
利可君合成工艺改进
2012-01-29 03:21刘彩连王正泽
药学与临床研究 2012年4期
储 刚,林 辉,刘彩连,王正泽
南京长澳医药科技有限公司,南京 210038
利可君(Leucogen),化学名:2-(α-苯基-α-乙氧羰基-甲基)噻唑烷-4-羧酸,为半胱氨酸衍生物,服用后在十二指肠碱性条件下与蛋白结合形成可溶物质,迅速被肠所吸收,增强骨髓造血系统的功能。主要用于预防和治疗各种原因引起的白细胞减少、再生障碍性贫血及血小板减少症等。
该药物目前尚无更优的替代药物,临床应用广,市场需求量大。截止2012年4月,国内上市的利可君原料药只有江苏吉贝尔药业有限公司一家生产,具有良好的产业化前景。
利可君的合成文献比较少,国内方面主要为:①CN200410054101.3,本发明是由苯乙酸乙酯、甲酸乙酯、乙醚、金属钠经过缩合、酸化、环合而成的利血生原料,合成工艺路线见图1。
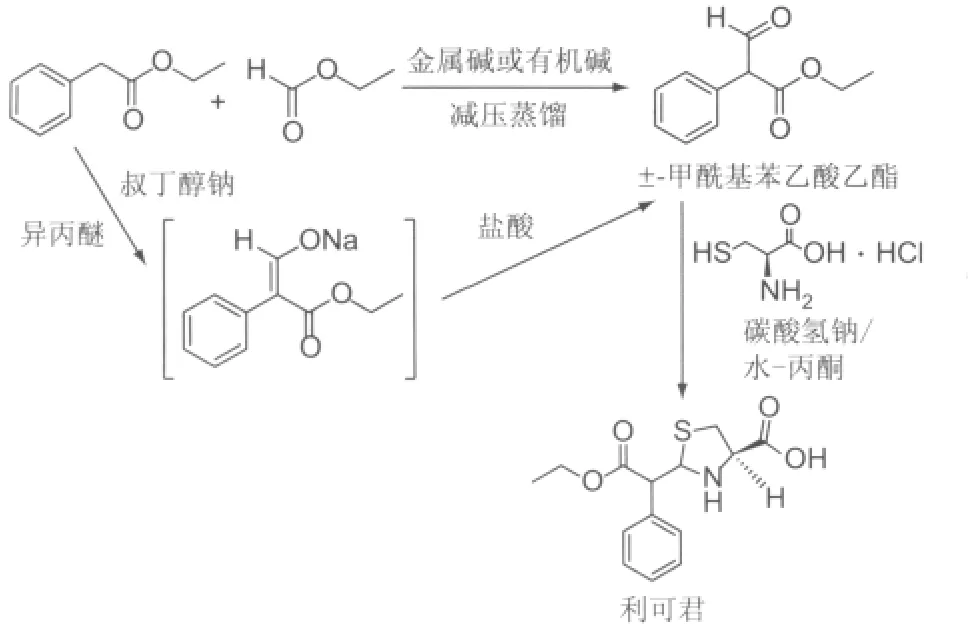
图1 利可君合成工艺路线
②CN200610037819.0,该发明涉及的合成工艺与CN200410054101.3相似,主要区别在于缩合反应过程中溶剂不同,为乙醚、乙醇、甲醇;缩合反应过程中缩合剂不同,为氢化钠、氨基钠、乙醇钠、甲醇钠、金属钠、氢化钾、氨基钾、乙醇钾、甲醇钾、金属钾。傅霖等[1]对利可君的工艺也做了局部的改进,使用乙醇钠-石油醚体系,替代钠-乙醚体系。以上报道的合成工艺,选用金属钠、乙醚和石油醚等,GMP车间应尽可能避免使用;另外,国内现有工艺中中间体α-甲酰基苯乙酸乙酯的合成涉及减压蒸馏操作,对设备依赖性高(沸点在200℃以上),获得的中间体为油状物,其中起始原料苯乙酸乙酯的残留量比较大,很难对其进行监控,不利于工业化生产。
国外对该工艺的研究文献也非常少,V.G. Foshkin等[2]为解决中间体α-甲酰基苯乙酸乙酯的固化问题提供了方向,但选用的钠-苯系统难以实现工业化生产,尚须进一步研究优化。
重现上述工艺,发现获得的利可君成品中甲酯杂质容易超标(大于0.1%),不符合药用要求,结构式见图2。
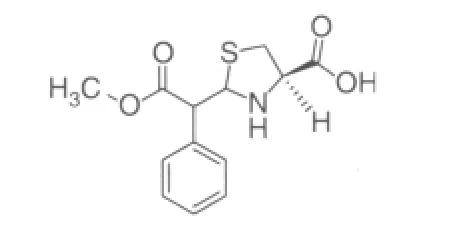
图2 甲酯杂质结构式
在上述参考文献的基础上,重点对中间体α-甲酰基苯乙酸乙酯的合成进行了优化。将中间体先生成钠盐,通过萃取,洗涤,除去残余的苯乙酸乙酯和脂溶性杂质,然后游离获得固态的α-甲酰基苯乙酸乙酯,改进后的工艺很好地解决了中间体固化的问题,且纯度非常高,无苯乙酸乙酯残留,继而通过和L-半胱氨酸盐酸盐反应获得的利可君成品,有关物质在0.1%以内,甲酯杂质也得到很好的控制(低于0.1%)。
1 仪器与试剂
Bruker AV-500型核磁共振仪;Vario MICRO型元素分析仪;YRT-3熔点仪;Agilent 1100 LC/MS质谱仪。
苯乙酸乙酯(工业级,纯度≥99%,上海晶纯试剂有限公司);甲酸乙酯(CP,纯度≥97%,南京化学试剂有限公司);L-半胱氨酸盐酸盐 (工业级,纯度≥99%,上海惠兴生化试剂有限公司)。
2 实验操作
2.1 α-甲酰基苯乙酸乙酯的合成
在50 L反应釜中,加入异丙醚35 L和叔丁醇钠(586 g,6.1 mol),开启搅拌,混合均匀。水浴冷却,控制内温10℃以下,称取苯乙酸乙酯1500 g(9.15 mol)和甲酸乙酯725 g(9.80 mol)混合均匀。滴加混合液,控制内温低于10℃。滴加完毕,升温,控制内温15℃,保温反应5小时,反应液最终为乳白色混悬液,加20 L纯化水,溶解,用异丙醚20 L萃取2次,取水相,用稀盐酸调pH值为1.0,降温至0~5℃析晶,获得1350 g,收率76.8%(文献收率[2]:60%)。熔点:58.6~60.7℃。1H-NMR(300 MHz,DMSO-d6):δ:10.95 (1H,s,CHO),7.86 (1H,s,Ar-CH),7.26(5H,m,Ar-H),4.10(2H,m,CH2),1.20(3H,t,CH3)。
2.2 利可君的合成
称取L-半胱氨酸盐酸盐1200 g(7.61 mol),加至纯化水15 L中,搅拌溶解,用碳酸氢钠调节pH至2.2,过滤,将滤液吸至30 L反应釜中,开启搅拌。将丙酮7.5L加至反应釜中,室温搅拌下,将α-甲酰基苯乙酸乙酯1462 g(7.61 mol)的丙酮溶液滴加到反应釜中。滴加完毕,升温回流,外温控制在75~ 80℃,保温反应1 h。冷却,抽滤,用水和丙酮反复洗涤,真空干燥,即得利可君成品1050 g,收率:46.7%。熔点:157.4~158.9℃(文献值[3]:155~160℃)。1H-NMR (300 MHz,DMSO-d6):δ:12.91(1H,s,COOH),7.30(5H,m,Ar-H),5.26(1H,d,Ar-CH),4.08(2H,m,CH2),3.98(1H,m,S-CH-N),3.72(1H,d,α-CH),3.13(1H,m,NH),2.72(1H,m,β-CH2),1.13(3H,t,CH3)。元素分析:C:56.83%、H:5.82%、N:4.85%、S:10.89%(理论值:C:56.93%、H:5.80%、N:4.74%、S:10.86%)。ESI-MS:[M+H]+296.1,[M+ Na]+318.1(分子量:295.35)。
3 讨 论
利可君工艺改进之后,避免减压蒸馏工序,操作简便,安全性高,便于工业化生产。中间体α-甲酰基苯乙酸乙酯的收率较文献收率[2]有明显提高,中间体中几乎不含苯乙酸乙酯,HPLC纯度达到95%以上(面积归一化法)。
获得的产品质量较之前的有明显的提升,有关物质能控制在0.1%以内,干燥失重低于3.0%,炽灼残渣低于0.1%,甲酯杂质也得到了很好的控制(低于0.1%),含量不低于99.0%(按干燥品计算),很好地满足了药用要求。
[1] 傅 霖,郑 虎.利血生合成工艺的改进[J].华西药学杂志,2006,21(2):176-7.
[2] Foshkin VG,Kovaleva NS,Naidis FB,et al.Improvement of the technological method for the synthesis of Leucogen [J].Khimiko-Farmatsev-ticheskiiZhurnal, 1976,10(8):106-7.
[3] 俞 锋,孙国建,濮毅华.一种利血生原料和利血生片的制备方法:中国,200410054101.3[P].2005-06-22.
猜你喜欢
现代职业安全(2022年9期)2022-11-22
再生资源与循环经济(2022年9期)2022-11-20
中国药学药品知识仓库(2022年10期)2022-05-29
陕西科技大学学报(2022年3期)2022-05-27
浙江工业大学学报(2022年1期)2022-01-25
安徽科技(2021年10期)2021-11-12
大自然探索(2021年2期)2021-04-02
山东工业技术(2018年9期)2018-05-26
科学与财富(2018年33期)2018-01-02
中国新技术新产品(2017年7期)2017-03-18
