
金刚石组锯绳技术综述①
2012-01-24 12:32谢志刚王智慧张延军
超硬材料工程 2012年2期
谢志刚,王智慧,张延军
(1.桂林矿产地质研究院,广西桂林541004;2.桂林特邦新材料有限公司,广西桂林541004)
1 组锯绳概述
石材以其优良的物理力学性能以及天然华贵、典雅大方的装饰效果,使其在建筑装饰、生活用具等方面得到了广泛的应用。我国是石材大国,花岗石及大理石资源丰富。在各种各样的石材产品中,应用最多的是板材制品。据介绍,2010年,我国花岗石板材的产量为30826万平方米,大理石板材产量达5477万平方米,据《石材行业“十二五”发展规划纲要》提出:到2015年,花岗石板材产量将达到6.5亿至7亿平方米,大理石板材产量将达到8500至9500万平方米。
在花岗石规格大板的批量锯切加工领域,传统的加工设备主要是花岗石砂锯。在大理石规格大板的批量锯切加工领域,传统的加工设备主要是金刚石平移锯或简易的摇摆锯。在花岗石及大理石规格小板的批量锯切加工领域,传统的加工设备主要是金刚石圆锯片。
《石材行业“十二五”发展规划纲要》提出:石材加工重点是发展精细化加工、石制品加工以及节能、节材型新技术,推广大型现代成套技术工艺与装备,包括数控机械、加工中心、计算机辅助设计与加工、智能化控制等,以及超薄板生产、复合板生产、废料综合利用、应用护理等新技术。多绳金刚石串珠绳锯在石材板料加工中的应用符合石材行业“十二五”发展规划纲要的要求。
多绳金刚石串珠绳锯主要用于石材板材的批量锯切加工,产生于20世纪90年代,目前对多绳金刚石串珠绳锯设备的研发主要集中在意大利等石材加工强国。最开始的多绳金刚石串珠锯是一种由意大利Wire Engineering公司生产的可安装十根串珠绳的长绳式多绳锯。由于当时串珠绳成本过高,设备的基础投资过大,限制了它的推广应用。随后意大利的Pellegrini和Bideseimpianti公司相继推出了自己的短绳式多绳锯,在市场上得到了一定程度的应用。国外生产组合绳锯机的厂家主要有Gaspary Menotti S.P.A,PELLGRANIT,PEDRINI,其中销售量最多的是Gaspary Menotti S.P.A。根据石材展会的调查和行业客户反映,巴西拥有15台花岗岩组锯设备,组数以30组,40组,60组为主,27.5米的标准长度,印度拥有12台金刚石组合绳锯机,意大利拥有25台金刚石组合绳锯机。目前多绳锯安装串珠绳的数量最多可达133根。
2 发展金刚石组锯绳的意义
石材板材具有很大的应用市场,与传统框架砂锯相比(设备如图1、所示),用金刚石组锯绳图2锯切花岗岩大板具有下述意义。
(1)金刚石组锯绳用途广泛,功能性强。金刚石绳锯组锯绳可同时具备切割大理石,花岗岩,人造石材的功能,灵活地切割不同厚度的板材。
(2)板材的表面质量好。用绳锯切割的板材表面光滑,平直,可提高抛磨生产线效率30%~40%,平面度公差可控制在0.5mm以内,远小于EUTC246 and ASTM规定的平面度偏差要求。

图1 传统框架砂锯Fig.1 Traditional gang saw
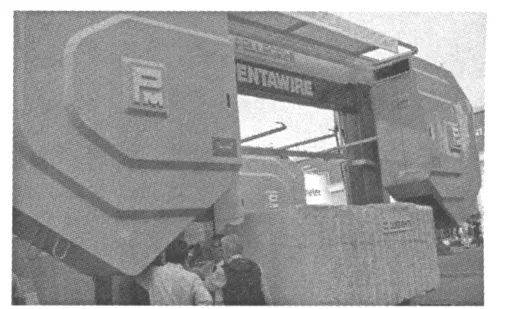
图2 金刚石组锯Fig.2 Diamond multiwire saw
(3)石材利用率高及对环境友好。因用绳锯切割的板材表面质量好,单位体积花岗岩荒料的出板率比砂锯高,石材损失少,可节省宝贵的石材资源。而且,金刚石绳锯组锯绳工作噪音水平大约比砂锯减少50%,并无需清理钢砂,有效减少对周围环境的影响。
(4)生产效率高。其切割速度可以达到单条2~2.5m2/h,对赶交货期具有积极的意义。
(5)操作人员少,人工成本低。金刚石绳锯组锯绳无需经常更换绳锯,而砂锯需要频繁的更换和调整锯条,花费大量时间,按照相同生产能力核定,金刚石绳锯组锯绳的操作人员减少了70%。
(6)砂锯及金刚石组锯绳性能对比见表1。

表1 金刚石砂锯及金刚石组锯绳性能对比表Table 1 Comparison of diamond gang saw and diamond multi wire performances
3 组锯机介绍
3.1 主运动结构形式及张紧机构
组锯机根据主运动结构形式可分为四轮鼓结构、三轮鼓结构和两轮鼓结构。图3是多绳锯的四轮鼓结构图片。对于多绳锯的四轮结构形式来说,四个转动轮中其中一个是主动轮,另外三个是从动轮,或二个是主动轮,另外二个是从动轮。四个轮鼓直径在1~1.4m之间。为了实现每根串珠绳的单独张紧,需要左右两套组合式张紧轮。每套张紧轮由多片可以独立运动的张紧轮组成,各片张紧轮由液压缸驱动对每根串珠绳进行分别张紧。
对于多绳锯的两轮鼓结构来说,其中一个轮是主动轮,另一个轮是从动轮。二个轮鼓直径约2.3m,主动轮是整体式结构,从动轮是分片式结构,每片从动轮可以单独张紧串珠绳,具有张紧轮的功能。
对于多绳锯的三轮鼓结构形式来说,三个转动轮中其中一个是主动轮,另外二个是从动轮。主动轮直径约2.3m,从动轮直径在1~1.5m之间,为了实现每根串珠绳的单独张紧,需要一套组合式张紧轮及一套整体张紧轮。每套组合式张紧轮由多片可以独立运动的张紧轮组成,各片张紧轮由液压缸驱动对每根串珠绳进行分别张紧,整体张紧机构通过液压缸驱动对每根串珠绳同时进行张紧,如图4所示。以上三种主运动结构特点对比见表2。

图3 组锯机四轮结构Fig.3 The four-wheel structure of multi wire machine

图4 三轮鼓组合式张紧机构及整体张紧机构Fig.4 Combined tensioning system and integral tensioning system
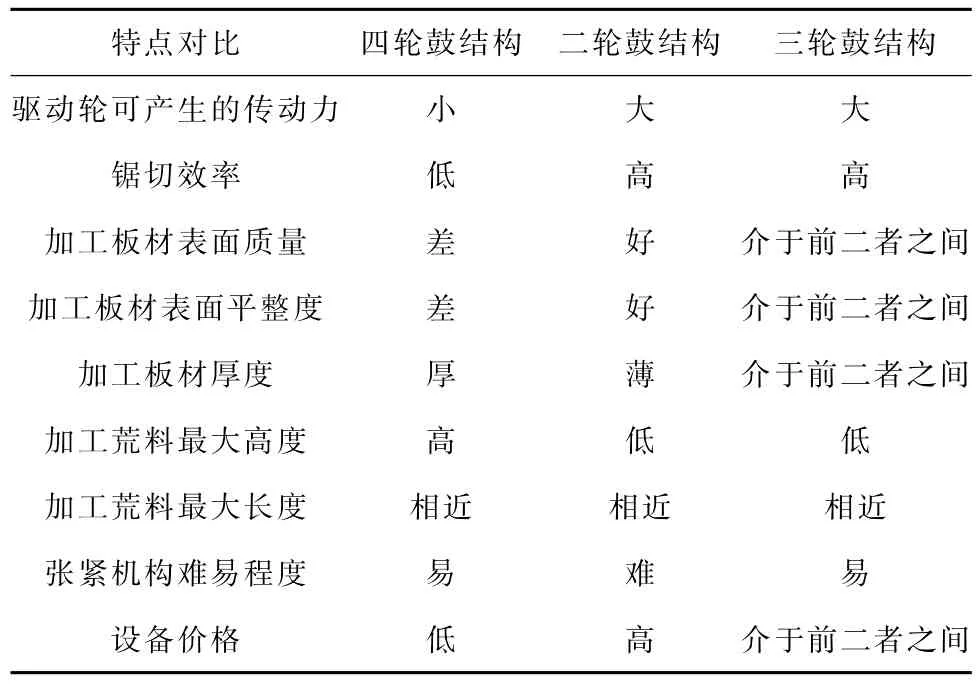
表2 3种主运动结构组锯机性能对比表Table 2 Comparison of performances of diamond multi wire machine of three main motion structures
3.2 进给机构
进给机构的原理与砂锯基本相似,由螺母螺杆机构控制垂直升降,并配置了减轻锯切垂直运动螺杆负荷的平衡油缸。如图5所示。
图5 平衡油缸Fig.5 Balancing cylinder
3.3 供水系统及荒料车
供水系统用于冷却、润滑金刚石串珠及金刚石串珠绳,减少金刚石串珠绳与被切材料之间的摩擦,并将石屑及时排出,供水压力为0.15~0.2MPa,流量为15~30L/min。荒料车用于放置石料,荒料车一般可在两条轨道上运动。如图6所示。
3.4 液压系统及电控系统
液压系统包括泵站、阀组等部分,电控系统包括主电控柜(含变频器等)、控制柜、连接电缆等。用于精确控制组锯机运动及组锯绳的张力。

图6 供水系统及荒料车Fig.6 Water feeding system and block tray
4 组锯技术存在的几个问题
4.1 组锯设备问题
由于组锯设备相对复杂,要求具有很高的设计水平及制造水平,一套组锯设备售价数百万元,开发及前期投入费用大。然而,目前由于组锯市场没有开发、容量较少,导致有实力的单位不愿开发,愿意开发的单位又实力不足,至今国内还没有成熟的组锯设备生产厂家,国内也少见有组锯设备成功地应用于板材的锯切生产。
4.2 组锯设备设计制造难点
(1)各绳恒张力控制及独立张紧机构设计
为保证板材表面质量及延长钢丝绳使用寿命,必须使各绳的张紧力变化控制在较少的范围内。因各绳出厂长度不一致及被切材料非均质导致各绳进给速度不一致,导致各绳的张紧力在锯切过程中呈动态变化,为保证每条绳在锯切过程中的恒张紧力,要求设计独立张紧机构及独立恒张力控制系统。每条组锯绳之间的最小距离不足30毫米,给独立张紧机构及恒张力控制系统设计和制造带来很大的难度。
(2)大型薄壁件的设计及制造
组锯机需使用一些大型薄壁件,如二轮组锯设备,因需实现独立张紧,要求每条绳配一个从动轮,而从动轮直径达2.3米,壁厚不足2厘米,且要求从动轮重量轻,强度高,这又给设计和制造带来很大的难度。
(3)组锯设备要求高的精度
组锯设备中的轮系、进给机构、液压系统、控制系统等均要求很高的精度,若精度不够,在切割过程中就不能实现各绳的恒张力,容易出现因组锯绳抖动、相邻绳锯相互碰撞干扰等情况而导致板材表面质量差,严重的会引起断绳,从而导致整组绳报废。
4.3 组锯绳需解决的关键技术
(1)钢丝绳选型
要使组锯绳取代砂锯切割石材大板,首先要解决的问题是如何使串珠外径和钢丝绳直径变小,由于钢丝绳直径变小会引起钢丝绳的抗拉强度及拉伸疲劳强度等力学性能下降,从而导致钢丝绳易断,最终导致组锯绳报废。
(2)钢丝绳闭环连接技术
将钢丝绳由一个开环连接成同等规定长度的闭环,且具有承受80%钢丝绳破断拉力的能力,还要求每条组锯绳长度尽可能一致,以实现组锯绳在使用过程的恒张力。此外,由于组锯绳串珠外径与钢丝绳直径相差较小,连接强度相对较弱,且要求在组锯绳寿命期内不断绳,若用接头将一个开环绳连接成闭环绳,无法保证组锯绳在寿命期内不断绳。
(3)金刚石绳锯组锯绳串珠工作层及串珠结构设计
金刚石组锯因装绳多,分配到每条绳的功率很小,如GOLD 60多绳金刚石串珠锯,串珠绳数量为58条,装机容量为265k W,平均每条串珠绳装机容量为4.5k W。而一般的单条工厂用绳锯机装机容量约为15k W,另外,组锯绳串珠工作层薄,一般不足1mm,只有进行组锯绳串珠工作层及串珠结构优化设计,才能实现寿命及效率的最佳匹配。
(4)金刚石组锯绳串珠与钢丝绳固定技术
由于组锯绳串珠直径与钢丝绳直径相差较小,固定塑料保护环的壁厚较薄,常常因为注塑质量不稳定、注塑不饱满及固定强度不足导致在切割过程中钢丝绳易受到岩屑和水的腐蚀,易出现串珠松动、窜珠情况,严重影响组锯的正常切割工作。
(5)组锯绳质量稳定问题
若各条组锯绳效率相差较大,将导致整组绳产生锯切效率低,加工板材平整度差、板材尺寸误差大等问题,严重影响板材的后续加工。若各条组锯绳寿命相差较大,将导致整组绳寿命低。为保证组锯绳正常工作,要求组锯绳各条绳锯质量稳定一致。
5 结束语
由于天然石材及人造石大板市场容量巨大,国内一些企业己开始投入资金开展金刚石组锯机及组锯绳的研究。国内金刚石组锯机及组锯绳一旦研究成功,将是对大板锯切工艺的一项重要创新,同时也将标志着我国金刚石绳锯技术全面进入世界先进水平行列。
[1] 吕智,郑超,等.超硬材料工具设计与制造[M].北京:冶金工业出版社,2009.
[2] 程胜利.十二五期间怎样发展中国石材业[J].石材,2010.11.
[3] 廖原时.多绳金刚石串珠锯的技术特点和加工成本分析[J].STONE,2008,108(6):20-23.
[4] 滕忠良.意大利金刚石串珠多绳锯综述(一)[J].石材,2011.12:11-16.
[5] 滕忠良.意大利金刚石串珠多绳锯综述(二)[J].石材,2012.1:11-18.
猜你喜欢
中国金属通报(2021年21期)2021-11-19
石材(2020年10期)2021-01-08
装备机械(2020年3期)2020-09-29
山西冶金(2020年3期)2020-07-15
机械管理开发(2020年2期)2020-04-16
机械管理开发(2020年1期)2020-03-14
液压与气动(2019年6期)2019-06-17
创新作文(1-2年级)(2017年10期)2018-04-16
数学小灵通(1-2年级)(2017年5期)2017-06-05
创新作文(小学版)(2017年28期)2017-03-21
