
SHX2106型全自动彩屏振动时效仪的研制与开发
2012-02-26 10:51
装备制造技术 2012年1期
(南宁市神华振动时效技术研究所,广西 南宁 530004)
节能减排是我国的基本国策之一。目前,我国每年约有3 500万t机械零件采用热时效炉处理,能耗高达175亿kW·h,费用高达200亿元,CO2排放量高达1 528万t,而传统的手动或半自动振动时效设备,自动化程度不高,制约了振动时效的普及应用。
广西南宁市科技局将“SHX2106型全自动彩屏振动时效仪研制与开发”项目,纳入南宁市科技攻关与新产品试制项目(201003018A),项目总投资100万元,其中财政资助30万元,由振动时效、机械、电子和计算机工程师组成项目小组,现项目已经顺利完成。项目产品已经在香港龙记模具公司、广州机床厂有限公司、南宁发电设备总厂等数十家机械制造企业使用,效果良好。
本项目产品系广西壮族自治区内独创产品。是通过应用89C52单片机、软件程序、IGBT驱动和液晶显示等先进技术,使振动时效设备实现了全自动化和彩屏显示,具有振动时效品质稳定、操作直观简便、时效噪音低和故障率低等优点,可达到国际先进水平,能为振动时效的普及应用奠定先进可靠的装备基础。
本项目产品,能取代热时效炉对机械零部件进行时效处理,可节能99%,减排100%,能从根本上解决热时效的高能耗、高污染和高成本问题,降低时效技术处理费用90%,而且也是手动或半自动振动时效设备的升级换代产品,可在国内外机械制造企业大量推广应用,对于实现节能减排目标、提高产品品质和经济效益、重大项目的保质按期完成等,都具有重要意义。
1 立项依据
1.1 立项背景
(1)时效处理概况。时效处理就是消除机械工件的残余应力,防止工件变形或开裂的一种工艺方法,是机械制造企业一项基本工艺技术,大部分机械企业都要使用时效工艺。
时效处理有自然时效、热时效和振动时效三种方法。自然时效是将工件放置一年左右,自然降低残余应力的方法;热时效是将工件放置到热时效炉中,加热到550~600℃并且保温5~10 h,然后随炉冷到室温,以消除残余应力的方法;振动时效是在常温下,使用振动时效设备,对工件进行15~30 min的亚共振振动,以消除残余应力的方法。
自然时效由于周期长、占用资金量大及不能及时满足市场的变化,现已很少使用。热时效是传统的时效方法,但是存在着费用高、能耗大、环境污染严重、有氧化皮和难处理大型件等弊病。振动时效仅仅需要“半小时、一度电和几元钱”的成本,就可以随时随地处理小到数千克,大到上百吨的工件,也没有氧化皮,属于高效、节能和环保的革命性时效新技术,是自然时效和热时效均无可比拟的理想的时效新技术。
(2)时效设备概况。无论是热时效或者是振动时效,都要使用相应的设备。
热时效设备按照加热方式不同,主要分为煤、重油、天然气和电热时效炉这4大类,对实际生产应用比例而言,煤、重油、天然气和电热时效炉分别占80%、10%、5%、5%,而煤、重油、天然气的燃烧,均存在环境污染问题,因而热时效炉成了机械企业的重要污染源之一。
振动时效设备按照自动化程度不同,可分为手动、半自动和全自动振动时效设备这3大类。我国目前主要使用的还是手动和半自动振动时效设备,占到80%左右。振动时效品质不稳定,操作复杂,时效噪音大和设备故障率高,是手动和半自动振动时效设备存在的主要问题,制约了振动时效的普及推广应用。
本项目研制开发的全自动彩屏振动时效仪,不仅能取代热时效炉,从根本上解决热时效的高能耗、高污染和高成本问题,也是手动和半自动振动时效设备的升级换代产品。本项目产品取代热时效炉,不仅实现节能、减排与节约成本、提高生产效率,还可以节省热时效炉及其厂房等投资的90%,提高生产效率和经济效益十分显著。
1.2 立项的必要性
(1)为了机械企业实现节能减排目标。据统计,目前我国的钢产量已经超过7亿t,铸件产量超过3 000万t,均为世界第一。每年需要时效处理的钢件约占钢产量的5%,需要时效处理的铸件约占铸件产量的60%,也就是每年约有5 000万t以上的钢铁零件,需要进行时效处理。
目前,我国每年约有总量30%的钢铁零件进行振动时效处理,仍有总量占70%、高达3 500万t的钢铁零件以热时效为主,其巨大的能耗和CO2排放,使我国节能减排任务十分艰巨。
本项目是实现振动时效普及化的关键装备,为了促进机械企业的节能减排工作,实现节能减排目标,所以对此立项很有必要。
(2)为了提高机械企业的经济效益。机械企业作为传统产业,产品的利润率并不高,效益都不是很好。而努力降低生产成本,是获得效益的重要途径。本项目除了具有显著的节能减排效果外,还具有十分显著的降低时效成本、提高生产效率和降低热时效设备投资的效果。
以一个企业年时效处理1万t工件为例,如果使用热时效,其热时效的综合成本为500元/t,则一年的时效费用为500万元;而使用振动时效,其综合成本为10元/t,一年的时效费用仅仅需要10万元,每年可以节省490万元的热时效费用。而且是年年如此,效益十分巨大,所以对此立项很有必要。
(3)为了提高机械企业的产品品质。在机械产品中,重要的零部件都应该进行时效处理。但实际上由于采用热时效的成本很高,相当多企业都不愿意增加这项成本支出,对于本来需要进行时效处理的零件,都没进行时效处理,这自然会降低产品品质。
另外一方面,即使进行热时效处理的零件,在实际热时效生产过程中,为了降低生产成本,往往没有严格按工艺要求进行,常见的就是缩短热时效时间和降低热时效温度,比如按照工艺要求应该在600℃保温8 h才行,但实际上可能是500℃保温3 h就出炉了。这样,将达不到热时效的工艺效果,对产品品质带来的影响是很大的。
此外,燃煤热时效炉是主要的热时效设备,但因为环境污染严重,已被环保部门明令禁用,虽然可以改用其他热时效炉,但是要另外购买设备,时效成本也要大增,这样往往导致企业干脆就取消热时效工序,这势必对产品品质产生不利的影响。
除此之外,虽然我国振动时效事业已经取得了重大成就,但是目前还是以手动或者半自动振动时效设备为主,这种设备难以保证振动时效处理的品质,也会成为机械产品的品质隐患。
由此可见,为了提高机械企业的产品品质,对此立项很有必要。
(4)为了解决超大型工件的时效处理难题。我国的重大项目很多,要求进行时效处理的超大型工件不少,而且这些都是最重要的零件,品质要求很高,工期要求也高。对这些“大家伙”,要使用热时效炉进行处理,肯定不行,只能使用振动时效技术。为了解决超大型工件的时效处理难题,保证重大项目的产品品质和工期,对此立项很有必要。
1.3 立项的意义
本项目对于振动时效技术的大规模普及推广应用,对于机械企业实现节能减排目标,对于提高机械企业的产品品质和经济效益,对于重大项目的保质按期完成,对于增强企业的市场竞争力,都具有重要的意义。
1.4 与国内外同类产品的竞争分析
本项目产品为广西壮族自治区内独创,要领先于国内同类产品,可以达到国际先进水平,产品的制造成本低,售价合理,在国内外同类产品中具有很强的竞争力。
1.5 国内外市场现状分析
本项目产品由于其具有节能减排、快速高效、运行成本低、时效效果好、操作简便、性能稳定和售价低等特点,具有极强的竞争力,必将在国内外机械企业得到普及应用,具有很好的市场需求前景。
据调查,我国上规模的机械企业有近万家,其中大部分企业的机械零件,都需要进行时效处理,每年需要进行时效技术处理的工件的总质量预计超过5 000万t。经过数十年的发展,虽然振动时效技术得到了推广应用,但是目前也只有约30%的企业使用了振动时效设备,而70%的企业仍是以热时效为主。
用振动时效设备取代热时效炉,是一个必然的发展方向。而且振动时效设备使用寿命,一般在5年左右,超过了使用期限,企业都需要重新购置,因此振动时效设备的市场需求量是相当大的。
欧美等西方国家振动时效设备的性能水平虽然比较高,但是价格昂贵,售价是本项目产品的10倍左右,因此本项目也具有进入欧美市场的商机。
东盟国家振动时效技术的应用,目前大体上仍是一个空白,尚未有专门的振动时效设备生产企业,加之东盟各国与广西在地理位置上是近邻,本项目产品完全有能力进入并逐步在东盟市场占有一席之地。
2 项目总体目标和主要内容
2.1 总体目标
研制开发SHX2106型全自动彩屏振动时效仪20台。
2.2 主要技术指标
设备型号:SHX2106;
自动化程度:全自动;
额定激振力:35 kN;
额定转速:8 000 r/min;
额定功率:2.2 kW;
稳速精度:1 r/min;
额定电压:220 V;
额定处理工件单件净质量:50 t;
额定处理单件工件时间:30 min;
额定处理单件工件能耗:1 kW·h/件;
设备自身总质量:50 kg;
控制器外形尺寸:440 mm×364 mm×147 mm。
2.3 研究开发内容
(1)通过应用89C52单片机及编制新的软件控制程序,实现振动时效设备的全自动控制功能,即一次性全自动完成振动时效工艺处理全过程。
这个过程包括:自动进行振前扫频,寻找工件的共振峰,自动确定扫频范围;寻找到共振峰后,自动选择共振峰前沿的2/3亚共振点,进行振动时效处理;在时效处理过程中,自动跟踪工件共振频率的变化,自动调节共振转速,始终进行亚共振时效处理;根据时效过程中加速度的平缓度变化情况,自动确定振动时效处理的时间;达到时效效果后,自动进行振后扫频,自动根据振前与振后扫频曲线的变化及参数曲线法判定标准,自动判定振动时效工艺效果,并自动通过液晶显示器将结果显示,自动通过打印机将时效曲线与参数打印出来,作为工件时效处理品质检验的依据。
振动时效设备全自动功能的实现,使振动时效处理的工艺参数,完全由计算机精确控制,解决了传统的手动或者半自动振动时效设备处理的工艺参数,主要通过人工控制及工艺品质不稳定的难题。
全自动功能的实现,还使振动时效设备的操作极为简便,普通的人员就能够掌握操作,解决了传统的手动或者半自动振动时效设备需要工程技术人员才能掌握操作的难题。
(2)通过应用彩色液晶显示器取代数码管显示,直接在液晶屏上显示振动时效工艺曲线、参数及故障维修处理提示。工艺曲线包括振前扫频曲线、时效曲线、振后扫频曲线和振动时效前后对比扫频曲线;工艺参数包括电机转速、振动加速度、时效时间和电流,故障维修提示包括故障原因及解决办法。
彩色彩色液晶显示器作为当代高新技术的结晶产品,其不仅具有超薄平面、色彩逼真和能够动态显示曲线数据的特点,而且还具有体积小、耗电省、寿命长、无射线、抗震和防爆等数码管所无法相比的优点,是工控仪表、机电设备等行业更新换代的理想显示器。
彩屏显示技术的实现,使得振动时效十分抽象的共振、亚共振等基本理论,可以通过工艺曲线直观显示,有利于人们了解和掌握振动时效的原理,更好地应用振动时效技术,同时也可以方便地用英文等文字编写显示内容,有助于产品的国际销售。
故障维修提示功能,能够使厂家及时进行维修处理,不影响生产。
(3)采用目前最先进的IGBT驱动功率器件,取代传统的可控硅驱动器件,用于对振动时效设备的直流电机的驱动。IGBT新型功率器件采用场控,工作频率更高,机械特性更好,驱动电路更简单,能够大幅度降低设备的故障率,显著提高设备的使用寿命。
传统的振动时效设备采用可控硅技术,由于驱动纹波大,因此要用笨重的电抗器,而电源同步也采用铁芯变压器,控制器自身总质量达十多千克,故障率高,主驱动电路为一路,因此在其故障后只可停机待修,而由于老式设备软件原因,主电路驱动电机启动频繁,加剧了此类故障的出现。
IGBT技术可组合目前最先进的主路驱动电路,可使设备的平均无故障时间提高到1万h以上。IGBT技术的应用,可以取消笨重的铁芯电抗器和变压器,控制器自身净质量降低到6 kg,控制器的成本也大幅度下降,软件设计的改进,也改变了电机频繁启动的状况,使电机寿命提高2~3倍。
2.4 技术路线
总体设计→电气原理设计→电路及电路板设计→委托加工电路板→全自动控制软件设计与编制→液晶显示器显示内容设计与编制→采购电子元器件及其他零部件→电路板焊接→样机组装→样机内部试验→样机工厂实际使用试验→样机鉴定准备→产品检测鉴定。
2.5 技术关键及创新点
(1)技术关键问题。研究如何应用89C52单片机及编制软件控制程序,解决控制器对振动时效工艺参数的全自动控制问题;研究解决如何应用YD-613液晶显示器及其显示内容编制问题;研究解决IGBT驱动电路的设计和生产问题。
(2)项目创新点。该项目的技术创新点有:
第一是使振动时效设备实现了全自动化,振动时效处理工艺参数的选择,完全由计算机精确控制,不仅完全能够确保振动时效工艺品质稳定可靠,而且操作十分简便;
第二是振动时效工艺曲线、参数和故障维修提示,均用彩色液晶显示器直观显示,具有优秀的人机操作界面;
第三是振动时效设备的直流电机的驱动,采用目前最先进的IGBT驱动电路,振动时效工艺参数控制采用89C52微处理器,其稳定性与可靠性能得到极大的提高。
3 产品结构和工作原理
3.1 产品构成及工作原理
本仪器由彩屏控制器、激振器、测振器、胶垫、夹具、电缆线和电源线等构成(图1)。

图1 SHX2106型全自动彩屏振动时效仪结构图
其基本原理与操作步骤是:首先用胶垫支撑好工件,然后将激振器和测振器固定在工件上(图2),就可以开机进行振动处理了。
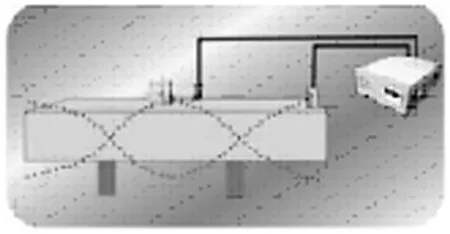
图2 振动时效布置示意图
如果使用全自动工艺程序,先是振前扫频搜寻共振峰,找到合适有效的共振峰后,仪器的电脑能自动精确选择亚共振点共振30 min左右,并自动振后扫频检查时效效果,最后自动显示或者打印工艺曲线作为质检依据(图3),时效处理就结束了。整个振动时效过程,均是全自动一次性完成。
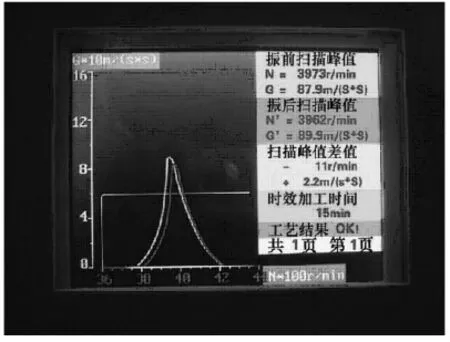
图3 振动时效工艺曲线和参数
3.2 主要部件用途和结构
(1)彩屏控制器。用于实时显示振动时效工艺曲线、参数、运行状态及进行全自动、半自动和手动操作。主要由IGBT驱动电路、微机控制电路、彩色液晶显示器、微型打印机、操作按键、开关电源和外围电路组成(图4、图5)。

图4 彩屏控制器内部结构图

图5 彩屏控制器后部结构图
(2)激振器。用于产生激振力的机械式振动器,由永磁直流电机和偏心激振头组成,通过彩屏控制器手动或者自动调节电机的转速,可以寻找工件的共振峰所对应的转速值,通过调节激振器的偏心角,可以产生不同的激振力。
(3)测振器。用于测量振动的加速度值,其测量头部为永磁铁,可以牢固地吸附在钢铁工件上。
4 项目产品的使用效果
本项目产品已经在香港龙记集团模具公司、广州机床厂有限公司、桂林机床股份有限公司、南宁发电设备总厂、中南大学、柳州钢铁集团公司、贵州险峰机床厂、佛山市水泵厂、深圳大族激光科技公司等数十家企业应用,使用效果很好。
对典型用户的使用效果,作如下陈述。
4.1 香港龙记集团模具公司项目产品使用效果
该公司是世界上最大的标准模架生产企业,年产值超过百亿元,每天24 h三班倒连续生产,全年不间断运行,对所有的生产设备的稳定可靠性要求极高,而且绝大部分生产设备都是选择进口的设备。2008年,经过国内外招投标,最终选择南宁市神华振动时效技术研究所作为振动时效设备的供应商。
振动时效设备主要用于标准模架的时效处理,以消除残余应力,提高模架的尺寸精度稳定性。该公司有10条模架生产线,每条线上都有一道振动时效处理工序。我们总共提供了20套SHX2106型全自动彩屏振动时效仪,采用平台振动时效工艺方案(图6),这些设备每天24 h,每年365 d都在不停地进行工作,使用3年多,平均每台设备已经运行了约30万h。这充分证明了所开发的振动时效设备具有极好的稳定性和可靠性。

图6 模具振动时效
4.2 广州机床厂有限公司项目产品使用效果
广州机床厂有限公司是华南地区最大的机床生产企业,年产值约5亿元。该厂原来购买了6套振动时效设备,其中1套从美国进口,其余为国产设备。这些设备都是手动或者半自动的,由于操作步骤繁杂,设备故障多,振动时效效果不稳定,因此振动时效曾被迫停止使用。2009年在广州机床展会上,该厂总工程师看到南宁市神华振动时效技术研究所研发的该项目产品——全自动彩屏振动时效仪展品,很感兴趣,在详细了解了设备性能情况后,邀请笔者带设备到工厂作试验。
会后,笔者应邀到该厂用该项目设备振动时效处理了10件10 m长的机床床身(图7)。经过3个月的变形检测,几乎没有变形。

图7 机床床身振动时效
而同类的机床床身,如果不进行振动时效处理,3个月的变形量可达到0.10 mm左右。这样,该厂购置了该项目产品,振动时效终于又成功地应用了起来。
这证明了该项目产品——全自动彩屏振动时效仪,是传统的手动或者半自动振动时效设备的理想的更新换代产品,是振动时效技术得以成功应用的关键装备。
4.3 南宁发电设备总厂项目产品使用效果
南宁发电设备总厂的水力发电机机座,自身总质量8.29 t,外形尺寸Φ 5 000 mm×1 735 mm,材料为Q235A。
其中一件用燃油炉(图8)进行热时效处理。热时效工艺参数为:加热550~600℃,保温约3 h,并随炉冷却。

图8 燃油时效炉
另一件则使用本项目产品“SHX2106型全自动彩屏振动时效仪”进行处理(图9),振动时效处理工艺参数为:机座用3个橡胶垫支撑于底部,激振器固定在机座底部的隔板上,偏心角取60°,进行30 min的全自动振动时效处理。

图9 机座振动时效
使用一台磁测应力仪,分别检测了机座两种时效方法的效果:其中,振动时效机座平均残余应力下降率为54%;热时效机座的平均残余应力下降率为53%,消除残余应力的效果相近。
如果该机座用热时效处理,耗费约4 000元,耗时约50 h;而用振动时效处理,费用仅40元,时间仅0.5 h。两相比较,振动时效的耗费与耗时仅为热时效的1%。
现在,该厂的所有焊接件,已经用振动时效取代了传统的热时效,时效成本降低了98%,取得了很好的效益。这证明了所开发项目产品的振动时效工艺效果,是稳定可靠的。
4 结束语
SHX2106型全自动彩屏振动时效仪的成功研制开发,使振动时效设备实现了全自动化和彩屏显示,具有振动时效工艺品质稳定、操作直观简便、时效噪音低和故障率低等优点,可达到国际先进水平,能为振动时效的普及应用奠定先进可靠的装备基础。本项目产品不仅能取代热时效炉,可节能99%,减排100%,降低热时效费用90%,还能从根本上解决热时效的高能耗、高污染和高成本问题,而且也是手动或半自动振动时效设备的升级换代产品,可在国内外机械企业大量推广应用。
[1]JB/T 5926-2005,中华人民共和国机械行业标准·振动时效工艺参数选择及技术要求[S].
猜你喜欢
轻合金加工技术(2022年6期)2022-09-26
有色金属加工(2021年4期)2021-08-11
快乐语文(2021年15期)2021-06-15
装备制造技术(2020年11期)2021-01-26
童话世界(2020年13期)2020-06-15
热处理技术与装备(2019年2期)2019-12-24
模具制造(2019年7期)2019-09-25
制造技术与机床(2019年7期)2019-07-22
故事大王(2019年4期)2019-05-14
中国特种设备安全(2019年2期)2019-04-22
