D0段二氧化氯用量对硫酸盐桉木浆ECF漂白的影响
2012-02-19 05:35徐永建
陕西科技大学学报 2012年3期
林 涛, 徐永建
(陕西科技大学 轻工与能源学院 陕西省造纸技术与特种纸品开发重点实验室 教育部轻化工助剂化学与技术重点实验室, 陕西 西安 710021)
0 引言
ECF漂白由于漂后浆料质量好,对环境的影响接近TCF漂白,而生产成本低于TCF漂白,已被造纸业专家广泛认可为最佳漂白工艺技术[1-5].近些年来,ECF漂白在全世界得到迅速发展,许多浆厂新上或准备上ECF漂白生产线,以满足环保和生产成本的双重高要求.由于未漂浆的性质、各段化学药品的用量和漂白条件等对漂后浆的白度、强度及化学药品总的消耗量有较大的影响,因而各浆厂的生产成本和生产出来的浆料也有较大的差异.本文就硫酸盐桉木浆D0-Eop-D1三段漂获得全漂浆(90% ISO)工艺,研究了D0段二氧化氯用量对纸浆性质和化学药品的消耗量,以期为工厂在制定ECF漂白工艺时提供参考.
1 实验
1.1 原料
本研究采用的原料为硫酸盐桉木浆,氧脱木素后卡伯值为13.0(ISO 302);粘度为754 mL/g(ISO 5351).
1.2 漂白
1.2.1 漂白设备
D0段漂白在KEMU IV漂白反应器中进行,Eop段在CRS 1065 实验室反应器中进行,D1段采用聚乙烯塑料袋在恒温水浴锅中进行.
1.2.2 漂白工艺
为了比较D0段中二氧化氯用量对后续漂白浆料质量和最终化学药品消耗量的影响,实验者将D0段卡伯因子定为3个水平:0.18、0.22和0.26,而其它漂白参数固定如下:

Eop段:氢氧化钠用量1.2%(对绝干浆),过氧化氢用量0.5%(对绝干浆),氧压4 bar,抽提温度75 ℃,抽提时间90 min,浆浓10%.
D1段:漂白温度65 ℃,漂白时间180 min,漂白浆浓10%,二氧化氯用量和氢氧化钠用量根据Eop段洗后浆的白度加以调整,使D1段漂白终点pH值控制在3.5~4.5之间,白度控制在90±0.2% ISO.
各段漂后检测滤液pH值、残余过氧化氢和残氯量.每段漂白之后用蒸馏水将浆料浓度稀释至5%,充分搅拌后,再用与真空泵相连的布氏漏斗抽滤,在不搅拌滤饼的前提下将滤液重新过滤两次,以回收随滤液流失的纤维,然后再用与浓度为5%浆料同体积的蒸馏水抽滤、洗涤滤饼.最后用离心机脱去浆料中过多的水分,分散浆料,平衡水分,测定浆料的卡伯值(ISO 302)、粘度(ISO 5351)和白度(ISO 2470).
1.3 成纸性能分析
漂白后,将获得目标白度的浆料(白度90±0.2%)进行打浆抄片试验.根据ISO 5264/2标准,浆料采用PFI磨分别磨2 000 转、4 000 转和6 000 转,并根据ISO 5267/2标准测定其相应的加拿大游离度.实验室手抄片根据标准ISO 5269/1抄取,纸张的定量(ISO 536)、厚度(ISO 534)、抗张强度(ISO 1924/1)和撕裂强度(ISO 1974)根据相应的标准进行检测.
2 结果与讨论

图1 Eop漂后浆料性能与D0段卡伯因子的关系
由于D0段采用二氧化氯对硫酸盐桉木浆预漂后,部分氯化木素需在碱性条件下才能溶出, D0段漂后浆料的卡伯值、白度并不能完全反应D0段漂白的效果,故本实验中未对D0段漂后浆料的性质进行分析,仅检测残氯量和终点pH,其结果如表1所示.残氯量随卡伯因子的增加而增加,另外由于二氧化氯溶液本身呈酸性,因此终点pH随二氧化氯用量的增加而降低.
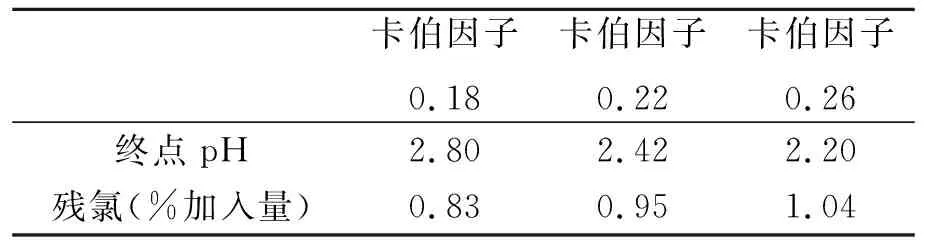
表1 D0段残氯量及终点pH
2.1 D0段二氧化氯用量对Eop漂后浆质量的影响
由图1可以看出,随着D0段卡伯因子的增加,即二氧化氯用量的提高,纸浆卡伯值和粘度的下降近乎线性,而白度的提高则趋于平缓.
2.2 D0段二氧化氯用量对最终化学药品消耗和全漂浆质量的影响
为了达到相同的全漂浆白度(90±0.2%ISO),在D1段对二氧化氯和氢氧化钠用量进行了调整,具体参数和相应的实验结果如表2所示.

表2 D1段二氧化氯用量及其相应的漂白结果

图2 D0段采用不同卡伯因子获得目标白度浆料与二氧化氯总用量的关系

图3 D0段卡伯因子vs二氧化氯总用量
由表2可以看出,为了获得90% ISO的白度,D0段采用3个不同卡伯因子漂白的纸浆在D1段耗用的二氧化氯差别较大,D0段二氧化氯用量少的浆料在D1段耗用的二氧化氯多,但D0和D1段二氧化氯的总耗用量并不接近.图2表明D0段采用卡伯因子为0.18的纸浆每吨需消耗约19 kg二氧化氯,而卡伯因子为0.22和0.26的纸浆每吨只需消耗约15.3 kg和15.8 kg的二氧化氯,分别节约二氧化氯19.5%和16.8%.因此随着D0段二氧化氯用量的增加,其总的二氧化氯耗用量先是迅速下降,后略有上升(如图3所示).另外,在D0段漂白时通常不加酸或碱调节就能达到漂白要求的pH,而在D1段漂白时,必须加碱使终点pH满足3.5~4.5的范围才能获得满意的漂白效果,由于二氧化氯溶液的pH较低,因此碱的用量随D1段二氧化氯用量的增加而增加.由此分析可知,卡伯因子为0.22和0.26的浆料除了能节约二氧化氯外,还能节约氢氧化钠用量.
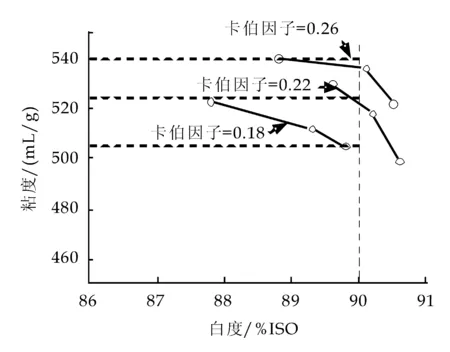
图4 白度vs粘度
D0段采用不同卡伯因子获得的目标白度与粘度的关系图(如图4所示)表明,在D0段采用不同的卡伯因子对浆料的最终粘度也有影响.D0段采用较低的二氧化氯用量虽然经碱抽提后,其粘度较高,但由于在D1段采用了较高的二氧化氯用量,纤维降解更明显,因而最终的纤维粘度反而低.因此,在D0段合理地制定二氧化氯用量,有利于节约漂剂的耗用量和提高浆料的质量,相应地减少废水的负荷.

图5 PFI磨转数vs游离度

图6 游离度vs抗张指数
从D0段采用不同卡伯因子的3组浆样中,选取白度最接近90% ISO的3#、5#和8#3个浆样进行打浆、抄片, 其中3者的粘度分别为505 mL/g、518 mL/g和536 mL/g.检测结果表明,3个浆样在相同的PFI磨转数下打浆获得的游离度略有差异,其中卡伯因子为0.26的浆料游离度最高,卡伯因子为0.18的浆料游离度基本最低,这与3者的粘度基本一致(如图5所示).另外在相同的游离度下,3者的抗张强度性能比较接近,其中卡因子为0.22的浆样的抗张指数略高(如图6所示),但撕裂指数低于其它两个浆样(如图7所示).
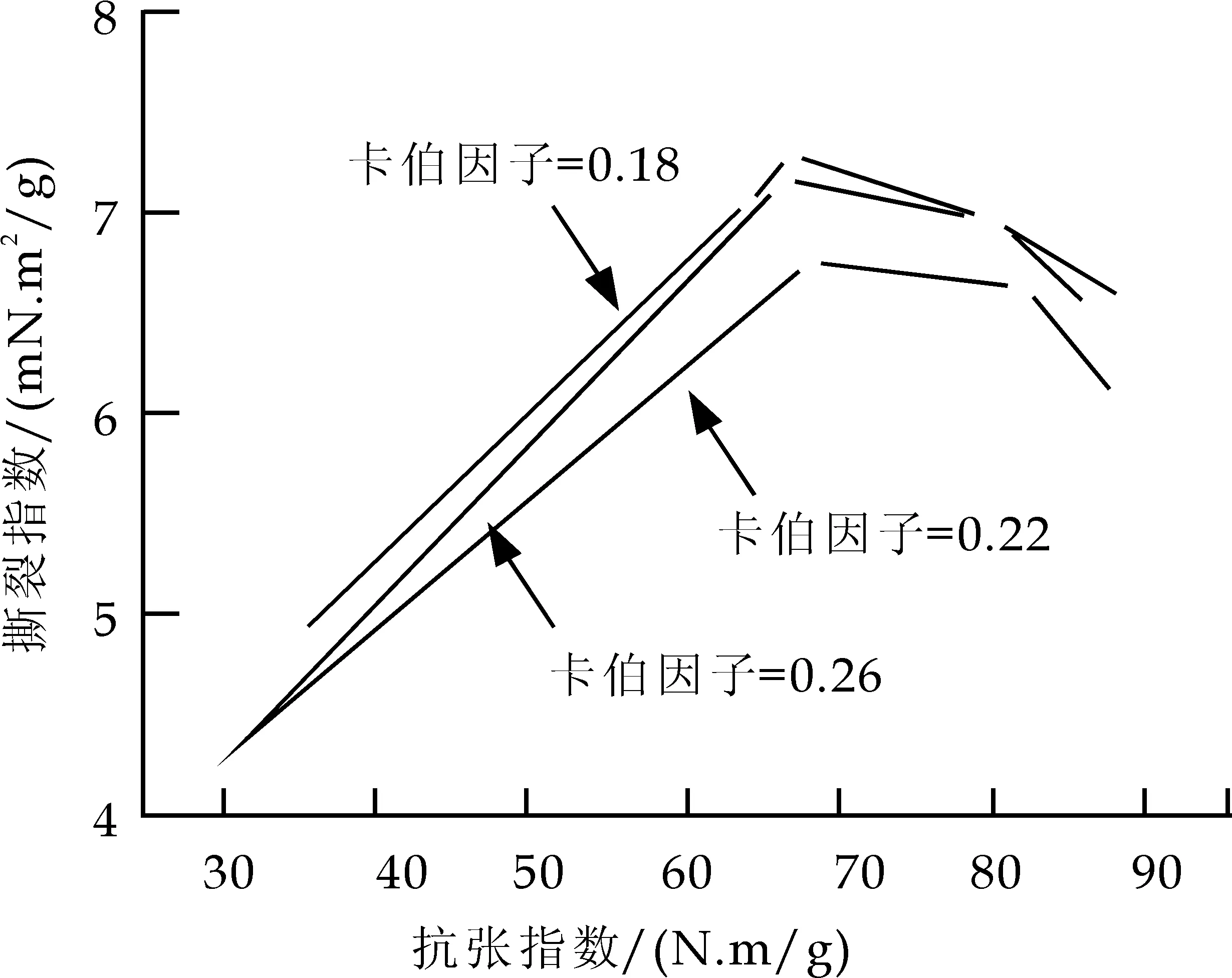
图7 抗张指数vs撕裂指数
3 结束语
在D0段采用不同二氧化氯用量对漂白的化学品耗用量有明显的影响.在达到相同90% ISO白度的前提下,随着D0段二氧化氯用量的增加,总二氧化氯用量先是明显下降,后略有回升.D0段卡伯因子应控制在0.22~0.26为宜,此区间总的化学药品耗用量较少,且浆料的粘度值高,在相同的游离度下,其抗张强度也较高.
[1] Deardorff,Tom.International paper follows science in ECF, TCF choice[J]. Pulp and Paper, 1997, 71(10):97-103.
[2] Hamm, Udo1, Göttsching, et al. ECF- and TCP bleached pulps-A comparison of their environmental impact[J]. International Paper world IPW, 2003, 2:42-49.
[3] 邝任均.无元素氯漂白与全元氯漂白[J].中国造纸,2005,24(10):51-56.
[4] 宋德龙编译.全球制浆/漂白技术进展[J].国际造纸,2001,20(1):36-38.
[5] Ben, Brigitte. ECF-world BAT in pulp bleaching by the year 2000[J]. Kami Pa Gikyoshi/Japan Tappi Journal, 1999, 53(6): 9-15.
猜你喜欢
粮油食品科技(2022年5期)2022-09-27
云南化工(2021年5期)2021-12-21
纺织高校基础科学学报(2021年2期)2021-07-13
当代水产(2019年10期)2019-12-18
消费导刊(2018年24期)2018-01-28
中学生数理化·八年级物理人教版(2017年5期)2017-11-13
纺织检测与标准(2016年3期)2016-08-16
中国民族医药杂志(2016年7期)2016-05-09
安徽化工(2016年1期)2016-03-25
化工进展(2015年6期)2015-11-13