
不灭炉修复造气炉外挡流板技术浅析
2012-02-10 06:39张时伟杨永恒王首旗
河南化工 2012年1期
李 巍,张时伟,杨永恒,王首旗
(1.河南省商丘商电铝业集团有限公司 ,河南商丘 476000;2.河南中科机电科技集团有限公司,河南商丘 476000)
2007年7月20日,河南省商丘商电铝业集团有限公司丰源化肥公司造气2#炉西灰舱时有下生炭现象,通过延长单舱下灰时间、减小炉条机牙数等措施未见好转,打开灰舱门观察发现外挡流板脱落,因此确定外挡流板脱落是引起造气炉下生炭的直接原因。
2#造气炉是化肥公司五台造气炉中生产能力最大的一台炉子,一般2#炉风阀29-31丝,其它炉子24-27丝,从实际发气量讲,2#炉发气量是其它单炉发气量的1.3倍以上。平时生产中,要实现四台保九机,2#炉的设备完好和炉况稳定是关键。现在,由于2#炉外挡流板脱落,已影响了九机满负荷的生产,且因为下生炭,造成吨氨煤耗持续偏高,直接影响生产成本,迫切需要尽快修复。造气炉挡流板的焊接以前都是利用停车机会灭炉、拉渣、清炉后进行,仅灭炉、拉渣、清炉到电焊工开始进入炉内焊接就需要十多个小时,加上修配、装渣、装柴、点火生炉到运行正常,每次至少需要24 h以上,灭炉焊补对生产影响较大。
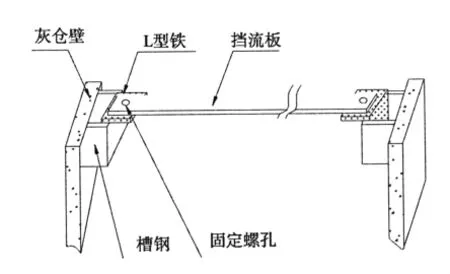
在班前技术分析会上,公司领导提出“能否不停炉将外挡流板进行焊补”的抢修思路。会后车间技术人员和检修班一道认真分析了外挡流板的长度、宽度以及需要固定的位置,由灰舱风门观察到,原焊接在灰仓两侧的两块槽钢可以利用,并可通过Φ300 mm的灰舱门将150 mm×1 200 mm挡流板送入灰舱,综合考虑后认为通过改变挡流板固定方式或者可以实现不停炉焊补外挡流板。具体思路是:将L型钢板一端卡入槽钢,一端作为托板支撑挡流板,并利用螺栓固定。
1 材料准备
焊接制作L型固定板两块,卡板端宽度略小于灰舱两侧的槽钢宽度。制作150mm×1200mm×8 mm挡流板一块,并将挡流板两端与L型固定板的托板端分别配钻螺孔供螺栓固定用(L型固定板螺孔应向两侧拓展为条形,便于装配)。
备件准备好后,停炉卸渣,保持卸渣口敞开,打开炉上空气吸引,空气自然置换灰舱至取样动火分析合格,可开始装配。
2 挡流板装配固定
首先,利用长把钳将两块L型固定板的卡板端分别卡入灰舱两侧的槽钢中,再将挡流板置于L型固定板上,并将固定板和挡流板的螺孔对好。然后,用长把钳将准备好的螺栓插入螺孔中定位,用电焊点焊固定。值得一提的是,由于点焊相距位置较深,手持焊把接触不到螺栓,通过焊条接焊焊条得以解决。整个装配、固定过程中,维修工全身伏在地面上,手臂通过风门深入灰舱,因看不见只能凭感觉摸索操作。
3 结束语
外挡流板检修完成后,达到了预期目的,西灰舱不再下生炭,2#造气炉运行恢复正常,整个化肥系统也逐步加至九机满量生产。不灭炉修复外挡流板,前后仅用两个多小时,迅速恢复了正常生产。如果灭炉焊补挡流板,将影响生产24 h以上,少产合成氨16 t多,而且造气炉一灭一开,增加煤耗大于10 t,影响经济效益近万元。不灭炉修复外挡流板,思路新颖、措施得当,整个检修过程简捷、安全、有效,为检修类似设备提供了一条新思路。