种类试验结果
2.2 钼铅分离试验研究
在粗选试验中发现,该矿石铅与钼可浮性相近,其浮选所得粗精矿中铅与钼有着极强的正相关性,其钼含量高,铅含量也高。与国内外同类矿石相比,该矿石原矿具有钼品位较低、铅含量极高的特点。因此其钼铅分离难度很大,采用常规工艺难以实现有效分离。重铬酸钾、硫化钠和磷诺克斯是铅硫化矿的有效抑制剂。重铬酸钾对方铅矿的抑制作用很强,方铅矿一旦被抑制,就难以活化[4],此外,因为环境与生态问题,国内外纷纷研究取代有致癌作用的高价铬离子污染的重铬酸盐法。大量的硫化钠对方铅矿有极好的抑制效果,但用量太大,造成生产成本高,且该矿石铅含量远远高于同类矿石,不宜采用。目前世界上大型铜钼选厂有30%采用磷诺克斯药剂抑制铅,作业十分稳定,钼精矿含钼54%、含铅0.04%[5]。故选择磷诺克斯抑制铅,实现钼铅分离。
经过探索试验研究,发现粗精矿再磨时,加活性炭既可吸附矿物表面的油药,使得方铅矿新鲜矿物表面充分吸附抑制剂,同时可以明显提高精选钼的回收率;采用水玻璃可有效抑制脉石矿物,进一步提高钼精矿品位。试验研究出的钼铅分离最佳精选工艺闭路试验流程见图2,最佳工艺条件见表6,两次闭路重复试验结果见表7。从表7可以看出,尽管钼的精选回收率很高,达到93%以上,但钼精矿品位低于50%,太低,铅含量3%~5%无法再降更低,难以实现钼铅彻底分离。

表6 钼铅浮选分离闭路试验工艺条件
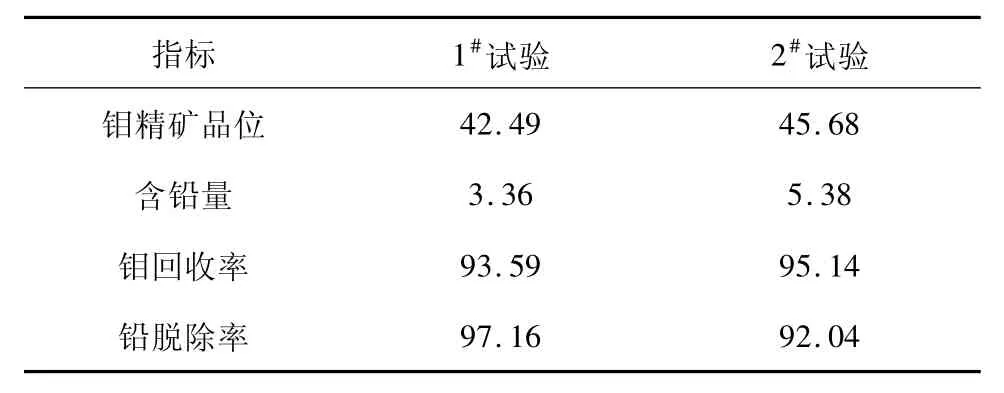
表7 1#和2#试验精选闭路试验结果 %
2.3 钼精矿湿法降铅试验研究
采用盐酸和氯盐加热浸出工艺进行了高铅钼精矿除铅试验研究,其工艺流程见图3。试验研究出的最佳工艺条件:液固比5∶1、盐酸8%、三氯化铁10%、浸出时间1 h、温度90~95℃。对2次闭路试验获得的高铅钼精矿进行了4次重复试验,结果见表8,其产品再经氢氟酸除硅试验,结果见表9。试验结果表明,采用湿法冶金工艺是除去钼精矿中的铅,获得高品位钼精矿的一种有效的途径。

图2 粗精矿精选闭路试验工艺流程

表8 湿法降铅试验结果与数据处理

图3 高铅钼精矿湿法除铅除硅工艺流程

表9 钼精矿氢氟酸浸出试验结果
2.4 钼中矿选铅试验研究
2.4.1 钼中矿铅的物相分析及多元素分析
对钼中矿进行了铅物相分析、X光衍射分析,其结果见表10、表11。其结果表明,钼中矿中的铅96.31%呈方铅矿赋存,氧化态铅矿物较低,这为回收铅提供了良好基础;钼中矿主要金属矿物是方铅矿、黄铁矿,主要脉石矿物是石英、伊利石、钾长石等。

表10 钼中矿铅物相分析结果 %

表11 X衍射分析结果 %
2.4.2 钼中矿回收铅选矿工艺研究
钼中矿中的铅矿物表面在钼精选过程中微氧化,故需采用活化剂进行活化,再采用高效铅的捕收剂;因钼中矿主要杂质金属矿物为黄铁矿,并含有大量的脉石矿物,故必须采用相应的有效抑制剂。本试验研究采用石灰作矿浆pH调整剂、糊精作黄铁矿抑制剂、硫化钠作方铅矿活化剂,乙基黄药与戊基黄药组合药剂作捕收剂、2#油作起泡剂、水玻璃作脉石矿物抑制剂,使钼中矿中的铅获得了有效分离回收。其最佳工艺流程见图4,4次循环闭路试验工艺条件见表12,其闭路试验结果见表13。

表12 钼中矿选铅最佳工艺条件

图4 钼中矿选铅闭路试验工艺流程

表13 钼中矿选铅闭路试验结果
从表13可以看出:采用试验研究出的钼中矿选铅工艺及工艺条件,可获得优质低杂的铅精矿,铅精矿品位为60.36%,铅回收率高达83.3%。采用糊精抑制黄铁矿效果非常理想,铅精矿铁含量为4.18%,铁脱除率高达97.11%,这是本研究新工艺的一大技术突破,目前国内尚未见此技术报道。
3 推荐新工艺流程
采用研究推荐的含铅钼矿选矿新工艺(见图5),可获得以下分选结果:粗选段钼回收率87%、铅回收率 82%;钼铅分离精选段钼回收率超过93.59%、铅回收率97.16%;钼精矿浸出段钼回收率99%,钼精矿品位可达53.24%;铅精选段铅回收率超过83.30%,铅精矿品位可达60%。
4 结论
(1)柴油是一种新型高馏程烃油,作为该钼矿石捕收剂首选可大幅提高钼和铅的回收率。与煤油等其他捕收剂相比,其价格低廉,可降低矿山企业生产成本,提高经济效益。

图5 含铅钼矿选矿新工艺流程
(2)选冶联合工艺是处理该类型含铅钼矿最佳途径,不仅使该钼资源获得了高效综合利用,而且大幅提高了其钼精矿质量,彻底消除了资源中的铅在钼冶炼、加工中对环境的污染。
(3)新工艺采用的钼中矿选铅技术,属于国内创新。采用糊精成功抑制了钼中矿中的黄铁矿,获得了高品质的铅精矿,大大提高了该资源综合利用率。
(4)若日处理2 000 t选厂采用新工艺,年可生产铅精矿1 620 t,额外获得净利润达950万元。此外钼回收率还可提高6%以上,其利润也极其可观。
[1] 吴贤,张文钲,李来平.洛南钼矿区开发现状与发展[J].中国矿业.2009.18(增刊):391-393.
[2] 王漪靖,俞国庆,徐秋生.金堆城不同类型矿石生产低铅精矿试验研究[J].中国钼业,2004,28(5):22-26.
[3] 马晶,张文钲,李枢本.钼矿选矿[M].北京:冶金工业出版社,2008.
[4] 龚明光.泡沫浮选[M].北京:冶金工业出版社,2008.
[5]张文钲.钼精矿降铅方法[J].中国钼业,2003,27(4):3-4.
猜你喜欢
铝加工(2022年1期)2022-11-24
有色金属材料与工程(2022年4期)2022-10-27
选煤技术(2022年3期)2022-08-20
科技创新与应用(2021年28期)2021-10-14
河北地质(2021年1期)2021-07-21
化学工程师(2021年9期)2021-01-10
矿产勘查(2020年4期)2020-01-05
中国交通信息化(2019年3期)2019-06-18
震灾防御技术(2019年3期)2019-06-02
食品与生活(2016年1期)2016-01-16
